一种基于碳氮协同的twip钢及制备含氮twip钢的方法
技术领域
1.本发明属于生产技术与金属材料领域,具体涉及一种基于碳氮协同的twip钢及制备含氮twip钢的方法。
背景技术:
2.twip钢(twinning induced plasticity steel)的全称是孪生诱发塑性钢,因具有高的能量吸收能力、高强塑性和没有低温韧脆转变温度等优点而具有广泛的应用前景,可以作为防弹钢板等抗冲击钢材,汽车大梁、车体钢架、车门等汽车用钢,以及作为低温容器、舰船用钢等低温用钢。twip钢的前身可以追溯到1888年fe-mn-c高锰钢的问世,robert hadfield最先发明了高锰钢,因此高锰钢又被称为hadfield钢,经过100多年的发展,国内外学者在高锰钢的合金成分优化、强韧化机理、冶炼技术等方面开展了大量的研究,其不变的目标是提升综合性能进而推动产业化应用。
3.twip钢中mn含量增加时,基体的屈服强度和抗拉强度均减小,总伸长率增大;c含量增加时,其屈服强度和抗拉强度先增大后减小,在0.6%(质量分数,下同)时存在最大值;当mn含量为20%时,twip钢总伸长率随c含量增加而增大,而mn含量为22%时则相反。twip钢的强塑积随mn含量的增加而增大,其在c含量为0.4%试样中的体现尤为明显。对于mn含量为20%的twip钢,其强塑积随c含量增加而增大;而对于mn含量为22%的twip钢,其强塑积随c含量增加而减小。可见为了调控twip钢的力学性能,合适的成分设计起到了决定性的作用,现阶段fe-mn-c系twip钢的研究都是基于对c、mn的含量做出调控,从而研究实验钢的力学性能,分析其微观组织的影响机理,而单一地调控c、mn含量对twip钢的性能提升也是具有一定的局限性,在一定程度上力学性能已达到最优,但是却没有办法突破更进一步。其中尤为显著的就是对c含量的单一调控,一定范围内c含量的变化,对fe-mn-c系twip钢的力学性能起着决定性的因素,对其强度和塑韧性均有着不同的影响,而c、mn的双重调控更是需要进一步的研究与发展,但是目前力学性能均已达到了研究的上限。现在针对twip钢大部分的研究已经由合适的成分设计转变到对twip钢热加工工艺的优化方式上来达到进一步的力学性能提升。
4.因此,一方面需要突破现有的成分设计方案,从根本上来提升twip钢的力学性能,从基本的结构上优化成分设计,完成fe-mn-c系twip钢力学性能的转变;另一方面,优化热处理加工工艺,在现有的固溶处理工艺上,探究并研发新的固溶处理方案,合理匹配对应实验钢的固溶处理工艺,从而达到进一步提升twip钢力学性能的效果。
5.n是强奥氏体元素,可以抑制动态应变时效行为,通过设计冶炼工艺增氮调氮优化热处理制度等方式,能够有效地提高新型twip钢的强塑性,且不增加太多制备成本,因此含氮twip钢有很大的发展和应用潜力。现有的含氮钢制备通常是通过粉末冶金,或者在钢铁冶炼过程中通过加入高压氮气实现氮合金化。然而前一种方法一般成本较高,而twip钢中一般含有大量的mn,如果采用后一种方法,在加压过程中mn会大量挥发,严重影响氮的收得率。由于收得率低、制备困难,现有技术中对于氮在twip钢中的强塑作用,特别是氮作为奥
氏体元素,与其他奥氏体元素比如碳的相互作用报道甚少,关于氮元素如何配合其他奥氏体元素调控提高twip钢强塑性,以及相应钢种的成分和与之配合的制备工艺更是尚无经验可循。因此,亟需开发氮与其他奥氏体元素协同调控提高twip钢强塑性的相应技术,包括具体的钢种成分以及配套的制备工艺,以改善单一的冶炼工艺与设计理念,避免了fe-mn-c系twip钢只改善mn、c含量来增加强塑性的短板。
技术实现要素:
6.为了解决现有技术的上述问题,本发明提出了一种碳氮协同调控提高twip钢强塑性的钢种,并提出了该钢种的制备方法,通过碳氮的协同作用有效提升含氮twip钢的强度、塑性、韧性,并通过合适的固溶处理制度来合理调控含氮twip钢的强塑性。
7.为实现以上目的,本发明的方案如下:
8.一种基于碳氮协同的twip钢,其特征在于,按质量百分数,成分包括:c:0.3~0.8%、mn:20.0~23.0%、p:≤0.03%、s:≤0.02%,还包括n,c含量与n含量之比为3:1~5:1。
9.本发明的钢种是对原有fe-mn-c体系twip钢的改进。n元素可降低twip钢再结晶温度,提前促进晶格畸变,可以有效的细化晶粒,提高twip钢的强塑性,而c元素也为twip钢中稳定奥氏体的元素,能够固定钢种的强度,通过调控c、n元素的配比,可以在达到保持原有fe-mn-c体系twip钢固有强度的同时,提升其强度及塑性。
10.氮元素对twip强韧性的贡献与其在钢中存在形式密切相关,氮和碳在fcc-fe中均倾向于占据八面体间隙位置,具有很强的间隙固溶强化效应,均可以大大提高奥氏体钢的强度。但是氮和碳的电子排布是不同的,氮原子(1s22s22p3)比碳原子(1s22s22p2)多一个p电子,在fcc-fe中,氮会增加自由电子浓度进而促进原子间的金属键结合,而碳会促进电子的局部化进而促进原子间的共价键结合。因此,在fcc-fe中加入碳和氮以后,氮倾向于处于短程有序分布状态,奥氏体钢中的氮更是有助于原子的短程原子有序化,改善固溶体的均匀性而碳则倾向于处于团簇分布状态。上述物理特性的不同,会导致c、n元素在钢中的存在形式、偏聚倾向、与其他合金元素的近邻关系等特征差异较大,如果不以合适的比例添加,很难实现碳和氮元素在增强twip钢强塑性方面的协同作用。当c、n元素含量比例达到3:1~5:1时,其强塑性能表现优异。
11.twip钢中添加n可以延迟动态应变时效效应的临界应变并抑制plc带的出现,从而避免过早的剪切断裂。同时,孪晶的连续、密集形成保持了加工硬化能力。因此,本发明的钢种可以在加工硬化率保持增加的同时通过添加氮抑制塑性不稳定性的频率,并在以合适比例添加时,与另一种奥氏体元素碳形成良好的协同调控作用,使得钢种的极限抗拉强度和均匀伸长率同时提高。
12.然而,上述钢种成分需要在twip钢中加入较高含量的合金化n元素,由于twip钢中很高的mn含量,采用在冶炼过程中加压渗氮的方式,twip钢的渗氮极限仅有0.1%左右,因而一般的加压渗氮方式很难实现包含本发明中n含量的twip钢的制备。为此,本发明还提出了一种制备含氮twip钢的方法,包括以下步骤:
13.s1、配料与装料:根据目标钢种成分计算原料重量并称量原料;
14.原料包括工业纯铁、金属锰、高纯碳、稀土、镍镁,工业纯铁、金属锰、高纯碳对应
twip钢中的fe、mn、c含量。其中将高纯碳分为两份,第一份为高纯碳总质量的50%~60%,第二份为余量高纯碳;将第一份高纯碳和工业纯铁、金属锰置于加压感应炉内。
15.s2、熔炼:将加压感应炉抽真空,优选地,抽真空至5pa以下,通电升温开始熔炼。
16.s3、真空碳脱氧:向加压感应炉内充入氩气,氩气的压力为15~20kpa。待炉内原料完全熔化,加入第二份高纯碳后抽真空,进行真空碳脱氧。优选地,这一步骤中抽真空至20pa以下,保持20~30min进行真空碳脱氧。
17.s4、充氮加压:真空碳脱氧结束后,向加压感应炉内充入15~20kpa氩气,之后充入氮气至冶炼压力,向钢液中加入镍镁和稀土,保持冶炼压力30~40min。
18.稀土添加量为步骤s1中原料总质量的0.10%~0.15%,镍镁添加量为步骤s1中原料总质量的0.25%~0.30%。
19.优选地,所述镍镁中,按质量分数,镁含量15~25%,余量为镍。
20.s5、浇铸:向加压感应炉内充入氮气至浇铸压力,保持浇铸压力进行浇铸,浇铸结束后取出铸锭。
21.s6、加工和固溶处理:将铸锭加工成钢板,加工后进行固溶处理。固溶处理的条件可以为850~1250℃固溶30~120min。
22.固溶温度和时间对twip钢塑性的影响程度明显大于强度,为达到最佳伸长率,优选的固溶处理工艺为1150~1250℃固溶30~120min。随固溶温度的升高和固溶时间的延长,再结晶逐渐完全,奥氏体晶粒均匀并长大。twip钢在拉伸时会发生延性断裂,拉伸前的组织为完全奥氏体,因此再结晶完全度与奥氏体晶粒度的大小影响着twip钢的力学性能,合适的固溶处理可以对twip钢的强塑性进行提高。
23.步骤s3中的真空碳脱氧,可以控制钢中o≤0.00030%,s≤0.0010%。步骤s4中的稀土和镍镁处理则可以深脱硫脱氧,进一步降低钢中的氧硫含量。钢中氧硫含量的降低有利于氮气的收得率。
24.步骤s4中先充入部分氩气,再以充入高压氮气来维持较高的冶炼压力,可以有效减轻twip钢在冶炼过程中mn元素的挥发对于氮收得率的影响,确保足够的氮元素渗入钢中实现合金化。
25.具体来说,可以根据在使用的设备和钢种中实际测得的冶炼、浇铸压力与氮收得率的关系,根据要添加的氮含量确定冶炼和浇铸压力。优选地,冶炼压力为1.0~1.5mpa,浇铸压力为1.0~2.0mpa。
26.采用以上方法进行含氮twip钢的制备,可以实现twip钢中氮收得率30%以上,最高能够制备出氮含量0.4%的twip钢。
27.本发明的有益效果在于:
28.(1)通过加压可使氮在fe-mn-c系twip钢中合金化并且协调碳氮含量,促进氮元素发挥出细晶强化的作用,改善锰碳元素的层错能关系,并且同锰协同抑制马氏体相变,促进奥氏体均匀化稳定奥氏体元素,抑制固溶状态下温度升高促使奥氏体晶粒长大的弊端,使析出相分布更加均匀弥散。
29.(2)本发明在氩气保护以及氮气充压通过加压感应炉使用真空碳脱氧使o、s含量均处于极小的含量范围o≤0.00030%、s≤0.0010%,以及通过稀土、镍镁处理得到原始铸锭,随后通过锻造等方式加工、固溶处理后能够制备出高强度高塑性高延伸率钢板,制造方
法精确严谨,有益于生产应用且性能优良。
30.(3)本发明基于碳氮协同的twip钢不仅适用于钢厂规模生产更可用于高规格高强塑性要求的工业生产,应用内容广泛、前沿,对船舰用钢,防弹钢板等材料有突破性的优势,应用价值较高,工艺简单,生产效率高,原料成本不苛刻,生产应用技术显著,达到了高标准材料要求。
31.(4)本发明提出了一种更为优异、先进且具有突破性的提高twip钢强塑性延伸率等性能的方法,降低氧含量、优化冶炼方法、精细热处理制度,为制备新型含氮twip钢提供了技术保障。
附图说明
32.图1为1#钢种(fe-22mn-0.6c钢)析出相相图。
33.图2为2#钢种(fe-22mn-0.3c-0.3n钢)析出相相图。
34.图3为3#钢种(fe-22mn-0.6c-0.2n钢)析出相相图。
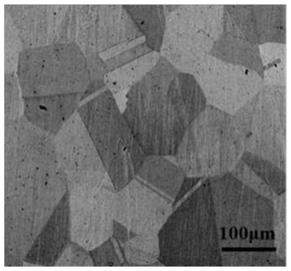
35.图4为1#钢在1250℃固溶处理1h奥氏体晶粒形貌。
36.图5为2#钢在1200℃固溶处理2h奥氏体晶粒形貌。
37.图6为3#钢在1200℃固溶处理2h奥氏体晶粒形貌。
38.图7为4#对比钢在1100℃固溶处理1h奥氏体晶粒形貌。
39.图8为5#对比钢在1100℃固溶处理1h奥氏体晶粒形貌。
40.图9为6#对比钢在1100℃固溶处理1h奥氏体晶粒形貌。
41.图10为1#~3#钢的应力应变曲线。
42.图11为实施例8中的钢种固溶处理后的微观形貌。
43.图12为实施例8中的钢种的应力应变曲线。
具体实施方式
44.下面以实施例来具体说明本发明的具体方案和效果,本发明实施例中,采用以下方法制备相应钢种的铸锭:
45.s1:配料与装料:根据目标钢种成分计算原料重量并配制原料;原料包括:工业纯铁、金属锰、高纯碳,还包括脱氧脱硫稀土、镍镁。
46.本发明实施例中,工业纯铁、金属锰、高纯碳三种冶炼原料的具体成分如表1所示:
47.表1冶炼原料主要成分(wt.%)
48.种类sicrnimnmocspncufe工业纯铁0.0060.0240.0090.022-0.00180.00320.0081
‑‑
99.90电解锰0.007
‑‑
99.80 0.0360.03300.0035
‑‑
0.019高纯碳
ꢀꢀꢀꢀꢀ
100.00
ꢀꢀꢀꢀꢀ
49.将工业纯铁、60%高纯碳、金属锰置于加压感应炉的坩埚内,将40%高纯碳、稀土、镍镁置于加料仓中。
50.s2:熔炼:将感应炉内真空抽至5pa以下后,通电升温开始熔炼。
51.s3:真空碳脱氧:充入20kpa氩气,待坩埚内炉料完全熔化;添加40%高纯碳后,抽真空精炼,真空度达到20pa以下进行真空碳脱氧并保持20~30min。
52.s4:充氮加压:真空碳脱氧结束后,充入20kpa氩气,保持感应炉功率在20kw,充入氮气至冶炼压力为1.0mpa~1.5mpa,加入稀土与镍镁。
53.s5:浇铸:向加压感应炉内充入氮气至浇铸压力1.0mpa~2.0mpa进行浇铸,浇铸结束后破真空取出铸锭。
54.为便于性能比较,将铸锭进行样件加工和固溶处理,各实施例样件加工和固溶处理方法具体如后文所述。
55.实施例1
56.钢种型号为fe-22mn-0.6c-0.2n,具体来说,钢种成分设计为:mn:22wt%,c:0.6wt%,n:0.2wt%,p:≤0.03%、s:≤0.02%,其他为fe和不可避免的杂质。
57.实施例2
58.钢种型号为fe-22mn-0.3c-0.3n,具体来说,钢种成分设计为:mn:22wt%,c:0.3wt%,n:0.3wt%,p:≤0.03%、s:≤0.02%,其他为fe和不可避免的杂质。
59.对比例3
60.钢种型号为fe-22mn-0.6c,具体来说,钢种成分设计为:mn:22wt%,c:0.6wt%,p:≤0.03%、s:≤0.02%,其他为fe和不可避免的杂质。由于不需要渗氮,在步骤s4和s5中其冶炼压力和铸造压力比较低,具体见后文表3。
61.实施例4
62.设计并制备以上成分的三种实验钢,分别为1#:fe-22mn-0.6c钢,对应对比例3;2#:fe-22mn-0.3c-0.3n钢,对应实施例2;3#:fe-22mn-0.6c-0.2n钢,对应实施例1。并采用thermo-calc软件计算了三种实验钢的析出相相图。
63.利用thermo-calc成分计算软件,计算出三种钢的析出相图以及平衡相图,分别如图1、图2、图3所示。其中fe-22mn-0.6c钢的析出相完全回融温度在706℃,fe-22mn-0.3c-0.3n钢的析出相完全回溶温度在580℃,fe-22mn-0.6c-0.2n钢的析出相完全回溶温度在702℃,以此可确定三个钢种析出相的完全回溶,方便后续的热处理实验进行;根据平衡析出相图中的析出相变化规律、析出相的回溶温度以及完全奥氏体化温度的对比,可以发现氮元素的添加,不仅降低了完全奥氏体温度和析出相的回溶温度以及扩大了奥氏体相区,而且避免了因为升高碳元素含量而产生渗碳体回溶温度也随之升高的现象。c含量下降,渗碳体完全固溶温度会随c含量的降低而降低,而n元素的加入,形成的氮化物的固溶温度又达不到渗碳体完全回溶的温度,所以在碳氮协同的条件下,twip钢总体的完全回溶温度会降低,而完全固溶温度降低可以提前促进twip钢晶格畸变从而阻碍位错运动,进而提升相同温度下含氮twip钢的强度及塑性。
64.实施例5
65.按照设计的成分,采用上面所述方法进行1~3#三种实验钢的铸锭制备。在步骤s1中,各原料的具体称量质量如表2所示。
66.表2冶炼1#~3#twip钢所用原料(kg)
[0067][0068]
上述1#~3#碳氮调控twip钢冶炼过程具体工艺参数如表3所示。
[0069]
表3 1#~3#twip钢具体冶炼工艺参数
[0070][0071]
用化学分析方法对1#~3#碳氮调控twip钢的成分进行分析,结果如表4所示,其中1#~3#为本发明的三个实验钢种,4#~6#为对比钢种,均为相同牌号的商用twip钢。可以看出,本发明1#~3#实施例钢种的o、s含量显著低于4#~6#对比例钢种,说明本发明实现了twip钢的超低氧硫控制,便于进行氮的添加和碳氮调控。实际上,本发明2#、3#钢种的氮收得率高达28.8~32.5%,说明本发明先采用真空碳脱氧,再用稀土、镍镁进行深脱氧脱硫,能够显著提升冶炼过程中脱氧效果,提高氮的收得率。
[0072]
表4 1#~3#twip钢及对比钢种成分分析结果(wt.%)
[0073][0074]
[0075]
实施例6
[0076]
将以上1#~3#三种实验钢的钢锭均匀涂抹耐火涂料后,放置12h晾干表面耐火涂料,后再重复涂抹晾干一次,待第二次晾干后将三个钢锭装入加热炉,以5~6℃/min-1
速率升温至驻炉温度1160~1200℃,保温均质化处理8h,消除应力,防止锻造过程中钢坯开裂,随后出炉,对钢锭表面除氧化皮,控制开锻温度1160~1200℃,墩拔3次,终锻板材尺寸为15mm
×
40mm
×
长度;锻制至目标尺寸后,在线缓冷,制备出twip钢锻板;
[0077]
固溶处理:对于锻造好的三块钢板,均利用线切割机切出部分10
×
10
×
5mm金相用于固溶处理实验;选择固溶处理温度范围为1000~1250℃,每50℃为一个间隔,选择固溶处理时间范围为30~120min,分为30min、1h、2h时间间隔,对1#~3#钢种的金相试样进行打磨、抛光,利用金相显微镜、扫描电镜和olycia软件对奥氏体晶粒进行分析统计,从中确定1#~3#钢种在各不同固溶处理得到晶粒度近似相同的热处理参数,结果如图4~6所示,最终筛选晶粒尺寸为150
±
2μm,并将对应的热处理参数用于对应实验钢后续的拉伸试验前的热处理,用于对比三种钢相同晶粒度下的力学性能差异。
[0078]
三种钢金相固溶处理结束后采用砂纸进行表面打磨平整细腻,利用金相抛光机进行抛光实验,抛光结束后采用4%硝酸酒精对金相表面进行腐蚀以观察奥氏体晶粒的晶粒度,通过olycia软件筛选固溶处理后的金相组织奥氏体晶粒图片,有效地避开了实验钢在部分热处理后组织上存在的再结晶不完全现象和奥氏体晶粒晶粒度大小没有达到统一的问题,最终通过对各固溶处理后的三个钢晶粒度对比,确定了三个实验钢奥氏体晶粒度近似相同尺寸为150
±
2μm的热处理参数分别为:fe-22mn-0.6c钢固溶温度为1250℃时间为1h、fe-22mn-0.3c-0.3n钢固溶温度为1200℃时间为2h、fe-22mn-0.6c-0.2n钢固溶温度为1200℃时间为2h。三种实验钢采用了各自不同的固溶处理条件,是为了使三种实验钢样件能够获得近似相同的晶粒度,以方便进行力学性能的对比。
[0079]
实施例7
[0080]
力学性能分析:
[0081]
从各实验钢的板材上切取φ10
×
60mm的棒状拉伸试样,按照上述实施例6各热处理参数对三组实验钢棒状拉伸试样进行相同奥氏体晶粒度的固溶处理。对固溶处理后达到晶粒尺寸要求的三组钢进行棒状拉伸试验,将试样加工为φ5
×
60mm平行段长度为30mm的棒拉伸试样,棒状拉伸试验以1mm/min的拉伸速度在室温25℃下进行。
[0082]
通过拉伸试验,测得fe-22mn-0.6c钢的屈服强度在235mpa,抗拉强度在790mpa,延伸率60%;fe-22mn-0.3c-0.3n钢的屈服强度在245mpa,抗拉强度在690mpa,延伸率37%;fe-22mn-0.6c-0.2n钢的屈服强度在330mpa,抗拉强度在880mpa,延伸率84%,如表5所示。
[0083]
4#~6#对比钢种采用相同的试样加工方法,固溶条件则是单纯的选取了固定的温度1100℃和时间1h并没有控制晶粒度,在此条件下进行了金相组织固溶处理和棒状试样拉伸测试,综合性能也如表5所示,1#~3#应力应变曲线及加工硬化率曲线如图10所示,可以发现经过优化固溶处理后1#和3#钢的拉伸性能更加优异,且延伸率也要比4#~6#的有所提高。c和n质量比为3:1的3#钢在强度和塑性综合性能上优于未添加n的1#钢,但同样在加入氮的情况下,c与n以另一质量比例(1:1)添加的2#钢的综合性能相对1#钢更差。说明本发明的脱氧与渗氮结合的制备方法可提高twip钢的拉伸性能,尤其是提升延伸率,但只有c和n以合适比例添加时,才可能形成良好的协同效果,有效避免提前断裂,在强度提升的同时塑
韧性也得到一定的提升,进而提高综合性能。
[0084]
表5 1#~6#twip钢力学性能实验结果
[0085] 1#2#3#4#5#6#屈服强度(mpa)235245330248276235抗拉强度(mpa)790690880742827660延伸率(%)603784424638强塑积(gpa%)47.4025.5373.9231.1638.0425.08
[0086]
显微分析:
[0087]
图4~图6为经过一定的固溶处理后,本发明1#~3#钢种的晶粒表面形貌,图7~图9为为经过一定的固溶处理后,4#~6#对比例钢种的晶粒表面形貌,可以看出,1#~3#钢种的奥氏体晶粒更加弥散均匀,显著优于4#~6#钢种。4#~6#的晶粒大小不均,存在孪晶且再结晶状态不好。正常来说,随着固溶温度的升高以及固溶时间的加长奥氏体晶粒也会不断地长大,然而含氮的2#、3#钢奥氏体晶粒在经过比4#~6#钢种温度更高、时间更长的固溶处理后,晶粒却更加细小均匀,说明碳元素与氮元素的协同调控明显起到了细晶强化的效果。
[0088]
显微分析结果进一步说明通过碳氮调控对成分进行合理优化,以及通过热处理制度的合适调控,能够显著提高twip钢的性能。
[0089]
实施例8
[0090]
钢种型号为fe-22mn-0.5c-0.1n,具体来说,钢种成分设计为:mn:22wt%,c:0.5wt%,n:0.1wt%,p:≤0.03%、s:≤0.02%,其他为fe和不可避免的杂质。
[0091]
本实施例钢种在制备过程中,采用的冶炼压力为1.0mpa,浇铸压力为1.2mpa。制样方式与实施例6、7相同,固溶处理条件为850℃1h。
[0092]
所得的钢种试样的力学性能为:屈服强度385.302mpa,抗拉强度1049.53mpa,延伸率为89.26%。其微观形貌如图11所示,应力应变曲线如图12所示。
[0093]
以上所述,仅是本发明的较佳实施例而已,并非是对本发明做其它形式的限制,任何本领域技术人员可以利用上述公开的技术内容加以变更或改型为等同变化的等效实施例。但是凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与改型,仍属于本发明技术方案的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。