技术特征:
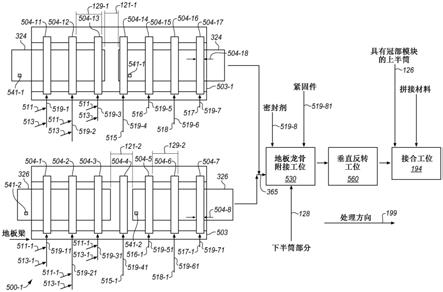
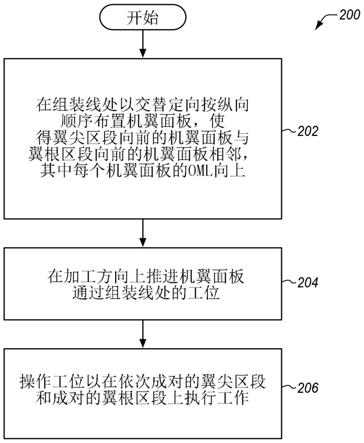
1.一种用于组装飞机(10)的方法,所述方法包括:接收机身(12)的被反转到肋向上取向(563-3)的下半筒部分(118);从地板梁组装馈送线(524)接收地板梁(511);从肋间支撑件馈送线(522)接收肋间支撑件(513);在地板龙骨组装工位(520)处由所述肋间支撑件(513)和地板梁(511)组装所述地板龙骨(365);使所述地板龙骨(365)脉动到轨道安装工位(540、542、544);将所述地板龙骨(365)转位到所述轨道安装工位(540、542、544);在所述轨道安装工位(540、542、544)处将轨道安装到所述地板龙骨(365)上;以及将地板龙骨(365)在被反转的同时安装到所述下半筒部分(118)中,其中,将所述地板龙骨(365)安装到所述下半筒部分(118)中的步骤包括:在完成状态下将所述地板龙骨(365)安装到所述下半筒部分(118)中。2.根据权利要求1所述的方法,其中,安装所述地板龙骨(365)的步骤包括:安装长度基本上等于机身(12)的所述下半筒部分(118)的地板龙骨(365),和/或其中,将所述地板龙骨(365)安装到所述下半筒部分(118)中的步骤包括:安装客舱地板龙骨(326),和/或其中,将所述地板龙骨(365)安装到所述下半筒部分(118)中的步骤包括:安装货舱地板龙骨(324),和/或其中,将所述地板龙骨(365)安装到所述下半筒部分(118)中的步骤包括:安装货舱地板龙骨(324)并且然后安装座舱地板龙骨(324),和/或其中,将所述地板龙骨(365)安装到所述下半筒部分(118)中的步骤包括:将地板面板(517)安装到所述地板龙骨(365)中,然后将所述地板龙骨(365)安装到所述下半筒部分(118)中,和/或其中,安装轨道的步骤包括:安装货舱绑扎轨道(515)、货舱滚轮轨道(516)和座椅轨道中的一个或更多个,和/或所述方法还包括:将所述地板龙骨(365)转位至所述地板龙骨组装工位(520)。3.根据权利要求1或2所述的方法,所述方法还包括:在安装所述地板龙骨(365)之后,使所述下半筒部分(118)在处理方向(199)上前进;以及将所述下半筒部分(118)旋转至肋向下取向(563-1)。4.根据权利要求1至3中任一项所述的方法,所述方法还包括:使所述地板龙骨(365)脉动至电气设备和管道安装工位(545);将所述地板龙骨(365)转位至所述电气设备和管道安装工位(545);以及在所述电气设备和管道安装工位(545)处将电气设备和管道(518)安装到所述地板龙骨(365)上。5.根据权利要求1至4中任一项所述的方法,所述方法还包括:使所述地板龙骨(365)脉动到地板面板安装工位(550);以及将所述地板龙骨(365)转位到所述地板面板安装工位(550);以及在所述地板面板安装工位(550)处将地板面板(517)安装到所述地板龙骨(365)上。
6.根据权利要求1至5中任一项所述的方法,所述方法还包括:经由与每个工位相关联的馈送线(502)将地板梁(511)、肋间支撑件(513)和轨道(515、516)馈送到工位;以及将所述地板梁(511)、肋间支撑件(513)和轨道(515、516)组装在一起成为地板龙骨(365)。7.根据权利要求6所述的方法,所述方法还包括:使所述地板龙骨(365)经由脉动前进小于所述地板龙骨的长度穿过所述工位,其中,所述工位操作为在执行作业之前转位至所述地板龙骨(365)。8.根据权利要求6或7所述的方法,所述方法还包括:经由与每个工位相关联的馈送线将紧固件(519-8a)、电气设备和管道(518)馈送至工位;以及将所述紧固件(519-8a)、电气设备和管道(518)安装到所述地板龙骨(365)中。9.一种系统(500),所述系统包括:多个工位,所述多个工位将地板龙骨组件安装到地板龙骨(365)上;轨道(541),所述轨道使所述地板龙骨(365)在处理方向(199)上脉动穿过所述工位;以及至少一条馈送线(502),所述至少一条馈送线与所述工位中的一个工位相关联,所述馈送线(502)能够操作以将地板龙骨组件准时提供给所述工位以用于安装到所述地板龙骨(365)上;地板龙骨组装工位(520),所述地板龙骨组装工位被构造成将所述地板龙骨(365)与地板梁(511)和肋间支撑件(513)组装在一起;轨道安装工位(540、542、544),所述轨道安装工位被构造为安装轨道;以及地板龙骨附接工位(530),所述地板龙骨附接工位(530)能够操作以用于将反转的地板龙骨(365)安装到机身(12)的反转的下半筒部分(118)中,其中,将所述地板龙骨(365)安装到所述下半筒部分(118)中的步骤包括:在完成状态下将所述地板龙骨(365)安装到所述下半筒部分(118)中。10.根据权利要求9所述的系统,所述系统还包括垂直反转工位(560),所述垂直反转工位能够操作成在安装所述地板龙骨(365)之后,将所述下半筒部分(118)旋转至肋向下取向。11.根据权利要求9或10所述的系统,其中:所述轨道(541)包括两个轨道,即,第一轨道和第二轨道,所述第一轨道能够操作用于制造货舱地板龙骨(324),所述第二轨道能够操作用于制造客舱地板龙骨(326);以及所述多个工位包括与所述第一轨道相关联的第一工位和与所述第二轨道相关联的第二工位,和/或其中,所述多个工位还包括被构造在两条平行线中的多个工位,所述工位的第一部分用于组装客舱地板龙骨(326),并且所述工位的第二部分用于组装货舱地板龙骨(324)。12.根据权利要求11所述的系统,其中,所述工位的所述第一部分包括:客舱地板龙骨组装工位(520-1);座椅轨道安装工位(540、543);
电气设备和管道安装工位(545-1);以及地板面板安装工位(550-1)。13.根据权利要求9至12中任一项所述的系统,其中,所述工位的所述第二部分包括:货舱地板龙骨组装工位(520);货舱绑扎轨道安装工位(542);货舱滚轮轨道安装工位(544);电气设备和管道安装工位(545);以及地板面板安装工位(550)。14.根据权利要求9至13中任一项所述的系统,所述系统还包括与所述多个工位中的每个工位相关联的转位单元(541-8、541-9),所述转位单元(541-8、541-9)能够操作为与和所述地板龙骨(365)相关联的转位单元(541-1、541-2)对接,以控制所述地板龙骨(365)关于所述工位的位置,和/或所述系统还包括馈送线(502),每条馈送线(502)都能够操作为将地板龙骨组件提供给所述工位中的相关联的一个工位。15.使用根据权利要求9至14中任一项所述的系统制造飞机(10)的一部分。
技术总结
提供了用于组装飞机(10)的系统和方法,特别是用于机架地板龙骨的组装和安装的方法和系统。一种这样的方法包括:接收机身(12)的被反转到肋向上取向(563-3)的下半筒部分(118);以及将地板龙骨(365)在被反转的同时安装到下半筒部分(118)中。一种这样的系统(500)包括:多个工位,其将地板龙骨组件安装到地板龙骨(365)上;轨道(541),其使地板龙骨(365)在处理方向(199)上前进穿过工位;以及至少一条馈送线,其与工位中的一个工位相关联,所述馈送线能够操作以将地板龙骨组件准时提供给工位,以安装到地板龙骨(365)上。安装到地板龙骨(365)上。安装到地板龙骨(365)上。
技术研发人员:D
受保护的技术使用者:波音公司
技术研发日:2021.11.16
技术公布日:2022/5/20
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。