1.本发明涉及飞行器领域,并且尤其涉及飞行器机翼的制作与组装。
背景技术:
2.机体限定了飞行器的机械结构。机体由提供期望结构特性的多个部件组成。例如,用于飞行器机翼的机体的一部分可以包括根据设计参数机械联接在一起(例如,通过共结合、共固化或紧固件)的蒙皮面板、肋和机翼梁。按照目前的实践,机体的部件在工厂车间的预定单元中制作和组装。例如,部件可能在一个单元中铺设,在另一个单元中固化,并在另一个单元中接收后固化准备,或者在一个单元中以其他方式制作,然后可以将它们整体运送到执行工作的新单元。
3.虽然上面讨论的制作过程是可靠的,但当部件特定部分的工作完成得比预期的更慢时,它们会遇到延迟。也就是说,部件处的工作密度不在期望水平,并且有太多的车间空间致力于组装过程的每个部分。例如,如果机翼的特定部分需要比预期更长的时间来固定或铺设,那么整个机翼组件将保留在单元内,直到完成所有已经被延迟的工作。另选地,组件可以推进到下一个单元,在那里未完成的组件接收工作,该工作用于完成旨在针对前一个单元的工作。这反过来又要求为下一个单元供应位置错误的零件、特殊工具等。此外,在已经移动部件后,需要花费大量时间对部件的构造进行编目。这个时间不是增值时间。此外,单元之间的频繁移动会增加大量非增值时间。也就是说,部件在单元(并且因此是制造过程中使用的每个单元)之间的每次移动都需要设置时间,并且应该最小化该设置时间以提高效率。当前的设计利用自动光学检查技术和/或探针沿着其尺寸的六个自由度检查零件的位置,但这些特别耗时且成本高昂。
4.因此,期望有一种方法和装置至少考虑到上面讨论的一些问题以及其他可能的问题。
技术实现要素:
5.本文描述的实施方式提供了有利于经由组装线制作和组装飞行器机翼的增强的系统和技术。根据这些实施方式,诸如机翼面板之类的大型部件以镜像定向布置,并且以脉动方式运送或连续移动。在脉动之间的暂停期间或在部件连续移动时,设置在部件处的工位在部件上执行工作。这种组装技术通过将运送过程集成到组装过程中,并通过减少每次移动大型部件时在该大型部件上执行的工作量来提供技术优势。
6.下面可以描述其他例示性实施方式(例如,与前述实施方式相关的方法和计算机可读介质)。已经讨论的特征、功能和优点可以在各种实施方式中独立实现或者可以在其他实施方式中组合,参考以下描述和附图可以参见其进一步细节。
附图说明
7.现在仅通过示例并参考附图来描述本公开的一些实施方式。在所有附图中,相同
的附图标记表示相同的元件或相同类型的元件。
8.图1是飞行器的图示。
9.图1a是例示性实施方式中的多个同轴(in-line)机翼的组装线的图。
10.图1b概括地示出了例示性实施方式中的生产系统的控制部件。
11.图1c描绘了例示性实施方式中用于制作复合零件的流程图。
12.图2a至图2b是示出例示性实施方式中经由组装线制作机翼的方法的流程图。
13.图3是例示性实施方式中在组装线处接收工件的上机翼面板的侧视图。
14.图4是在例示性实施方式中沿着组装线运送的上机翼面板的端视图。
15.图5是例示性实施方式中完全组装好的机翼的立体图。
16.图6是例示性实施方式中的肋的视图。
17.图7是例示性实施方式中的飞行器生产和服务方法的流程图。
18.图8是例示性实施方式中的飞行器的框图。
具体实施方式
19.附图和以下描述提供了本公开的具体例示性实施方式。因此将理解,本领域技术人员将能够设计出各种布置,尽管在本文中没有明确描述或示出,但是这些布置体现了本公开的原理并且被包括在本公开的范围内。此外,本文描述的任何示例旨在帮助理解本公开的原理,并且应被解释为不限于这些具体引用的示例和条件。因此,本公开不限于以下描述的具体实施方式或示例,而是由权利要求限制。
20.本文描述的机翼可以包括金属零件或复合零件。复合零件(例如碳纤维增强聚合物(cfrp)零件)最初以多层形式铺设,这些层一起被称为预制件。预制件每一层内的单根纤维彼此平行对齐,但不同层表现出不同的纤维取向,以增加所得复合零件沿着不同维度的强度。预制件包括粘性树脂,该粘性树脂被固化以将预制件硬化成复合零件(例如,以用于飞行器中)。用未固化的热固性树脂或热塑性树脂浸渍的碳纤维被称为“预浸料”。其他类型的碳纤维包括未用热固性树脂浸渍但可能包含增粘剂或粘合剂的“干纤维”。干纤维在固化前被注入树脂。对于热固性树脂,硬化是一种被称为固化的单向过程,而对于热塑性树脂,如果被重新加热,该树脂会达到粘性形式。
21.现在转向图1,描绘了可以实现例示性实施方式的飞行器10的图示。飞行器10包括附接到机体38的机翼15和机翼16。机体38包括机身12和尾部区段18。在这个示例中,飞行器10包括附接到机翼15的第一发动机13和附接到机翼16的第二发动机14。尾部区段18包括水平稳定器20、水平稳定器21和竖直稳定器22。与当前公开相关地,机翼15和机翼16由机翼面板30形成,机翼面板30包括如本文进一步描述的结合在一起的上机翼面板32和下机翼面板34。
22.图1a是用于多个机翼面板150的组装线100的图,图中所示的三块机翼面板分别被标记为机翼面板151、152和153。在例示性实施方式中,机翼面板150被依次布置在组装线100上。每个机翼面板150包括前缘155和后缘157。如图所示,机翼面板150被输入到组装线100中,其中前缘155在每个工位120的第一侧166上,并且后缘157在每个工位120的第二侧165上。
23.每个工位120在机翼面板150上执行一项或更多项不同的任务,并且因此也被标记
为工位120-1至120-9。作为本文描述的组装线100的一个示例,被统称为工位120的工位可以包括:无损检测(ndi)工位120-1、返工工位120-2、牺牲层片应用工位120-3、接近端口修整工位120-4、钻孔/铣削工位120-5、边缘修整工位120-6、清洗/去毛刺工位120-7、边缘ndi与密封工位120-8、以及涂漆和修饰工位120-9。如本领域技术人员所理解的,一个或更多个特定工位120的一部分(例如,第一侧166)被构造有专门用于前缘155加工的加工工具或其他功能,而某些工位120的第二侧165被构造有专门用于后缘157加工的加工工具或其他功能。当工位的一部分被构造有专门用于前缘155加工的加工工具或其他功能时,工位的该部分可被描述为专用于前缘155加工。当工位的一部分被构造有专门用于后缘157加工的工具或其他功能时,工位的该部分可被描述为被专用于后缘157加工。在一些例示性示例中,对于相应的工位,该工位具有专用于前缘155加工的第一部分和专用于后缘157加工的第二部分。在一些例示性示例中,机翼面板150在加工方向181上推进通过多个工位120,工位120的至少第一部分专用于机翼面板前缘155加工,并且工位120的第二部分专用于机翼面板后缘157加工。在一些例示性示例中,工位的第一部分在第一侧166上,而工位的第二部分在工位的第二侧165上。在一些例示性示例中,多个工位120在加工方向181上沿着轨道110分布,工位120具有第一侧166和第二侧165,工位120在第一侧166上的部分专用于前缘155机翼面板150加工,工位120在第二侧165上的部分专用于后缘157机翼面板150加工。具有多个工位120的组装线100的其他构造被设想在本公开的范围内,因此图1a不应被解释为限制。如本文所用,在关于“项”使用“多个”时表示一个或更多个项。因此,多个工位120是一个或更多个工位。
24.组装线100表现出优于已知制作系统的优势,因为对于机翼面板150的所有不同构造,特定加工工具可位于各个工位120的同一侧。这很重要,因为设想各个特定机翼面板151、152和153代表不同的飞行器零件。例如,机翼面板152和153可以被解释为下机翼面板,因为它们包括接近面板开口179。因此,机翼面板151可以被解释为上机翼面板。众所周知,机翼面板151、152和153还被构造成左机翼面板或右机翼面板。基于机翼面板150移动通过组装线100的次序,机翼面板153在本文中有时被称为第一机翼面板153。类似地,机翼面板152有时被称为第二机翼面板152,而机翼面板151有时被称为第三机翼面板151。来自不同飞行器型号的机翼面板150也被设想为能够利用组装线100进行加工。
25.该组装线100的另一个优点是,对于所有机翼面板构造,馈送线182可以位于工位120的同一侧。馈送线182包括进入组装线100的线和由组装线100输出的线。在所示示例中,ndi工位120-1经由扫描数据馈送线182-1输出数据、返工工位120-2在扫描数据馈送线182-2处接收ndi信息并且经由返工材料馈送线182-3接收返工材料。牺牲层片馈送线182-4向牺牲层片应用工位120-3提供复合材料。接近端口修整工位120-4将修整后的材料馈送到修整掉端口材料馈送线182-5,而密封剂馈送线182-6和紧固件馈送线182-7向钻孔/铣削工位120-5提供材料。边缘修整工位120-6将修整后的材料输出到修整后材料馈送线182-8。在边缘ndi与密封工位120-8,数据被输出到扫描数据馈送线182-9,而密封剂馈送线182-10向边缘ndi与密封工位120-8提供密封剂。最后,涂漆材料馈送线182-11向涂漆与修补工位120-9提供涂漆材料。同样,因为设想到工位120和馈送线182的不同组合和构造,因此图1a的构造仅被认为是例示性的。
26.组装线100包括平行于加工方向181的轨道110。穿梭机130在加工方向181上沿着
轨道110以脉动方式从工位120行进到工位120(例如,工位120-1到工位120-9),或者穿梭机130连续行进。轨道110包括一个或更多个轨道、辊或其他有助于穿梭机130沿着轨道110移动(例如,滚动或滑动)的元件。轨道110能够安装到底板上、从上面悬置等,这取决于使用它的特定环境。在例示的实施方式中,每个穿梭机130包括沿着轨道110驱动穿梭机130的马达132。在另外的实施方式中,轨道110包括链传动、机动推车、动力滚轮或能够使穿梭机130在加工方向上同步移动的其他动力系统。
27.与每个穿梭件130相关联的定位板140将轮廓167施加到机翼面板150上,在一个示例中,机翼面板150构成硬化(例如,固化)的复合零件。轮廓167是利用弹簧件160施加的。弹簧件160在预定位置真空附接到机翼面板150并延伸到预定高度以便将轮廓167施加到机翼面板150上,如图3至图4所示。例如,上机翼面板可能具有与下机翼面板不同的轮廓。在施加轮廓167的同时,弹簧夹160还承受通过机翼面板150传递的力。以这种方式,定位板140将机翼面板150悬置在其下方,同时将轮廓167施加到机翼面板150上。
28.如图1a图示性地描绘的,每个机翼面板150包括翼尖区段150-1和翼根区段150-3。翼尖区段150-1包括机翼面板150的包括最靠近翼尖部分的连续区段,而翼根区段150-3包括机翼面板的最靠近翼根部分(例如,接近机体侧面的相交处)的连续区段。如本文中所描绘的,翼尖区段150-1和翼根区段150-3被一个或更多个中间长度区段150-2分隔开,并且每个区段包括机翼面板150的宽度的大约三分之一,尽管不同区段占用的空间量可能会有所不同。在进一步的实施方式中,翼根区段150-3和翼尖区段150-1没有被任何中间长度区段150-2分隔开。在一些例示性示例中,中间长度区段150-2可以被称为“中间跨度区段”。
29.机翼面板150在轨道110处按横向系列布置,并且穿梭机130将一系列机翼面板150推进121通过组装线100。如上所述,各种工位120(例如,120-1至120-9)在机翼面板150上执行工作,并且机翼面板150经由对应的定位板140保持悬置在穿梭机130下方。在所述实施方式中,每个工位120包括加工工具(例如,末端执行器122)和/或技术人员(未示出)相对于机翼面板150移动并机翼面板150处执行诸如钻孔、修整、检查和/或安装部件(例如接近面板开口179、牺牲层片179-1、返工材料179-2或肋600(图6中所示)、密封剂、紧固件、涂漆等)之类的工作。此外,在该实施方式中,机翼面板150按照使得机翼面板150的前缘155暴露于工位120的第一侧166并且机翼面板150的下边缘157暴露于工位120的第二侧165的方式布置。
30.机翼面板150是硬化(例如,固化)的复合零件,并且因此组装线100描述了机翼面板150的硬化后处理技术。由工位120在机翼面板150上执行的示例性操作包括:经由ndi工位120-1(例如,经由超声波或其他方式)的自动无损检测(ndi);经由返工工位120-2准备和执行返工;在牺牲层片应用工位120-3经由手动或自动技术应用一个或更多个牺牲层片;以及经由接近端口修整工位120-4、钻孔/铣削工位120-5、修整工位120-6和清洗/去毛刺工位120-7来自动或手动修整、钻孔、铣削或切除操作。其他类型的工作可包括对复合零件进行清洗和/或去毛刺、在工位120-8执行ndi边缘检查和密封、或在工位120-9处根据需要执行涂漆修补和固化。
31.一系列机翼面板150在轨道110处以交替定向布置,使得翼尖区段150-1向前的第二机翼面板152与翼根区段150-3均向前的第三机翼面板151和第一机翼面板153相邻。即,第二机翼面板152被定向成翼尖区段150-1在加工方向181上最远地推进,而第三机翼面板151和第一机翼面板153被定向成翼根区段150-3在加工方向181上最远地推进。机翼面板
150的这种交替的、镜像的定向导致工位120的公共工作区(图形地示出为公共工作区150-4)。即,工位120-1至120-9是能够在一些工位120中的成对相邻翼根区段150-3上同时执行工作。在一些例示性示例中,第一组工位120被构造成加工机翼面板150的翼根区段150-3。当工位120被构造成加工翼根区段150-3时,工位120是被构造成执行翼根区段150-3加工。第一组工位120包括一个或更多个工位。在一些例示性示例中,第一组工位120被构造成加工机翼面板150的翼根区段150-3,第一组工位120还可操作以当翼根区段150-3被设置成沿着轨道110彼此相邻时,同时加工两个机翼面板150的翼根区段150-3。在一些例示性示例中,第二组工位120被构造成加工机翼面板150的翼尖区段150-1。当工位120被构造成加工翼尖区段150-1时,工位120被构造成执行翼尖区段150-1加工。第二组工位120包括一个或更多个工位。在一些例示性示例中,工位120的第二部分可操作以加工机翼面板150的翼尖区段150-1,第二组工位120还可操作以当翼尖区段150-1被设置成沿着轨道110彼此相邻时,同时加工两个机翼面板150的翼尖区段150-1。如图1a所示,工位120-1至120-9包括第一组工位,工位120-3和120-4被构造成执行在翼根区段150-3上的加工,并且第二组工位120-6和120-7被构造成执行在翼尖区段150-1上的加工。随着机翼面板150行进通过工位120-1至120-9,第一组工位中的工位和第二组工位中的工位可以随着机翼面板150在加工方向181上行进而改变。
32.在按照使得翼根区段150-3相邻的方式将机翼面板150输入到组装线100中之后,操作被构造成执行翼根区段150-3加工的至少一个工位120。在一些例示性示例中,操作被构造成执行翼根区段150-3加工的至少一个工位120包括同时加工两个相邻机翼面板150的翼根区段150-3。稍后,那些相同的工位120-1至120-9可以稍后在两个相邻的翼尖区段150-1上执行工作。在按照使得翼尖区段150-1相邻的方式将机翼面板150输入到组装线100中之后,操作被构造成执行翼尖区段150-1加工的至少一个工位120。在一些例示性示例中,操作被构造成执行翼尖150-1加工的至少一个工位120包括同时加工两个相邻机翼面板150的翼尖区段150-1。在工位120-1至120-9被构造成在机翼面板150的不同区段上执行不同类型的操作的环境中,工位120-1至120-9被构造成将其特定工作部件应用于机翼面板150的不同区段。在一些例示性示例中,工位120可以在改变操作模式以适应不同的工作区(例如,跨越不同机翼面板150的多个翼根区段150-3)之前,对图1a的整个公共工作区150-4(例如,跨越不同机翼面板的多个翼尖区段150-1)执行类似类型的工作。当工位120被构造成执行翼尖区段150-1加工时,工位具有适应多个翼尖区段150-1的公共工作区150-4的操作模式。当工位120被构造成执行翼根区段150-3加工时,工位具有适应多个翼根区段150-3的公共工作区150-4的操作模式。
33.工位120-1至120-9中的多个工位可以随着机翼面板150的长度跨过多个工位120,在脉动之间的同一暂停期间或在机翼面板150的连续推进期间在同一机翼面板150上工作。在机翼面板150连续推进121的实施方式中,工位120-1至120-9跟踪例如推进通过工作范围123的第一机翼面板153,然后执行承载件返回125到起点,该起点用于当第一机翼面板153离开工作范围123时接收第二机翼面板152。另选地,可以执行承载件返回以接收同一机翼面板150的下一个区段(例如,翼尖区段150-1、中间长度区段150-2、翼根区段150-3)。图1a仅示出工位120-8的工作范围123和承载件返回125,但类似地,各个工位120-1至120-7和120-9也具有工作范围123和承载件返回125。
34.这种布置还导致在工位120处改变操作之前有更长的时间段,这为将材料递送到工位120(例如,执行返工的返工工位120-2,或应用牺牲层片(例如cfrp或玻璃纤维层片)并可以执行铺设的牺牲层片应用工位120-3)或从工位120移除提供了更长的时间窗,并且为要在工位120-1至120-9上执行的维护(例如清洁、更换叶片、调整等)提供了更长的时间窗。
35.例如,返工工位120-2在翼尖区段150-1上执行返工,但不需要按顺序对下一个翼尖区段150-1执行返工。这向返工工位120-2给出了与第二翼尖区段150-1的过渡时间相等的休息时间。在休息时间期间,可以将诸如新叶片之类的重新加工材料安装到边缘修整工位120-6中,同时它接受附加维护。因此,本文描述的技术通过提高效率和吞吐量来提供更大的工作密度,同时减少与工位120相关的工作量的车间空间。
36.工位120在加工方向181上沿着轨道110分布并且在机翼面板150上执行工作。多个工位120可以同时操作以在脉动之间的同一暂停期间在同一机翼面板150上执行工作脉动,和/或彼此同步以在机翼面板150的不同区段处(例如,翼尖区段150-1、中间长度区段150-2、翼根区段150-3等)执行不同的任务。在该实施方式中,工位120包括:无损检查(ndi)工位120-1,其检查机翼面板150的超出容差状况(例如,内部空隙、碎屑等);返工工位120-2,其执行返工以解决超出容差状况;以及牺牲层应用工位120-3。另外的工位包括:接近端口修整工位120-4,其通过修整第一机翼面板153和第二机翼面板152(图1a中均作为下机翼面板示出)中的制造余量168来形成接近面板开口179;钻孔/铣削工位120-5,其安装肋600和/或翼梁640(如图6所示);附加工位(未示出),其专用于将肋安装到机翼面板150上并且位于钻孔/铣削工位120-5的下游;翼梁安装站(未示出),其将翼梁安装到机翼面板150并位于钻孔/铣削工位120-5下游。附加工位包括:边缘修整工位120-6、清洗/去毛刺工位120-7、边缘ndi与密封工位120-8以及涂漆和修补工位120-9。
37.在一个实施方式中,肋600和翼梁640安装过程涉及平行肋600和翼梁640制作技术,其将肋和翼梁段从平行馈送线182以准时方式提供到肋和翼梁安装站。在未示出的实施方式中,工位120包括面板结合工位,其将对应的机翼面板150(例如,右上机翼面板和右下机翼面板)附接在一起以形成完整的机翼(未示出)。在一个实施方式中,面板结合工位作为全脉动单独操作,例如其自身在整个机翼(例如,机翼15或机翼16)上单独操作而不推进121直到结合完成。在进一步的实施方式中,包括用于将接近面板(未示出)和门(未示出)安装到机翼面板150的切除区域(例如接近面板开口179)中的工位,或者接近面板和门的安装也发生在钻孔/铣削工位120-5中。工位120沿着运送机翼面板150的轨道110设置并且可以以小于翼尖区段150-1、中间长度区段150-2或翼根区段150-3的跨度的距离分隔开。这种布置使多个工位120能够同时或在脉动之间的同一暂停期间在单个机翼面板150执行工作。例如,边缘修整工位120-6、清洗/去毛刺工位120-7、边缘ndi与密封工位120-8分别在翼尖区段150-1、中间长度区段150-2和翼根区150-3段上工作。在进一步的实施方式中,在工位120处执行的工作可以是自动化的、手动的、或手动辅助的或手动执行的。
38.如上所述,馈送线182-2至182-4、182-6和182-7、182-10和182-11向工位120-1至120-9提供各种所需的材料。在该实施方式中,流出线(扫描数据馈送线182-1)从执行ndi的工位120-1接收扫描数据,而流出线(扫描数据馈送线182-9)从执行ndi的另一个工位120-8接收扫描数据。返工材料馈送线182-3向执行返工的返工工位120-2提供返工材料(例如树脂和纤维增强材料)。扫描数据馈送线182-2向返工工位120-2提供扫描数据。牺牲层片馈送
线182-4向牺牲层片应用工位120-3提供诸如玻璃纤维或cfrp材料层片的牺牲层片以放置到机翼面板150、机翼面板151、152和153上。流出线(修整后端口材料馈送线182-5)从接近端口修整工位120-4去除修整掉的制造余量168。密封剂馈送线182-6和紧固件馈送线182-7分别向执行钻孔和/或铣削的钻孔/铣削工位120-5提供密封剂和紧固件。此外,流出线(修整材料馈送线182-8)去除已由边缘修整工位120-6切割的修整边缘制造余量171材料。密封剂馈送线182-10向工位120-8提供密封剂材料,而涂漆材料馈送线182-11向执行涂漆的工位120-9提供涂漆材料。
39.在一个实施方式中,机翼面板150脉动小于它们的跨度的距离,该跨度包括翼尖区段150-1加上中间长度区段150-2加上翼根区段150-3,并且多个工位120-1至120-9在脉动之间的暂停期间在机翼面板150上执行工作。这在本文中被称为“微脉动”制作。在进一步的实施方式中,工位以等于或大于机翼面板150的跨度的距离分隔开并且一个工位一次在整个机翼面板150上执行工作。该技术在本文中被称为“全脉动”制作。在更进一步的实施方式中,机翼面板150沿着轨道110连续行进,并且工位120在连续运动期间在机翼面板150上执行工作。
40.在一个实施方式中,上机翼面板之后是下机翼面板。下机翼面板不接收肋600或翼梁640(即,因为这些部件已经被安装到上机翼面板)。切除工位(例如,接近端口修整工位120-4)在作为下机翼面板的机翼面板150上执行大部分工作,因为接近面板开口179通常位于下机翼面板上,而在作为上机翼面板的机翼面板150上的大部分工作包括安装肋600和翼梁640。在进一步的实施方式中,紧固件密封工位(例如,钻孔/铣削工位120-5)用于密封安装在机翼面板150上的紧固件,并且各种工位120也用于安装电气部件(未示出)、电气设备(未示出)和/或燃料箱相关系统(未示出)。在进一步的实施方式中,机翼面板150是用于不同型号飞行器的部件,包括左(上和下)机翼面板和右(上和下)机翼面板。
41.每个穿梭机130转位到转位单元112,该转位单元112具有硬止动件112-1,该硬止动件112-1设置在每个工位120的已知偏移处。在一些实施方式中,转位是经由物理方式执行的,例如经由互补的槽沟(groove-and-slot)几何形状、杯锥(cup-and-cone)几何形状(未示出)、硬止动件112-1等。在进一步的实施方式中,转位是经由视觉手段、射频识别(rfid)技术或上述技术的某种组合来执行的。以此方式,转位单元112沿着轨道110设置,目的在于将机翼面板150转位到工位120。
42.在更进一步的实施方式中,组装线100中的每个转位单元112被设计成与机翼面板150中的转位特征142或定位板140物理联接、成像或以其他方式交互,该定位板140本身与转位特征142物理联接。转位特征142形成或以其他方式放置在沿着机翼面板150的已知位置处,并且在一个实施方式中,各个转位特征142沿着机翼面板150以相同距离分隔开。转位特征142各自被放置以便对于一个或更多个工位120的转位单元112而言是可接近的。在一个实施方式中,转位特征142被设置在机翼面板150的修整边缘制造余量171中,修整边缘制造余量171在边缘修整工位120-6中被修整掉。
43.在一个实施方式中,组装线100中的每个工位120插入、抓握、配合或对齐到转位特征142。在进一步的实施方式中,穿梭机130本身与转位特征142物理联接,并且工位120处的硬止动件112-1或其他特征被用于将穿梭机130转位到工位。在组装期间,穿梭机130是脉动的(例如,距离至少等于转位特征142之间的最短距离、肋600之间的间距距离(“肋节距”)
(未示出)、或肋节距的分数或倍数,或是连续移动的,并且被转位到工位120。然后由各种工位120执行工作。每当转位特征142和穿梭机130配合时,穿梭机130被转位到工位120。因此,机翼面板150的位置被转位到轨道110和工位120共享的坐标空间中的已知位置。
44.在一个实施方式中,至少根据以下描述执行转位。机翼面板150承载在沿着轨道110移动的穿梭机130上,轨道110包括导轨系统,该导轨系统被嵌入在底板内、用螺栓固定到设置在地板上方的底板上、被粘在底板上、被放置在底板上等。导轨(未示出)被定位在组装线100的设计期间确定的预定义位置。机翼面板150经由转位特征142被转位到穿梭机130,并悬置在穿梭机130下方。当穿梭机130推进121到单个的工位120,它被转位到转位单元112。因此,机翼面板150的3d位置和旋转是精确已知的,其包括由弹簧件160施加的轮廓167。这在不需要在每个工位120处经由探针或光学技术进行完全扫描的情况下实现,因为机翼面板150被转位到穿梭机130并且穿梭机130被转位到工位120。因此,在单个工位120处的机翼面板150的轮廓167(外模线(oml)和内模线(iml)放样(loft)特征)在每个脉动之后在工位120处是已知的。
45.由于执行的精确转位以及机翼面板150插入组装线100中的次序,每个工位处的末端执行器/工具能够准确地知道它们相对于机翼面板150的位置、机翼面板150是否是上/下/左/右机翼面板150、机翼面板150的轮廓167、以及机翼面板150何时被锁定到位。由于执行了精确的转位,当机翼面板150被锁定到位时,每个工位处的技术人员能够准确地知道他们相对于机翼面板150的位置。机翼面板150的3d位置和定向然后被建立或转位到在工位120使用的任何数控(nc)编程或自动化系统。因此,在机翼面板150的每个脉动之后不需要设置时间或扫描。此外,在现有工位120中添加到机翼面板150或从机翼面板150移除的结构可以添加到系统内的机翼面板150模型或表示,而无需扫描机翼面板150以进行改变。
46.工位120的操作由控制器170管理。在一个实施方式中,控制器170确定穿梭机130沿着轨道110的行进,并使用该输入根据存储在nc程序中的指令来管理工位120的操作。控制器170可以被实现为例如定制电路、执行编程指令的硬件处理器或其某种组合。
47.现在关注图1b,其在例示性实施方式中概括性地示出了用于复合零件的生产系统。控制器190协调并控制工位120的操作以及一个或更多个穿梭机130沿着具有动力系统198(例如,图1a的马达132)的轨道110的运动。控制器190可以包括与存储程序194的存储器192联接的处理器191。在一个示例中,穿梭机130沿着由动力系统198(例如,图1a的马达132)连续驱动的移动线199被驱动,动力系统198由控制器190控制。在该示例中,穿梭机130(也在图1a中示出)包括实用工具(utility)连接装置197-8,实用工具连接197-8可以包括电气、气动和/或液压快速断开装置,其用于将穿梭机130与外部来源的实用工具194-1联接。在其他示例中,穿梭机130包括自动引导车辆(agv),其包括车载设施,以及全球定位系统(gps)/自动引导系统197-9。在更进一步的示例中,穿梭机130的运动使用激光跟踪器195来控制。与控制器190联接的位置和/或运动传感器193用于确定穿梭机130以及动力系统198的位置。
48.图1c描绘了例示性实施方式中用于制作复合零件的流程图180。如图1c中所描绘的,制作过程包括硬化186以形成复合零件,之后复合零件行进到新位置以接受(例如,制造余量168(图1a中所示)的)修整187、检查188(例如,经由无损方式)、返工189和表面处理183。返工189在检查188之后。
49.将关于图2a和图2b讨论组装线100的操作的例示性细节。对于该实施方式,假设机翼面板150已经固接到定位板140,并且承载定位板140的穿梭机130被放置在组装线100上。也就是说,机翼面板150经由定位板140悬置在组装线100处,定位板140将轮廓167施加到机翼面板150上。
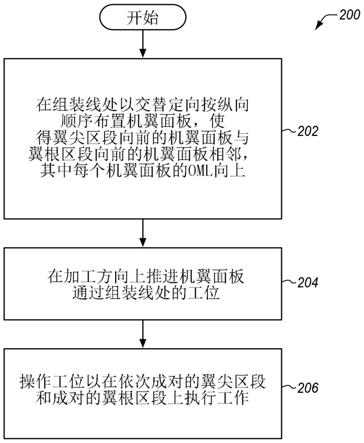
50.图2a是示出了例示性实施方式中经由组装线100加工机翼面板和制作机翼的方法200的流程图。参考图1a的组装线100描述方法200的步骤,但是本领域技术人员将理解方法200可以在其他系统中执行。本文描述的流程图的步骤并非全部包括在内并且可以包括未示出的其他步骤。本文描述的步骤也可以以另选顺序执行。
51.在步骤202中,在组装线100处以交替定向按纵向顺序布置机翼面板150,使得翼尖区段150-1向前的机翼面板150与翼根区段150-3向前的机翼面板相邻,其中每个面板的oml向上。在一些例示性示例中,在步骤202中,在组装线100处以交替定向按展向159顺序布置机翼面板150,使得翼尖区段150-1向前的机翼面板150与具有翼根区段150-3向前的机翼面板150按顺序相邻。即,机翼面板150交替定向以沿着加工方向181从根部到尖部以及从尖部到根部行进,其中每个机翼面板150的oml向上。这导致了跨越多个机翼面板150的公共工作区150-4。当机翼面板150行进通过工位120时,扩展的公共工作区150-4促进了加工工具和人员的较少变化。随着肋600被弦向169安装并可以被安装在一个工位120中并且可以是在脉动之间的一次暂停中或是在连续过程中,展向159机翼面板150定向有利于肋600安装。肋600以肋间距或间隔安装,其促进机翼面板150以肋间距间隔或其倍数或分数进行微脉动。
52.尖端到根部的布置有利于将前缘155始终定位在工位120的一侧上而将机翼面板150的后缘157始终定位在工位120的另一侧上。每个机翼面板150具有每个工位120的第一侧166上的前缘155。每个机翼面板150具有每个工位120的第二侧165上的后缘157。这种类型的布置的优点是后缘157组装所需的加工工具和夹具始终在第二侧165上,而前缘155所需的加工工具和夹具总是在第一侧166上,从而提高效率。这是将工作带给加工工具和技术人员、而不是将加工工具和技术人员以及因此工作带给机翼面板150的适当部分的示例。在进一步的实施方式中,用于不同型号飞行器的机翼面板150沿组装线100按顺序彼此接替。
53.在步骤204中,机翼面板150在加工方向181上推进121通过组装线100处的工位120。在一个实施方式中,该步骤包括:在穿梭机130处操作马达132以在加工方向181上驱动穿梭机130。在进一步的实施方式中,该步骤包括:在轨道110处操作链传动,该链传动使所有穿梭机130同步推进121。
54.步骤206包括:操作工位以依次在成对的翼尖区段150-1和成对的翼根区段150-3上执行工作。即,每个工位120在第一机翼面板153的翼尖区段150-1上执行工作,紧接着是第二机翼面板152的翼尖区段150-1,并且每个工位120在第二机翼面板152的翼根区段150-3上执行工作,接着是第三机翼面板151的翼根区段150-3。也就是说,每个工位120可以在改变操作模式以适应不同的工作区(例如,跨越不同机翼面板150的多个翼根区段150-3)之前,在图1a的整个公共工作区150-4(例如,跨越不同机翼面板的多个翼尖区段150-1)上执行类似类型的工作。
55.此外,这一系列机翼面板150的前缘155和后缘157被布置成使得前缘155一直占据组装线100的第一侧166,而后缘157一直占据组装线100的第二侧165。因此,工位120的一侧始终在每个机翼面板150的前缘155上工作,而工位120的另一侧始终在每个机翼面板150的
后缘157上工作。操作类似地继续进行,对于附加机翼面板150,在成对的翼尖区段150-1和成对的翼根区段150-3之间交替,其中成对的翼尖区段150-1和成对的翼根区段150-3可以由一个或更多个中间长度区段150-2分隔开。
56.在一个实施方式中,机翼面板150以如上所述的微脉动方式行进,其中机翼面板150同步推进121小于它们的跨度,然后每次暂停以在多个工位120中的一者处接收工作。在进一步的全脉动实施方式中,机翼面板150脉动其整个跨度(包括翼尖区段150-1加上中间长度区段150-2加上翼根区段150-3),然后暂停以在多个工位120处接收工作。在任一情况下,机翼面板150在加工方向181上脉动,并且工位120在脉动之间的暂停期间在机翼面板150上执行工作。在又一实施方式中,机翼面板150在加工方向181上连续推进121,并且工位120在连续运动期间在机翼面板150上执行工作。
57.在上述任何一种情况下,方法200还可以包括:对于至少一个工位120,在翼尖区段150-1上执行与翼根区段150-3不同的操作/工作,和/或对于至少一个工位,在翼尖区段150-1上应用与翼根区段150-3不同的部件。这种不同的工作可能包括安装不同数量或类型的紧固件、安装不同数量或类型的部件等。
58.方法200提供了优于现有技术的技术优势,因为它使飞行器10的机翼面板150能够以按顺序放置相同(common)区段以供工作的方式来制作。这提高了吞吐量并减少了与工位120的操作模式切换相关联的劳动量和时间。因为前缘155被放置在工位120的第一侧166处,并且后缘157被放置在工位120的第二侧165处,所以获得了进一步的益处。机翼面板150的前缘155上使用的加工工具和人员不必从工位的第一侧166移位到第二侧165,并且反之亦然。
59.图2b是图示例示性实施方式中经由组装线100制作机翼15、16的另一方法250的流程图。方法250的步骤252包括:将第一机翼面板153固定到第一定位板140,该第一定位板140将轮廓167施加到第一机翼面板153上。在一个实施方式中,这通过以下方式来实现:将定位板140转位到第一机翼面板153处的转位特征142,并且将多个弹簧件160以期望的高度和位置应用到第一机翼面板153,以便施加真空夹持,该真空夹持将轮廓167施加到第一机翼面板153上。
60.步骤254包括:在第一机翼面板153被定向成翼尖区段150-1向前的同时,将第一定位板140放置在轨道110处。即,定位板140被装载到轨道110处的穿梭机130上,或者承载定位板140的穿梭机130被装载到轨道110上,以使得机翼面板150的加工方向181是通过组装线100的。在一些例示性示例中,步骤254包括:在第一机翼面板153被定向成翼根区段150-3向前的同时,将第一定位板140放置在轨道110处。
61.步骤256包括:将第二机翼面板152固定到第二定位板140,该第二定位板140将轮廓167施加到第二机翼面板152上,并且以与上述步骤252类似的方式执行。
62.步骤258包括:在第二机翼面板152被定向成翼根区段150-3向前的同时,将定位板140放置在轨道110处,并且以与上述步骤254类似的方式执行,不同之处在于第二机翼面板152以与第一机翼面板153的定向成镜像的方式来定向。在一些例示性示例中,步骤254包括:在第一机翼面板153被定向成翼根区段150-3向前的同时,将第一定位板140放置在轨道110处,步骤258包括:在第二机翼面板152被定向成翼尖区段150-1向前的同时,将定位板140放置在轨道110处。
63.步骤260包括:使每个定位板140沿着轨道110推进。在一个实施方式中,这以与方法200的步骤204相同的方式执行。随着机翼面板150推进(或在脉动之间的暂停期间),工位120在机翼面板150上执行工作。从工位120的角度来看,接收第一机翼面板153的翼根区段150-3接着是第一机翼面板153的翼尖区段150-1,接着是第二机翼面板152的翼尖区段150-1,接着是第二机翼面板152的翼根区段150-3,并且对于按展向顺序布置的附加机翼面板150以类似方式的交替。推进过程可以如上所述以微脉动、全脉动或连续方式执行。
64.步骤262包括:在轨道110处操作工位120,以依次在第一机翼面板153和第二机翼面板152的一对翼根区段150-3处执行工作。即,工位120在一对翼根区段150-3上执行工作,例如第一机翼面板153的翼根区段150-3的第一实例和第二机翼面板152的翼根区段150-3的第二实例。关于第二机翼面板152,任何介于中间的中间长度区段150-2在翼根区段150-3之后并且之后是一对翼尖区段150-1,如第二机翼面板152和第三机翼面板151所示。任何介于中间的中间长度区段150-2在一对翼根区段150-3之后并且之后是一对翼根区段150-3等。这意味着相邻机翼面板150处的翼根区段150-3形成公共工作区150-4,相邻机翼面板150处的翼尖区段150-1也是如此。因此,工位120-1至120-9可以在将操作模式切换到中间长度区段150-2或翼尖区段150-1操作模式之前,执行用于多个翼根区段150-3的翼根区段150-3操作模式。在一些例示性示例中,步骤262包括:在轨道110处操作工位120,以在第一机翼面板153和第二机翼面板152的一对翼尖区段150-1处依次执行工作。即,工位120在一对翼尖区段150-1(例如第一机翼面板153的翼尖区段150-1的第一实例和第二机翼面板152的翼尖区段150-1的第二实例)上执行工作。关于第二机翼面板152,任何介于中间的中间长度区段150-2在翼尖区段150-1之后并且之后是一对翼根区段150-3,如第二机翼面板152和第三机翼面板151所示。任何介于中间的中间长度区段150-2在一对翼根区段150-3之后并且之后是一对翼根区段150-3等。这意味着相邻机翼面板150处的翼根区段150-3形成公共工作区150-4,相邻机翼面板150处的翼尖区段150-1也是如此。因此,工位120-1至120-9可以在将操作模式切换到中间长度区段150-2或翼根区段150-3操作模式之前,执行用于多个翼尖区段150-1的翼尖区段150-1操作模式。如本文所用,公共工作区150-4跨越机翼面板150的成对区段,所述成对区段标识机翼面板150的相同、但在定向上是镜像的部分。也就是说,公共工作区150-4可以包括一对翼尖区段150-1、一对翼根区段150-3等。
65.加工通过以下方式迭代地继续:将第三机翼面板151固定到定位板140,该定位板140将轮廓167施加到第三机翼面板151上;在第三机翼面板151被定向成机翼根段150-3向前的同时,将定位板140放置在轨道110处;使具有第一机翼面板153的定位板140和具有第二机翼面板152的定位板140和具有第三机翼面板151的定位板140沿着轨道110推进;并在轨道110处操作工位120,以在第二机翼面板152和第三机翼面板151的一对翼根区段150-3处依次执行工作。在持续的基础上对横向系列中的附加机翼面板150执行这样的操作。
66.虽然上面讨论的机翼面板的布置描述了第一机翼面板153被布置为使得翼根区段150-3向前,但在进一步的实施方式中,第一机翼面板153是翼尖区段150-1向前,并且第三机翼面板151是翼尖区段150-1向前。此外,机翼面板可被布置为使前缘155和后缘157始终在工位120的相同侧(即分别在第二侧165和第一侧166)。方法250以与上述方法200类似的方式提供优于现有技术的技术优势。
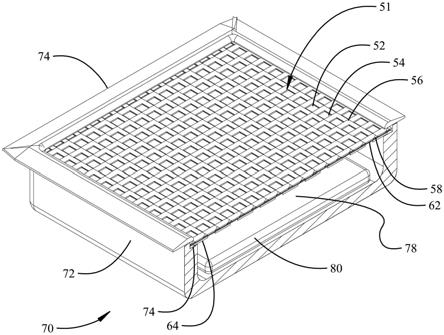
67.图3是在例示性实施方式中在组装线100处接收工作的机翼面板150(特别是第三
机翼面板151和第二机翼面板152)的翼向视图,并且对应于图1a的视图箭头3。如图3所示,穿梭机130在加工方向上沿着轨道110推进,并且包括定位板140。定位板140包括弹簧件160,弹簧件160包括具有长度可调节的轴322。弹簧件160还包括真空连接器324。通过设定各个轴322的长度,并通过真空连接器324对第三机翼面板151和第二机翼面板152应用真空夹持,轮廓167被施加到第三机翼面板151和第二机翼面板152。应当再次注意,轮廓167可以根据机翼面板150是上机翼面板还是下机翼面板而有所不同。工位120在第三机翼面板151和第二机翼面板152上执行工作,并且在该实施方式中操作末端执行器122。另选地或附加地,在设置在第三机翼面板151和第二机翼面板152的下表面310下方的通道内执行手动工作。在这种构造中,安全措施被强制执行,使得人类工人和末端执行器(即,机器人)不会相互干扰。第三机翼面板151和第二机翼面板152被布置成使得翼根区段150-3和翼尖部段150-1与邻近的机翼面板150相邻,从而产生跨越成对的翼根区段150-3和翼尖区段150-1的公共工作区150-4。此外,因为当后续机翼面板150按顺序进入工位120时不需要将专门为前缘155和后缘157设计的加工工具(例如,工位120内的加工工具)从工位120的第二侧165移动到工位120的第一侧166,所以节省了时间。
68.在进一步的实施方式中,弹簧件160和真空连接器324相对于第三机翼面板151和第二机翼面板152放置,以允许接近第三机翼面板151和第二机翼面板152上的特定位置以用于组装目的。即,弹簧件160和真空连接器324的放置能够在局部基础上接近肋和/或翼梁平台311并提供足够的间隙以有利于在肋和/或翼梁平台311处结合的零件(包括肋骨或翼梁,未示出)的组装。在特定工位120内的组装期间,弹簧件160和真空连接器324可以进一步被暂时移除,以更好地接近第三机翼面板151和第二机翼面板152上的肋和/或翼梁平台311。
69.图4是在例示性实施方式中沿着组装线100运送的机翼面板150的端视图400,并且对应于图1a的视图箭头4。图4示出了施加到机翼面板150上的轮廓167并且进一步示出了工位120的末端执行器122,末端执行器122能够根据需要移动以在机翼面板150的不同部分上执行工作。分配给工位120的技术人员401能够根据需要移动以在机翼面板150的不同部分上执行工作。
70.图5是例示性实施方式中完全组装好的机翼500的立体图,其包括翼根580和翼尖570。机翼500可以由上机翼面板502和下机翼面板504以及前缘550和后缘560,以及诸如前缘550上的缝翼(未示出)和角板(未示出)之类的结构和前缘550上的发动机挂架540以及后缘560上的襟翼(未示出)和其他结构组装而成。如上所用,展向561和弦向562分别对应于展向159和弦向169。
71.图6是例示性实施方式中的肋600的视图。在该实施方式中,肋600包括腹板610,以及用于附接到机翼(未示出)的蒙皮的凸缘620。肋600的侧部622的尺寸被设计成附接到翼梁640。肋600还包括容纳纵梁、缆线和其他部件的鼠孔630。
72.更具体地参考附图,可以在如图7所示的方法700和图8所示的飞行器702中的飞行器制作和服务的上下文中描述本公开的实施方式。在预生产期间,方法700可以包括飞行器702的规格和设计704以及材料采购706。在生产期间,飞行器702的部件和子组件制作708和系统集成710发生。此后,飞行器702可以通过认证和交付712以便投入服务714。当由客户提供服务时,飞行器702被安排在维修和保养77(这还可以包括修改、重新构造、翻新等)。可以
在方法700中描述的生产和服务的任何一个或更多个合适阶段(例如,规格和设计704、材料采购706、部件和子组件制作708、系统集成710、认证和交付712、投入服务714、维修和保养77)期间和/或飞行器702的任何合适的部件(例如,机体718、系统720、内部722、推进系统724、电气系统726、液压系统728、环境730)中采用本文所实施的装置和方法。
73.方法700的每个过程可以由系统集成商、第三方和/或运营商(例如,客户)执行或执行。出于本说明的目的,系统集成商可以包括但不限于任何数量的飞行器制作商和主要系统分包商;第三方可能包括但不限于任何数量的销售商、分包商和供应商;运营商可以是航空公司、租赁公司、军事实体、服务机构等。
74.如图8所示,通过方法700生产的飞行器702可以包括具有多个系统720和内部722的机体718。系统720的示例包括推进系统724、电气系统726、液压系统728和环境系统730中的一个或更多个。可以包括任意数量的其他系统。尽管示出了航空航天示例,但本发明的原理可以应用于其他行业,例如汽车行业。
75.如上面已经提到的,在方法700中描述的生产和服务的任何一个或更多个阶段期间可以采用本文所实施的装置和方法。例如,可以以类似于在飞行器702服务期间生产的部件或子组件的方式制作或制作对应于部件和子组件制作708的部件或子组件。此外,一个或更多个装置实施方式、方法实施方式或其组合可以在子组件制作708和系统集成710期间使用,例如,通过显著加快飞行器702的组装或降低其成本。类似地,一个或更多个装置实施方式、方法实施方式或其组合可在飞行器702服务期间使用,例如但不限于在维修和保养77期间。因此,本发明可用于本文讨论的任何阶段或其任何组合(例如,规格和设计704、材料采购706、部件和子组件制作708、系统集成710、认证和交付712、服务714、维修和保养77)和/或飞行器702的任何合适的部件(例如,机体718、系统720、内部722、推进系统724、电气系统726、液压系统728和/或环境730)。
76.在一个实施方式中,零件包括机体718的一部分,并在部件和子组件制作708期间制作。然后该零件可以在系统集成710中组装到飞行器中,然后在服务714中使用,直到磨损使零件无法使用。然后,在维修和保养77中,该部件可以被丢弃并用新制作的零件替换。可以在整个部件和子组件制作708中利用本发明的部件和方法以制作新零件。
77.附图中所示或本文描述的各种控制元件(例如,电气或电子部件)中的任一个可以实现为硬件、实现软件的处理器、实现固件的处理器或这些的某种组合。例如,元件可以实现为专用硬件。专用硬件元件可以称为“处理器”、“控制器”或一些类似的术语。当由处理器提供时,这些功能可以由单一专用处理器、单个共享处理器或多个单个处理器(其中一些处理器可以共享)提供。此外,术语“处理器”或“控制器”的明确使用不应被解释为专门指能够执行软件的硬件,并且可以隐含地包括但不限于数字信号处理器(dsp)硬件、网络处理器、特定应用集成电路(asic)或其他电路、现场可编程门阵列(fpga)、用于存储软件的只读存储器(rom)、随机存取存储器(ram)、非易失性存储器、逻辑或某些其他物理硬件组件或模块。
78.此外,控制元件可以被实现为可由处理器或计算机执行以执行元件的功能的指令。指令的一些示例是软件、程序代码和固件。指令在由处理器执行以指导处理器执行元件的功能时是可操作的。指令可以存储在处理器可读的存储设备上。存储设备的一些示例是数字或固态存储器、诸如磁盘和磁带之类的磁存储介质、硬盘驱动器或光学可读数字数据
存储介质。
79.此外,本公开包括根据以下条款的实施方式:
80.条款1.一种用于对飞行器的机翼面板(150)进行加工的组装线(100)的方法,所述方法包括:将机翼面板(150)输入到组装线(100)中,所述组装线(100)具有多个工位(120),所述机翼面板(150)按照使得前缘(155)全部在所述工位(120)的第一侧(166)上并且后缘(157)全部在所述工位(120)的第二侧(165)上的方式来定向;以及将所述机翼面板(150)在加工方向(181)上推进通过所述多个工位(120),所述多个工位(120)的至少第一部分专用于机翼面板前缘(155)加工,并且所述工位(120)的第二部分专用于机翼面板后缘(157)加工。
81.条款2.根据条款1所述的方法,其中,将机翼面板(150)输入到组装线(100)中包括:按照使得翼根区段(150-3)相邻的方式将所述机翼面板(150)输入到所述组装线(100)中,所述方法还包括:操作专用于翼根区段(150-3)加工的至少一个工位(120)。
82.条款3.根据条款2所述的方法,其中,操作专用于翼根区段(150-3)加工的至少一个工位(120)包括同时加工两个相邻机翼面板(150)的翼根区段(150-3)。
83.条款4.根据条款1所述的方法,其中,将机翼面板(150)输入到组装线(100)中包括:按照使得翼尖区段(150-1)相邻的方式将所述机翼面板(150)输入到所述组装线(100)中,所述方法还包括:操作专用于翼尖区段(150-1)加工的至少一个工位(120)。
84.条款5.根据条款4所述的方法,其中,操作专用于翼尖区段(150-1)加工的至少一个工位(120)包括同时加工两个相邻机翼面板(150)的翼尖区段(150-1)。
85.条款6.根据条款1所述的方法,其中,将机翼面板(150)输入到组装线(100)中包括:将左机翼上面板、左机翼下面板、右机翼上面板和右机翼下面板输入所述组装线(100)中,其中全部前缘(155)被定向到所述工位(120)的第一侧(166)。
86.条款7.根据条款1所述的方法,其中,将所述机翼面板(150)在加工方向(181)上推进包括使所述机翼面板(150)在加工方向(181)上连续推进和使所述机翼面板(150)在所述加工方向(181)上脉动中的一者,其中基于工位(120)能力和机翼面板(150)在单个工位(120)内的区段的组合,在多个工位(120)处的机翼面板(150)上进行工作。
87.条款8.根据条款7所述的方法,其中,所进行的工作包括以下各项中的一项或更多项:钻孔、修整、检查、涂漆、密封、切割机翼面板接近开口、安装机翼面板接近门、铺设牺牲层片、加工牺牲层片、使材料返工、安装机翼肋以及将部件附接到所述机翼面板(150)。
88.条款9.根据条款1所述的方法,其中,将所述机翼面板(150)输入到组装线(100)中包括利用定位板(140)将轮廓(167)施加到所述机翼面板(150)上。
89.条款10.根据条款1所述的方法,其中,将机翼面板(150)输入组装线(100)中包括将不同飞行器型号的机翼面板(150)按照使得不同飞行器型号的机翼面板(150)被输入成彼此相邻的方式被输入到所述组装线(100)中。
90.条款11.根据条款1所述的方法,其中,将所述机翼面板(150)推进包括将与机翼面板(150)相关联的至少一个转位特征(142)转位到组装线(100)中的转位单元(112)。
91.条款12.根据条款1所述的方法,其中,将所述机翼面板(150)推进包括将具有与所述机翼面板(150)相关联的至少一个转位特征(142)的穿梭机(130)转位到所述组装线(100)中的转位单元(112),所述穿梭机能够操作用于使所述机翼面板(150)沿着所述组装
线(100)移动。
92.条款13.根据条款1所述的方法,所述方法还包括:操作所述所述工位(120)以在与所述工位(120)相关联的工作范围(123)内跟踪所述机翼面板(150)。
93.条款14.一种飞行器的一部分,所述部分根据条款1所述的方法组装。
94.条款15.一种用于对飞行器(10)的机翼面板(150)进行加工的组装线(100),所述组装线(100)包括:轨道(110),所述轨道(110)在加工方向(181)行进;多个工位(120),所述多个工位(120)在所述加工方向(181)上沿着所述轨道(110)分布,所述工位(120)具有第一侧(166)和第二侧(165),所述工位(120)在所述第一侧(166)上的部分专用于前缘(155)机翼面板(150)加工,所述工位(120)在所述第二侧(165)上的部分专用于后缘(157)机翼面板(150)加工;以及多个定位板(140),所述多个定位板(140)能够操作以接合所述机翼面板(150)并使所述机翼面板(150)沿着所述轨道(110)移动经过所述多个工位(120)。
95.条款16.根据条款15所述的组装线(100),其中,所述定位板(140)包括弹簧件(160),所述弹簧件(160)能够操作以将轮廓(167)施加到所述机翼面板(150)上。
96.条款17.根据条款16所述的组装线(100),所述组装线(100)还包括多个穿梭机(130),每个穿梭机(130)能够操作以使相关联的定位板(140)沿着所述轨道(110)移动。
97.条款18.根据条款15所述的组装线(100),其中:
98.所述工位(120)的第一部分被构造成加工所述机翼面板(150)的翼根区段(150-3),所述工位(120)的第一部分还能够操作以当两个机翼面板(150)的翼根区段(150-3)被设置成沿着所述轨道(110)彼此相邻时,同时加工所述两个机翼面板(150)的所述翼根区段(150-3);并且所述工位(120)的第二部分被构造成加工所述机翼面板(150)的翼尖区段(150-1),所述工位(120)的第二部分还能够操作以当两个机翼面板(150)的翼尖区段(150-1)被设置成沿着所述轨道(110)彼此相邻时,同时加工所述两个机翼面板(150)的所述翼尖区段(150-1)。
99.条款19.根据条款15所述的组装线(100),其中,所述定位板(140)和所述工位(120)能够操作以加工第一型号飞行器(10)的机翼面板(150)和第二型号飞行器(10)的机翼面板(150),所述第一型号飞行器(10)的机翼面板(150)和所述第二型号飞行器(10)的机翼面板(150)彼此相邻地设置在所述组装线(100)中。
100.条款20.根据条款15所述的组装线(100),其中,所述定位板(140)被构造成接合机翼面板(150),使得左机翼上面板、左机翼下面板、右机翼上面板和右机翼下面板中的任一者的前缘被设置在所述工位(120)的同一侧上。
101.条款21.根据条款15所述的组装线(100),其中,所述工位(120)执行从由以下各项组成的组中选择的操作:钻孔、修整、检查、涂漆、密封、切割机翼面板接近开口、安装机翼面板接近门、铺设牺牲层片、加工牺牲层片、使材料返工、安装机翼肋和将部件附接到所述机翼面板(150)。
102.条款22.根据条款15所述的组装线(100),其中,所述工位(120)中的至少一部分包括末端执行器(122),所述末端执行器(122)能够操作以相对于所述机翼面板(150)移动。
103.条款23.根据条款15所述的组装线(100),其中,所述工位(120)包括转位单元(112),所述转位单元(112)能够操作以和与所述机翼面板(150)相关联的转位特征(142)相互作用,以控制所述机翼面板(150)的推进。
104.条款24.根据条款23所述的组装线(100),所述组装线(100)还包括多个穿梭机(130),每个穿梭机(130)能够操作以使相关联的定位板(140)沿着所述轨道(110)移动;所述转位特征(142)被设置在所述多个定位板(140)上并被转位到由所述定位板(140)支承的所述机翼面板(150)。
105.条款25.根据条款24所述的组装线(100),其中,所述穿梭机(130)被构造成将所述机翼面板(150)在所述加工方向(181)上连续推进,其中在所述多个工位(120)处在所述机翼面板(150)上进行工作。
106.条款26.根据条款24所述的组装线(100),其中,所述穿梭机(130)被构造成使所述机翼面板(150)在所述加工方向(181)上脉动,其中在所述多个工位(120)处在所述机翼面板(150)上进行工作。
107.条款27.根据条款15所述的组装线(100),其中,所述工位(120)操作(120)以在与所述工位(120)相关联的工作范围(123)内跟踪所述机翼面板(150)
108.条款28.使用条款15所述的组装线(100)来制作飞行器(10)的一部分。
109.条款29.一种用于加工飞行器的机翼面板(150)的方法,所述方法包括:将第一机翼面板(150)固定到第一定位板(140),该第一定位板(140)将轮廓(167)施加到第一机翼面板(150)上;在第一机翼面板(150)的前缘(155)被定向成朝向与轨道(110)相关联的工位(120)的第一侧(166)时,使第一定位板(140)沿着轨道(110)移动;将第二机翼面板(150)固定到第二定位板(140),该第二定位板(140)将轮廓(167)施加到第二机翼面板(150)上;并且当第二机翼面板(150)的后缘(157)被定向成朝向工位(120)的第二侧(165)时,使第二定位板(140)沿着轨道(110)移动,第二机翼面板(150)和第一机翼面板(150)被定向成将翼尖区段(150-1)到翼尖区段(150-1)或翼根区段(150-3)到翼根区段(150-3)。
110.条款30.根据条款29所述的方法,所述方法还包括:使第一定位板(140)和第二定位板(140)继续沿着轨道(110)移动;并且操作沿着轨道(110)设置的附加工位(120)以在第一机翼面板(150)和第二机翼面板(150)上执行工作。
111.条款31.一种用于组装机翼面板(150)的装置,该装置包括:定位板(140),该定位板(140)在悬置机翼面板(150)的同时将轮廓(167)施加到机翼面板(150)上;轨道(110),沿着该轨道(110)运送定位板(140);以及多个工位(120),所述多个工位(120)沿着轨道(110)设置,所述工位(120)中的多个工位同时加工单个机翼面板(150)。
112.条款32.根据条款31所述的装置,其中,机翼面板(150)按照使得机翼面板(150)的前缘(155)被定向到工位(120)的第一侧(166)并且机翼面板(150)的后缘(157)被定向到工位(120)的第二侧(165)的方式悬置。
113.尽管本文描述了具体实施方式,但本公开的范围不限于那些具体实施方式。本公开的范围由随附权利要求限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。