1.本公开涉及用于制造飞机的系统和方法。
背景技术:
2.飞机,特别是商用飞机,体积大、结构复杂,并且即使不是不可能,也很难在传统的组装线上制造。相反,飞机的许多大型结构(例如机翼、机身段、尾翼等)在不同位置作为子组件制造,然后被带到中央总装位置。事实上,许多这样的结构可以由各个第三方供应商在地理上彼此远离的位置(例如,不同的城市、国家和/或大陆)制造,然后运送到飞机制造商的总装工厂进行加工和总装。此类生产方法既没有时间效率,也没有资源效率。因此,需要更快地(即,以更高的生产速率)和/或以更低的成本生产飞机的更有效的生产技术。
技术实现要素:
3.公开了用于制造飞机的系统和方法。例如,用于重复制造飞机的飞机制造系统包括被构造为重复制造第一飞机子组件的第一制造区、被构造为重复制造第二飞机子组件的第二制造区、以及被构造为从第一制造区接收第一飞机子组件、从第二制造区接收第二飞机子组件并将第一飞机子组件和第二飞机子组件重复组装到飞机中的第三制造区。在一些实例中,第一制造区、第二制造区和第三制造区位于同一地理区域中。在一些实例中,一个或多个制造区包括分步脉冲组装线,分步脉冲组装线被构造为以小于飞机子组件的长度分步脉冲飞机子组件。
4.在另一实例中,用于重复制造飞机组件的方法包括:在共同地理区域处的单独的组装线上并行地组装第一飞机子组件和第二飞机子组件,以及将第一飞机子组件和第二飞机子组件转移到位于同一共同地理区域中的总装设施。在一些实例中,第一飞机子组件是飞机机翼,并且第二飞机子组件是飞机机身的部分。在一些实例中,该方法可选地包括将不同子组件和/或其部件沿着同一组装线向下移动。另外地或替代地,该方法可选地包括沿着第一组装线向下对第一飞机子组件及其组成部分中的一个或多个进行分步脉冲和/或沿着第二组装线向下对第二飞机子组件和其组成部分中的一个或多个进行分步脉冲。
附图说明
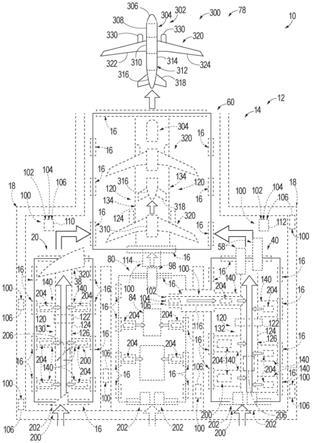
5.图1是根据本公开的飞机制造系统的示意图。
6.图2是将现有技术的组装线与根据本发明的分步脉冲(fractional pulse)组装线进行比较的延时示意图。
7.图3是图1的飞机制造系统的示例性分步脉冲组装线的延时示意图。
8.图4是示意性地表示根据本公开的用于在一个地理区域制造飞机的方法的流程图。
9.图5是示意性地表示根据本公开的用于操作分步脉冲组装线的方法的流程图。
10.图6是示意性地表示根据本公开的用于形成分步脉冲组装线的方法的流程图。
具体实施方式
11.公开了用于制造飞机的系统和方法。大体上,在附图中,可能包括在给定实例中的元件以实线示出,而对给定实例而言可选的元件以虚线示出。框箭头示出了元件在空间中的示例性移动。然而,以实线示出的元件不是本公开的所有实例所必需的,并且在不脱离本公开的范围的情况下,以实线示出的元件可从特定实例中省略。
12.传统上,飞机,特别是商用飞机,是通过通常在不同地理位置(例如,不同的城市、国家和/或大陆)将飞机的大型结构(例如,机翼、尾翼、机身段等)单独构建为不连续的子组件来制造的。然后,这些大型结构被转移至中央设施(在本文中也被称为总装设施),在中央设施中,这些大型结构被处理和组装以形成飞机。另一方面,本公开提供了用于在一个地理区域(例如,靠近、邻近中央设施和/或在中央设施内)制造这些大型结构中的至少一些以减少生产效率低下和/或成本的系统和方法。具体地,在与中央设施相同的地理区域中制造大型结构中的至少一些可以减少和/或消除运送时间和成本。此外,在一些实例中,本公开的大型结构在共同的地理区域并行制造和/或以大致相同的速率生产,以使总装不被延迟。
13.在常规方法中,因为大型结构可能由多个第三方供应商在不同偏远地理区域制造,所以难以使所有大型结构到达总装设施的时间同步。进一步,由于包括供应商制造延迟、运送延迟、恶劣天气等的不同原因,大型结构可能被不可预测地延迟。由于大型结构器可由全世界许多不同位置处的多个第三方供应商制造,所以大型结构中的至少一个的延迟的可能性相对较高。因此,飞机的总装可能被推迟并且可能直到所有必要的大型结构到达后才开始。通过在同一地理区域中并行地和/或以大致相同的速率制造大型结构,本公开减少和/或完全消除总装延迟。即,本公开的系统和方法可使大型结构同步到达总装设施,从而允许飞机的更快速和一致的总装。稍微换个角度来说,因为大型结构可以及时(大约同时)到达总装设施,所以总装设施可以不必等待所有大型结构到达那么久,并且可以比常规飞机制造方案更快和/或更频繁地开始总装。
14.另外地或替代地,本公开的实际制造工程可以比利用第三方供应商的常规制造方法更高效和/或更快。在本公开的一些实例中,飞机部件沿组装线向下分步脉冲(fractional pulse),使得多个工作站可同时接入部件的不同部分。这种构造允许各种工作站在给定部件的不同区域上同时执行工作过程(例如,不同的工作过程)。以此方式,工作过程(例如,不同工作过程)可彼此并行地执行,而非串行地执行。这种并行处理可增加生产率,并减少处理部件所需的时间。具体地,增加组装线上的工作站密度使得能够在任何给定时间在部件上执行更多的工作,由此使得制造过程更高效。增加工作站的封装密度还可减少制造系统的总占用空间(面积)。即,通过将工作过程分解成更小、更模块化的单元、工作站、工作执行设备(例如,机器、机器人、工具等),飞机的组成部分可以更紧密地封装在一起,减小了制造系统的整体尺寸。
15.将部件分解成多个工作区域还缩小了有效工作区域,从而减少了完成工作过程所需的工具、机器人、机器和/或人类运动的量,并且因此减少了生产效率低下。因此,工人、工具、机器和/或机器人可能不需要移动那么远来完成工作过程(工作过程可使用较小的运动范围来完成)。此外,因为工作区域可以更小,在这些工作区域处由工人(在本文中也被称为制造人员)使用的工具和/或机器可被制造得更小和/或更轻,从而增加工人的安全性。
16.除了不必移动太远来完成工作过程之外,工具、机器人、机器等可能不必完成同样
多的工作过程。例如,每个工具、机器人和/或机器可能仅负责完成一个工作过程。因此,通过将部件分解成多个工作区域和/或通过分步脉冲部件,可减小工具、机器人、机器和/或其他工作执行装置的尺寸、复杂性和成本。稍微换个角度来说,本公开提供了比传统的飞机制造方案更小、更简单且更便宜的工作执行装置。
17.由于部件比传统的脉冲组装线更经常地和/或定期地沿着组装线向下移动,所以对部件进行分步脉冲还可抑制工人无精打采并且鼓励工人生产率。稍微换个角度来说,工人具有较少的空闲时间,因此可能不太易于无聊和/或无精打采。另外,分部生产线的更频繁的脉冲可增加工作人员责任感,因为未完成/不完整的工作可能更容易被其他工人和主管看到。具体地,不完整的工作可能会阻碍线路(即中断/暂停正常的线路移动),这在脉冲更频繁的分步脉冲线上可能更显而易见/明显,从而确保工人对其工作的责任心。
18.图1至图6示出了根据本公开的用于制造飞机的系统和方法。图1至图3提供了根据本公开的飞机制造系统10和/或其部件或部分的实例。具体地,图1示意性地示出飞机制造系统10的实例,并且图2和图3示出了可以包括在飞机制造系统10中的分步脉冲组装线126的实例。在适当的情况下,来自图1的示意图的参考标号用于指定图2和图3的实例的对应部分;然而,图2和图3的实例是非排他性的,并且不将分步脉冲组装线126限制到图2和图3的所示实施方式。即,飞机制造系统10不限于图2和图3的特定实施方式,并且分步脉冲组装线126可结合参考图1的示意图和/或图2和图3的实施方式及其变型示出和讨论的分步脉冲组装线的各个方面、构造、特性、性质等的任意数量,而不需要包括所有这些方面、构造、特性、性质等。出于简洁的目的,每个先前讨论的部件、零件、部分、方面、区域等或其变型可不再关于图2和图3的实例讨论、示出和/或标记;然而,在本公开的范围内,先前讨论的特征、变体等可与图2和3的实例一起使用。
19.图4至图6示出了示意性地表示方法500、600和700的流程图。具体地,图4示出了根据本公开用于制造飞机的方法500,图5示出了用于操作本公开的分步脉冲组装线的方法600,以及图6示出了用于形成本公开的分步脉冲组装线的方法700。
20.如图1示意性所示,飞机制造系统10被构造成生产飞机300。飞机300通常至少包括机身302、机翼320、一个或多个引擎330和尾翼318。机身302可包括任何数量的不连续区段。在一些实例中,机身302包括(例如,可被分解成)位于机翼320前方的前机身段304、位于前机身段304后方(例如,在机翼320接入机身的位置)的中间机身段310(也被称为机翼机身段310和/或中间主舱室部分310)、以及位于中间机身段310后方的后机身段312。
21.在另一些这种实例中,前机身段304包括位于飞机的前部处的机头部分306(也被称为驾驶舱部分306)和位于机头部分后面、在机头部分306与中间机身段310之间的前主舱室部分308。另外地或替代地,机翼机身段310包括机翼盒和机翼上机身部分。机翼上机身部分可位于机翼盒上方,并且机翼盒和机翼上机身部分可一起形成完整(例如,大致柱形)的机身段。作为实例,机翼上机身部分可包括中间机身段的半球形柱形部分(即,半桶部)。另外地或替代地,后机身段312包括后主舱室部分314和位于后主舱室部分后面的尾翼部分316。因此,后主舱室部分314可位于中间机身段310和尾翼部分316之间。机翼320包括被构造为彼此的镜像和/或位于机身302的相对侧的左机翼322和右机翼324。
22.在一些实例中,引擎330包括两个引擎,一个引擎联接到一个机翼(如图1的实例中所描绘)。在一些实例中,尾翼318包括一个或多个空气动力学结构/表面,诸如垂直稳定器
(本文中也称为尾翅)和/或水平稳定器。尾翼318在本文中也可称为尾部318和/或尾翼组件318。飞机300的上述部件在本文中统称为区段组件340和/或飞机大型结构340。因此,区段组件340包括机身302的不同部分(例如,尾翼部分316、后主舱室部分314、中间主舱室部分310、前主舱室部分308和机头部分306)、机翼、尾翼和引擎。
23.飞机制造系统10包括被构造为生产飞机300的组成部分(例如,飞机300的区段组件、子组件、大型结构、部件、子组件、基部部分、子组件零件和/或其他零件)和/或整个飞机本身的制造区12。在一些实例中,第一制造区20、第二制造区40和第四制造区80(当包括时)被构造为生产飞机子组件,该飞机子组件随后在第三制造区60处被组装以生产飞机组件78。具体地,第一制造区20、第二制造区40和第四制造区80(当包括时)被构造为分别制造第一飞机子组件38、第二飞机子组件58和第三飞机子组件98,第一飞机子组件38、第二飞机子组件58和第三飞机子组件98在第三制造区60中组装在一起以制造飞机组件78。因此,在本文的描述中,“子组件”用于描述组装在一起以制造飞机组件78的组成部分。在一些实例中,一个或多个飞机子组件(例如,第一飞机子组件38、第二飞机子组件58、第三飞机子组件98等)包括一个或多个大型飞机结构和/或与一个或多个大型飞机结构相同,如前所述。因此,在一些这种实例中,第一制造区20、第二制造区40和第四制造区80中的一个或多个被构造成生产区段组件340和/或第三制造区60被构造成生产飞机300。然而,在其他实例中,飞机子组件都不包括大型飞机结构。
[0024]“组成部分”在本文中一般用来指飞机300的任何和所有部分。“部件”在本文中用于指给定飞机结构的第一级组成部分,并且“子部件”在本文中用于指给定飞机结构(即,部件的部件)的第二级组成部分。作为实例,第一飞机子组件38和/或第二飞机子组件58是飞机组件78的部件,并且它们又包括作为飞机组件78的子部件的它们自己的单独部件。因此,“部件”和“子部件”是用于指给定组成部分与包括其的一个或多个大型结构的关系的相对术语。另一方面,“组成部分”在本文中用于统称结构的任何和所有部分(例如,飞机组件的任何和所有部分),无论子部件和部件将组成部分与结构分离几级。
[0025]
制造区12可通过其输出(例如,由制造区制造、组装和/或以其他方式生产的区段组件、飞机子组件、部件、零件等)和/或通过在其中执行的过程来区分。即,这些制造区中的每一个被构造成生产不同的输出。例如,第一制造区20被构造为制造、组装、生产和/或以其他方式输出第一飞机子组件38,第二制造区40被构造为制造、组装、生产和/或以其他方式输出不同于第一飞机子组件38的第二飞机子组件58,并且第三制造区60被构造为制造、组装、生产和/或以其他方式输出飞机组件78。第三制造区60还被构造为接收来自第一制造区20的第一飞机子组件和来自第二制造区40的第二飞机子组件,并且组装第一飞机子组件和第二飞机子组件以制造、组装、生产和/或以其他方式输出飞机组件78。
[0026]
在一些实例中,飞机组件78是飞机300,并且因此,第三制造区60被构造为生产飞机300。另外地或替代地,第一飞机子组件38和/或第二飞机子组件58是飞机大型结构340(例如,机翼、一个或多个机身段、尾翼等),并且因此,第一制造区20和/或第二制造区40被构造为生产区段组件340。在一些这种实例中,第一飞机子组件38包括机翼320,并且第二飞机子组件58包括机身302的至少一部分(例如,至少前主舱室部分308和后主舱室部分314),并且因此,第一制造区20被构造为生产机翼320,并且第二制造区40被构造为生产机身302的至少一部分,包括前主舱室部分308、后主舱室部分314、机头部分306和/或尾翼部分316
中的一个或多个。在一些这种实例中,第二制造区40被构造为生产前主舱室部分308和后主舱室部分314。
[0027]
当第一制造区20被构造成生产机翼320时,该第一制造区可被构造成以它们的最终形式和/或基本上以它们的最终形式输出机翼。即,机翼在准备飞行和/或交付给客户之前可能仅需要小的装饰变化(例如上漆、细节、涂层、固化或其他表面处理)。因此,机翼在离开第一制造区20时可包括其所有组成部分。当第二制造区40被构造为生产机身302的至少一部分时,机身302的离开第二制造区40的部分也可以准备好飞行和/或准备好总装以生产飞机78,但可能未准备好供客户使用。作为实例,机身302的离开第二制造区40的部分可不包括诸如地板、座椅、照明和/或其他客户特定的定制的内部特征。
[0028]
在一些实例中,制造区12包括另外的制造区。作为一个这种实例,制造区12包括第四制造区80,第四制造区80被构造为生产不同于第一飞机子组件38和第二飞机子组件58的第三飞机子组件98和/或第三飞机子组件98不被构造为由第一制造区20或第二制造区40生产。因此,当包括时,第四制造区80被构造为生产不同于第一飞机子组件38和第二飞机子组件58的子组件,但是仍然被构造为被供应到第三制造区60并被组装以形成飞机组件78。作为实例,第四制造区80被构造为生产机翼机身段310(包括机翼盒和机翼机身段的上半部/部分)、尾翼318、机身302的机头部分306、机身302的尾翼部分316、起落架和/或引擎中的一个或多个。然而,在一些实例中,引擎和/或起落架不是由制造区40制造的而是从一个或多个第三方供应商递送到第三制造区60的。
[0029]
在一些实例中,机身302的尾翼部分316和/或机头部分306在递送到第三制造区之前被输出到第二制造区40。另外地或替代地,机翼机身段310被直接输出到第三制造区60。
[0030]
制造区12在本文中也可称为生产区、组装区、制造区域、制造地点、制造设施、制造机库、制造翼和/或制造工厂。如上所述,制造区在飞机部件、飞机子组件、组件和/或其被构造为生产的其他飞机零件的类型方面不同和/或其被构造为执行的过程的类型方面不同。
[0031]
在一些实例中,这些制造区中的两个或更多个在物理上彼此分开(即,间隔开),但不是使它们在不同的地理区域(例如,不同的城市、不同的县、不同的州、不同的省、不同的行政区域、不同的国家、和/或不同的大陆)中那么远。作为实例,第一制造区20和第二制造区40在物理上彼此分开。另外地或替代地,第三制造区60与第一制造区20和/或第二制造区40物理地分开。在一些实例中,当被包括时,第四制造区80与其他制造区物理地分开。然而,在其他实例中,第四制造区80不与这些制造区中的至少一个(例如,第三制造区60)物理地分开,并且因此可被认为与另一个制造区12重叠或在另一个制造区内。
[0032]
当这些制造区中的两个或更多个在物理上彼此分开时,它们在物理上彼此分开至少1米(m)、至少5m、至少10m、至少20m、至少30m、至少40m、至少50m、至少75m、至少100m、最多3千米(km)、最多2km、最多1km、最多0.75km、最多0.5km、最多0.3km、最多0.2km、最多0.1km、最多75m、最多50m、和/或最多25m。仅作为一个这种实例,第一制造区20和第二制造区40在物理上彼此分开至少5m并且最多5km。
[0033]
另外地或替代地,两个或更多个制造区12不是彼此间隔开的。作为一个这种实例,两个或更多个制造区12彼此相邻。作为另一实例,两个或更多个制造区12彼此重叠。当两个或更多个制造区12未彼此间隔开时,尽管如此,它们可以通过其输出和/或在其中执行的工作过程而彼此区分开。
[0034]
在一些实例中,制造区12包括限定制造区12的物理边界的一个或多个建筑物14。当被包括时,一个或多个建筑物14包括限定制造区12的界限(例如,建筑面积)的墙壁。另外地或替代地,一个或多个建筑物14包括天花板、地板等。
[0035]
在一些实例中,一个或多个建筑物14仅包括一个建筑物,并且制造区12全部被包括在该一个建筑物内。在一些这种实例中,建筑物包括侧厅,并且这些制造区中的两个或更多个制造区在该建筑物的不连续侧厅中彼此物理地分开,但仍然作为一个建筑物的一部分而彼此连接。作为一个这种实例,第一制造区20和第二制造区40包括建筑物的不同侧厅(并且因此在物理上彼此分开),但是通过第三制造区60彼此连接。作为一个这样的实例,第一制造区20和第二制造区40被连接到第三制造区60的不同部分上以形成两个物理上不同但连接的侧厅。
[0036]
然而,在其他实例中,一个或多个建筑物14包括多于一个建筑物,并且两个或更多个制造区被包括在不同的建筑物中。即,两个或更多个制造区被包括在它们自己的不连续建筑物中,这些不连续建筑物在物理上彼此分开并且不通过墙壁或其他建筑物结构在物理上连接。作为实例,第一制造区20被包括在第一建筑物中,并且第二制造区40被包括在第二建筑物中。在一些这种实例中,第一制造区20和/或第二制造区40与第三制造区60物理地分开,并且因此第一制造区20和/或第二制造区40的输出在第一制造区20和/或第二制造区40与第三制造区60之间在将第一制造区20和/或第二制造区40与第三制造区60分开的距离/间隔上进行传送。
[0037]
因此,在一些实例中,诸如制造区12中的两个或更多个制造区在不同的建筑物中彼此物理分开的实例中,飞机制造系统10包括一个或多个运输装置100,运输装置100被构造为将部件、子部件、组件、飞机子组件和/或其他飞机零件运输到一个或多个制造区、从一个或多个制造区和/或在一个或多个制造区之间运输部件、子部件、组件、飞机子组件和/或其他飞机零件。在一些实例中,运输装置100包括升降机构102、输送机系统104和/或穿梭机(shuttle)106中的一个或多个。升降机构102构造成提升飞机组成部分。作为实例,升降机构102可包括起重机和/或滑轮系统。在一些实例中,升降机构102被构造成围绕固定点旋转、枢转、平移和/或以其他方式移动。输送机系统104包括任何适合的输送机,诸如辊式输送机、带式输送机、链式输送机等。穿梭机106可包括机动化陆地、水上和/或空中交通工具,该机动化陆地、水上和/或空中交通工具被构造成行进到这些制造区中的一个或多个制造区、从这些制造区中的一个或多个制造区行进、在这些制造区之间行进和/或围绕这些制造区中的一个或多个行进以运输组成部分。作为实例,穿梭机106可包括驳船、货船、卡车、公共汽车、货车、拖拉机、火车、无人机和/或直升机中的一个或多个。
[0038]
在一个实例中,第一运输装置110被构造为在第一制造区20与第三制造区60之间运输组成部分。作为实例,第一运输装置110包括起重机,起重机构造成将第一飞机子组件38从第一制造区20运输至第三制造区60。在一些此类实例中,起重机是龙门起重机或其他类型的高架滚动机构。另外地或替代地,运输装置100可包括第二运输装置112,第二运输装置被构造为在第二制造区40和第三制造区60之间运输组成部分。当包括第四制造区80时,运输装置100另外地或替代地可包括第三运输装置114和/或第四运输装置116,第三运输装置114被构造为在第四制造区80与第三制造区60之间运输组成部分,第四运输装置116被构造为在第四制造区80与第二制造区40之间运输组成部分。作为实例,第四运输装置116包括
输送机系统和/或龙门起重机或其他被构造成将飞机300的零件从第四制造区80运输到第二制造区40的可移动升降机构。
[0039]
在一些实例中,第三运输装置114被构造为将中间机身段310(包括翼盒和/或中间机身段的上半部/部分)从第四制造区80运输到第三制造区60。
[0040]
在一些实例中,第四运输装置116被构造为将机身302的至少一部分从第四制造区80转移到第二制造区40。在一些这样的实例中,第四运输装置116被构造成将机身302的机头部分306和/或尾翼部分316从第四制造区80转移到第二制造区40。
[0041]
制造区12另外地或替代地包括一个或多个门口16,门口被构造为允许组成部分200进入和/或离开制造区12。一个或多个门口16也可被称为或描述为门、门户、进口、出口(exit)、通道、转移位置、入口、和/或出口(egress)。在一些实例中,一个或多个建筑物14包括一个或多个门口。组成部分200包括基部部分202和子组件部分204。在一些实例中,一个或多个门口16被构造为接收基部部分202。基部部分202是从飞机制造系统10的外部制造或以其他方式获得的组成部分(并且因此可包括原材料、预制部分、紧固件、工具等中的一种或多种)并且是通过运输装置被带入制造区中的组成部分。因此,这些制造区中的工作过程通过添加、减去和/或以其他方式修改这些基部部分开始;这些基部部分是这些制造区的基本组成部分(例如,输入)。子组件部分204是两个或更多个基部部分202的组件,基部部分202在一个或多个馈线上被组装并且经由一个或多个馈线被引入到一个或多个组装线。在一些这种实例中,第三制造区60包括被构造为接收第一飞机子组件38、第二飞机子组件58和/或第三飞机子组件98中的一个或多个的一个或多个门口16。
[0042]
子组件部分204可包括飞机子组件中的一个或多个的前体206,在本文中也被称为飞机子组件前体206。飞机子组件前体包括组装线120上的结构,一旦完成制造区中的工作过程,所述结构沿着组装线120前进并且最终成为制造区的输出。例如,前体可以是添加了来自馈线140的组成部分的结构。因此,飞机子组件前体可以是朝向组装线120的末端前进并且变成制造区的最终输出的组装线120的主干(最终产生其所在的制造区的最终输出的共同组装线)上的结构。例如,第一制造区的前体可以是机翼前体。机翼前体沿着第一制造区的组装线前进,并且当机翼前体沿着组装线前进时可以采取不同的形状、结构和/或性质,并且被添加、减去、改变、处理和/或以其他方式处理。因此,前体206在图1中以点划线示出以反映前体的形状、尺寸、结构、组成、特性和/或其他性质可随着前体沿组装线120向下行进而改变的事实。一旦在前体上执行了第一制造区中的所有工作过程,则前体可最终被变换成最终输出(即,其可最终变成完成的左侧翼或右侧翼)。因此,前体仅是这些制造区的最终输出的不完整和/或局部形式。
[0043]
在一些此类实例中,制造区包括足够数目的门口,这样使得该一个或多个门口中的每一个被构造成接收独特的组成部分和/或一组独特的组成部分。即,不同的组成部分可被递送到不同的门口。因此,包括沿着制造区的更多门口使得组成部分能够被递送得更靠近它们在制造区中的消耗、组装和/或使用点。此外,从多个起源(例如,门口)向它们的最终目的地递送零件流线化了递送过程,减少了拥堵,并且减轻了递送过程中的瓶颈。以此方式,组成部分可以以比将零件从单一来源/起源(例如,门口)递送到制造区中的不同位置的常规递送方法更有效的方式被递送到其最终目的地。
[0044]
另外地或替代地,一个或多个门口16被构造成在制造区12之间接收和/或输送组
成部分200。作为实例,第四制造区80和第二制造区40包括一个或多个门口16,这些门口被构造成允许组成部分200从第四制造区80转移到第二制造区40。如上所述,在一些这样的实例中,运送装置100也被包括在第四制造区80与第二制造区40之间,并且被构造为在第四制造区80与第二制造区40之间运送组成部分。作为实例,运输装置100被构造为将机身302的至少一部分从第四制造区80转移到第二制造区40。作为一个这样的实例,运输装置100被构造为将机身302的机头部分306和/或尾翼部分316从第四制造区80转移到第二制造区40。另外地或替代地,一个或多个门口16被构造为从制造区排出制造区12的输出。作为实例,以下各项中的一个或多个:第一制造区20中包括被构造为排出第一飞机子组件38的一个或多个门口16,第二制造区40包括被构造为排出第二飞机子组件58的一个或多个门口16,第三制造区60包括被构造为排出飞机组件78的一个或多个门口16,和/或第四制造区80包括被构造为排出第三飞机子组件98的一个或多个门口16。作为实例,一个或多个门口被构造为将机身302的机头部分306和/或尾翼部分316排出至第二制造区40和/或一个或多个不同的门口被构造为将机翼机身段310排出至第三制造区60。
[0045]
在一些实例中,基部部分202经由通路18被递送到制造区12。当包括通路18时,通路18被构造为允许基部部分202从飞机制造系统10的外部或至少从其制造区12的外部递送到制造区12。作为实例,通路18被构造为允许运输装置100的行进,该运输装置进而被构造为承载飞机组件78的基部部分202。在一些实例中,通路18围绕制造区12的至少一部分延伸。具体地,通路18被构造为允许运输装置100围绕制造区的至少一部分行进。在此类实例中,通路18围绕第一制造区20、第二制造区40、第三制造区60、和/或第四制造区80中的一个或多个的周边的至少一部分延伸。在一些这样的实例中,通路18延伸至一个或多个门口16并且允许运输装置100直接行进至一个或多个门口16,并且因此将组成部分200直接递送到一个或多个门口。作为实例,当运输装置100包括陆基车辆(例如,卡车、货车、公共汽车、穿梭机、火车等)时,通路18包括被构造为允许这些陆基车辆行进的道路或其他合适的表面。在一些实例中,通路18被构造成将运输装置100的行进限制到一个方向的单向路径。
[0046]
在一些实例中,一个或多个制造区12包括组装线120。当包括组装线120时,组装线120包括被构造为在飞机组件78的组成部分200上执行工作的一系列工作站。组装线120被构造为引导组成部分200沿着构成一个或多个制造区12的至少一部分的单向路径通过一系列工作站。以这种方式,在组装线120上的不同位置(例如,工作站)处在组成部分上执行工作。
[0047]
在一些实例中,组装线120包括驱动机构122(例如,电动机),该驱动机构被构造为沿着组装线120向下推进组成部分。在一些这种实例中,驱动机构122被构造成用于推进机械连接件124(例如,带、链条、滑轮、缆线和/或平台中的一个或多个),该机械连接件被构造成在其移动时维持(例如,经由摩擦力和/或磁力)与这些组成部分中的一个或多个的接触,并且因此推进这些组成部分通过制造区12的至少一部分。在一些另外的此类实例中,组装线120包括由驱动机构122驱动的输送机系统,诸如带输送机系统、辊式输送机、带式输送机、链条输送机、缆线输送机等中的一个或多个。然而,在其他实例中,驱动机构122包括诸如飞机拖车的机动车辆。
[0048]
在一些实例中,组装线120包括第一组装线130、第二组装线132和第三组装线134中的一个或多个。当包括第一组装线130时,第一组装线130被包括在第一制造区20中并且
被构造为推进第一飞机子组件38的组成部分200和/或第一飞机子组件38通过第一制造区20的至少一部分。当包括第二组装线132时,第二组装线132被包括在第二制造区40中并且被构造为推进第二飞机子组件58的组成部分200和/或第二飞机子组件58通过第二制造区40的至少一部分。当包括第三组装线134时,第三组装线134被包括在第三制造区60中并且被构造为推进飞机组件78的组成部分200和/或飞机组件78通过第三制造区60的至少一部分。尽管图1中示出了三个组装线120(第一、第二和第三制造区中的每一个中都有一个),但应当理解,在其他实例中,每个制造区可包括多于或少于一个组装线120。此外,每个组装线120可包括一个或多个子组装线。例如,一个或多个组装线可包括一个或多个主组装线和从较大的主组装线分支出来的一个或多个分支组装线(例如,馈线140)。在一些实例中,组装线120可分支成越来越小的子组装线。因此,每个组装线可包括最终馈入共同组装线的分支组装线网络。以这种方式,组装线120可分支成一个或多个子组装线和/或可接合在一起以形成一个或多个共同组装线。
[0049]
在一些实例中,当包括第四制造区80时,第四制造区80不包括组装线120。然而,在其他实例中,第四制造区80包括一个或多个组装线120。无论如何,第四制造区80包括固定隔间84(本文中也称为停车位84和/或机库84),该固定隔间84构造成在组成部分200上一次一个(即,串行)地执行多个工作过程。固定隔间84被构造为比组装线120的工作站更长持续时间地保持组成部分200。在一些实例中,不同的固定隔间84被构造为制造不同的零件。作为实例,固定隔间84中的一个被构造为制造机翼机身段的至少一部分,固定隔间84中的另一个被构造为制造机身302的尾翼部分316,并且固定隔间84中的另一个被构造为制造机身302的机头部分306。在一些实例中,固定隔间84被构造为生产第三飞机子组件98。
[0050]
在一些实例中,制造区12另外包括馈线140。当包括馈线140时,馈线140被构造为将基部部分202和/或子组件部分204引入组装线120。作为实例,馈线140被构造为将基部部分202和/或子组件部分204从门口16转移至组装线120。具体地,馈线140可与一个或多个组装线结合,以向其递送基部部分202和/或子组件部分204。在一些实例中,组装线120包括馈线140。在此类实例中,馈线140可以是组装线120的子组装线(在此也被称为分支组装线)。在其他实例中,馈线140可以与组装线120分开且不同。与组装线120一样,馈线140可包括分支一个或多个主馈线的一个或多个子馈线。即,馈线可包括分支馈线的网络,所述分支馈线最终馈入到主馈线中。
[0051]
另外地或替代地,馈线被构造成将基部部分和/或子组件部分定向在最终取向上。最终取向是基部部分和/或子组件部分联接至组装线上的结构(例如,飞机子组件前体206)的取向。在一些实例中,门口16被构造成在它们的最终取向上接收零件。另外地或替代地,馈线本身被构造成用于在零件已被装载到馈线上之后将零件定向在它们的最终取向上。因此,当将基部部分和/或子组件部分组装或联接至组装线上的大型飞机结构(例如,飞机子组件前体206)时,基部部分和/或子组件部分的取向可不需要由机器人、机器和/或工人进行旋转、枢转或以其他方式改变。因此,通过将基部部分和/或子组件部分以其最终取向提供给馈线和/或组装线,可以减少制造区内的生产效率低下。
[0052]
在一些实例中,馈线包括分步脉冲组装线,分步脉冲组装线被构造为将基部部分202和/或子组件部分204分步脉冲至组装线120。作为实例,馈线包括分步脉冲组装线126。
[0053]
另外地或替代地,馈线包括多于一个分步脉冲组装线和/或包括主馈线和被构造
成用于将组成部分递送至主馈线的一个或多个子馈线。以此方式,馈线可分支成越来越小的上游馈线。因此,制造区12可各自包括组装线中的一个或多个,并且组装线中的每个可分支成越来越小的馈线。以此方式,制造区12可包括分支组装线的网络,分支组装线最终全部馈送到第三制造区60中。
[0054]
在一些实例中,基部部分202通过运输装置100经由通路18被递送到制造区12,经由门口16进入制造区12,并且然后经由馈线140被运送到组装线120。在一些实例中,馈线140包括组装线120的相同或相似的装置(例如,输送机系统)。在一些实例中,子组件部分204在馈线140上制造和/或是馈线140的产品/输出。在这种实例中,运输装置100可将基部部分202递送到馈线140,并且子组件部分可以在馈线上从基部部分制造。
[0055]
通过包括通路、一个或多个门口、和/或馈线,可以将组成部分递送得更靠近它们在组装线上的组装点。此外,与共同坞站相反,将组成部分从多个馈线馈送到组装线减少了排队等待时间和/或其他组成部分递送效率低下,从而增加了生产率。
[0056]
在一些实例中,不同的门口被构造成以组成部分在组装线上被组装的顺序来接收这些组成部分。作为实例,第一门可接收第一组成部分,并且相邻的第二门可接收被构造为在第一组成部分之后直接组装的第二组成部分。例如,机身框架可在机身蒙皮上的窗口和/或窗口框架之前安装,并且因此,机身框架可被递送到与窗口和/或窗口框架不同的门口。此外,机身框架可经由馈线之一被馈送到组装线的比窗口和/或窗口框架更上游的位置。
[0057]
在一些实例中,组装线120包括分步脉冲组装线126。当包括分步脉冲组装线126时,分步脉冲组装线126被构造为在移动方向上仅以组成部分200的长度的一部分(即,小于组成部分200的长度)脉冲(即,周期性地移动)组成部分。由此,与其中组成部分200被脉冲到新的工作站所在的完全不同的、非重叠位置(例如,被脉冲超过它们的长度)的传统脉冲组装线不同,分步脉冲组装线126将组成部分微脉冲到仍然包括来自先前位置的工作站中的至少一个或多个工作站的重叠位置。此外,与其中一次由一个工作站对给定组成部分执行工作(即,不同的工作站连续地对组成部分执行工作)的传统脉冲组装线不同,分步脉冲组装线126的多个工作站被构造为并行地(即,同时地)对组成部分执行工作。因为分步脉冲组装线126使组成部分200脉冲小于它们的长度,所以给定工作站在给定组成部分的不同区段上连续地执行工作,这是由于组成部分以多个脉冲被分步脉冲经过工作站。即,不同于其中组成部分在第一脉冲进入工作站并且在紧接着的第二脉冲退出工作站的常规脉冲组装线,本公开的分步脉冲组装线126利用多于两个脉冲使组成部分进入和退出工作站。
[0058]
在一些实例中,第一制造区20、第二制造区40和第四制造区80中的两个或更多个在被包括时分别至少以基本相同的速率(例如,飞机子组件的生产时间在彼此的5%内)生产第一飞机子组件38、第二飞机子组件58和第三飞机子组件98,使得飞机子组件在大致相同的时间(即,仅在时间上)被提供到第三制造区60。在一些这种实例中,基部部分202大致同时地被提供给第一制造区20、第二制造区40和第四制造区80(在被包括时)。在一些另外的此类实例中,在第一制造区20和第二制造区40包括具有基本上相同长度(例如,彼此长度的5%内)的组装线的情况下,组装线的平均速度是基本上相同的(例如,彼此的5%内)。
[0059]
转到图2和图3,图2和图3示出了分步脉冲组装线126的示例性分步脉冲组装线400。分步脉冲组装线126可被包括在组装线120、馈线140和/或飞机制造系统10的其他组装线中。分步脉冲组装线126包括被构造为对由分步脉冲组装线脉冲的组成部分执行工作的
工作站。此外,工作站可包括动力机构(例如,输送机系统),该动力机构被构造为使组成部分沿着组装线移动(例如,分步脉冲)。分步脉冲组装线上的相邻工作站的中心线之间的距离在本文中可被称为工作站节距。组装线上每单位长度的工作站的数量可被称为工作站密度或工作站封装密度。
[0060]
图2提供比较本公开的分步脉冲组装线126与常规脉冲组装线的图表。具体地,图表450示出示例性常规脉冲组装线440,而图表452和454示出根据本公开的示例性分步脉冲组装线400。与其中组成部分200在工作站410之间被脉冲超过它们的长度的传统脉冲组装线440不同,本公开的组成部分200在工作站410之间被脉冲小于它们的长度。具体地,在传统的脉冲组装线440中,组成部分200从第一工作站412脉冲至第二工作站414,而在本公开的分步脉冲组装线126中,组成部分200从第一工作站412至第二工作站414的脉冲长度小于其长度。因此,在本公开中,工作站比常规脉冲组装线440中的用于相同尺寸的组成部分的工作站更小和/或更靠近在一起。稍微不同地陈述,本公开的组装线具有比常规组装线更高的工作站封装密度。以此方式,可在任何给定时间对零件执行更多工作,因为更多工作站可在任何给定时间接入零件。此外,因为工作站可以更密集地封装在一起,所以可以减少制造系统的总占用空间(面积)。图表452示出了在每个脉冲期间组成部分200中的一个的脉冲长度是其长度的三分之一的实例,并且图表454示出了在每个脉冲期间组成部分200中的一个的脉冲长度是其长度的九分之一的实例。
[0061]
如图所示,随着脉冲长度(例如,组成部分200在脉冲期间移动的距离)缩短,工作站变得更小和/或更靠近在一起(即,工作站的节距减小)。另外地或替代地,脉冲频率在脉冲长度减小时增加。即,当脉冲长度缩短时,脉冲之间的时间更少,因为需要更多的脉冲来将组成部分200推进相同的距离。如图2的实例中所示出的,图表454中的组成部分200比图表452中的组成部分200更频繁地脉冲,因为图表452中的组成部分脉冲得比图表454中的组成部分更远。较短的脉冲长度和较小的工作站使得更多的工作站能够同时对组成部分200执行工作(即,工作站封装密度增加)。以这种方式增加组成部分200的并行处理的量增加了生产效率并且减少了生产时间。工作站的最小尺寸受到多种因素的限制,这些因素包括组成部分200沿着组成部分的长度的一致性、在沿着组成部分的长度对组成部分执行的工作过程的相似度、工作过程的顺序、工作过程之间的延迟和/或机器、机器人、工具的尺寸和/或在工作站处执行工作过程所需的工人中的一个或多个。
[0062]
在一些实例中,第一工作站412和第二工作站414对组成部分200执行不同的工作过程。另外地或替代地,不同的工具、机器人和/或工人在第一工作站412和第二工作站414处对组成部分200执行工作。工作过程包括以下中的一个或多个:添加(例如,将两个或更多个基部部分202联接在一起,将子组件部分204联接至基部部分202,将基部部分202和/或子组件部分204联接至飞机子组件前体206中的一个,将两个或更多个子组件部分204联接在一起,等)、减去(例如,钻孔)和/或以其他方式修改(例如,重新形成、重新成形、弯曲、固化、消毒、处理、加热、冷却、加压等)组成部分200。因此,执行工作过程包括对一个或多个组成部分200执行工作。
[0063]
如图3所示,工作站410(在本文中也被称为组装线工作站410)均包括被构造为执行工作过程(即,对组成部分200执行工作)的工作执行装置420。例如,工作执行装置420包括机器人422、机器424、工作人员426和/或工具428中的一个或多个。机器人422是被构造成
在没有人类输入和/或干预的情况下执行工作的自主装置。机器424是被构造为基于人类输入执行工作的相对大的装置。例如,机器424可以是机床,例如压机、铣床、车床等。工具428小于机器424并且被构造为基于人类输入执行工作。作为实例,工具428可以是手持式装置。
[0064]
在一些实例中,两个或更多个工作站对组成部分200执行不同的工作过程。在一些这样的实例中,每个工作站对组成部分执行独特类型的工作过程,使得所有工作站对组成部分执行不同的工作过程。另外地或替代地,在一些实例中,每个工作站仅对组成部分执行一种类型的工作过程(例如,仅钻孔、仅切出窗口、仅安装框架、仅安装桁条、仅安装密封件等)。由此,在这样的实例中,每个工作站仅执行该特定工作站独有的一种类型的工作过程。
[0065]
另外地或替代地,在一些实例中,工作站中的两个或更多个包括被构造为执行不同类型的工作过程的不同类型的工作执行装置420。在一些这样的实例中,每个工作站包括独特类型的工作执行装置420和/或工作执行装置420的独特组合,使得所有工作站被构造为执行不同类型的工作过程。在一些这样的实例中,每个工作站仅包括一个工作执行装置420和/或一种类型的工作执行装置。
[0066]
作为实例,分步脉冲组装线的一部分包括位于沿着组装线的各个串行位置处的至少七个工作站,这些工作站执行它们自己的独特工作过程。在一些这样的实例中,至少七个工作站被分成安装机身框架的第一组工作站和安装窗口框架的位于第一组工作站下游的第二组工作站。因此,在这样的实例中,首先安装机身框架,然后安装窗口框架。可首先安装机身框架以在窗口安装之前增加机身蒙皮的结构完整性。在一些这种实例中,安装机身框架和窗口框架包括钻出用于紧固件的孔,用临时紧固件铺设窗口框架和/或机身框架,然后安装紧固件。
[0067]
例如,第一组工作站中的最上游工作站(机身框架安装工作站)在蒙皮上钻出用于机身框架紧固件的孔,下一工作站(相邻定位的下游工作站)利用临时紧固件将机身框架铺设在蒙皮上,然后第三工作站安装永久紧固件。第二组工作站中的最上游的两个工作站(窗口框架安装工作站)在机身蒙皮中钻出用于窗口框架紧固件的孔,并在蒙皮中切出窗口开口。第二组工作站的下游工作站用临时紧固件铺设窗口框架,然后将永久紧固件安装在窗口框架中。
[0068]
以这种方式,每个工作站410和/或每个工作执行装置420可对组成部分的各个区段反复执行相同的工作过程。即,通过将组成部分分解成多个区段并且将工作站构造为一次仅在一个区段上执行工作,可以简化每个工作站和/或工作执行装置,使得工作站和/或工作执行装置重复地执行相同的工作和/或仅执行一种类型的工作。工作站和/或工作执行装置不仅可被构造为执行相同类型的工作,而且工作站和/或工作执行装置还可被构造为对组成部分的每个区段的相同位置执行相同类型的工作。作为实例,被构造为在机身蒙皮中钻孔的给定工作站也可被构造为在机身蒙皮的每个区段上的相同位置钻出这些孔(即,所有区段可包括相同数量的孔、孔的相同定位和/或相同的孔构造/图案)。因此,当随着机身蒙皮的不同区段分步脉冲经过工作站而在这些区段钻孔时,工作执行装置可能根本不需要移动和/或可在每个脉冲后以相同的方式移动。以此方式,与传统的组装线方案相比,可以简化工作执行装置本身和/或其编程。
[0069]
以这种方式,与被构造为执行多种类型的工作过程的传统工作执行装置相比,通过仅执行一种类型的工作过程,工作执行装置的尺寸、复杂度和/或成本可以降低。此外,通
过分步脉冲组成部分并将工作过程分成更小的工作区域,可以减少执行工作过程所需的移动量,从而进一步减小工作执行装置的尺寸、复杂性和成本。
[0070]
在图3的实例中,示出了六个工作站410。然而,在其他实例中,在示例性分步脉冲组装线400中包括多于或少于六个工作站410。虽然工作站410仅示出沿着部件的一侧,但是工作站可以沿着部件的两侧定位。另外,在一些实例中,图3所示的示例性分步脉冲组装线仅是分步脉冲组装线126的一部分。在一些这种实例中,分步脉冲组装线126包括示例性分步脉冲组装线400中的两个或更多个。
[0071]
在一些实例中,分步脉冲组装线400包括组装区域430,其中子部件404被构造为被组装以形成部件406。另外地或替代地,部件406进入被构造为不对组件执行工作的队列434。部件406通过工作站被分步脉冲,并且通过每个工作执行装置420对部件执行工作。在一些实例中,在一个或多个工作站410处将子组件部分204和/或基部部分202添加到部件406。在一些实例中,在退出工作站410之后,部件406进入另一个组装区域430,并且被组装到一起以成为新部件的子部件。
[0072]
在一些实例中,具有不同物理性质的组成部分200在同一分步脉冲组装线上向下脉冲,和/或工作站410对具有不同物理性质(诸如形状、几何形状、尺寸、重量、表面特征等中的一个或多个)的组成部分200执行工作。作为实例,部件406包括具有不同物理性质的第一部件407和第二部件408。作为一个这样的实例,第一部件407比第二部件408长,如图3所示。因此,在这种实例中,不同长度的组成部分沿同一分步脉冲组装线向下脉冲。
[0073]
另外地或替代地,图3示出在一些实例中,工作站410如何不全具有相同长度。在一些这样的实例中,工作站410的长度是另一个的长度的倍数。例如,在图3中,较长的工作站是其他工作站长度的两倍。然而,在其他实例中,工作站410的长度不是其他工作站的长度的精确整数倍(例如,两倍、三倍、四倍等)。在一些实例中,组成部分200的脉冲量等于工作站410中最短的工作站(即,最小工作站长度)。
[0074]
脉冲长度460是组成部分402在脉冲期间行进的距离。如上所述,本公开的分步脉冲组装线126中的脉冲长度小于组成部分的长度。由此,在图3的实例中,脉冲长度等于第一部件407的长度的三分之一和第二部件408的长度的一半。工作周期464是脉冲之间的持续时间,在该持续时间期间,组成部分402是静止的和/或工作被构造为对组成部分402执行。换言之,工作周期464是在脉冲的结束和后续脉冲的开始之间的持续时间。脉冲持续时间466是完成脉冲所花费的时间,即,将组成部分402移动整个脉冲长度至分步脉冲组装线126上的新位置所花费的时间。脉冲周期462等于整个分步脉冲循环:工作周期加上脉冲持续时间。
[0075]
在一些实例中,组成部分的长度是脉冲长度的整数倍。作为实例,组成部分200是脉冲长度的两倍、三倍、四倍、五倍、六倍、七倍、八倍、九倍、十倍、十一倍、十二倍、十三倍、十四倍、十五倍、十六倍、十七倍、十八倍、十九倍、和/或二十倍。由此,在这种实例中,脉冲长度等于组成部分200的长度的1/x,其中x是整数值。如上所述,在一些这样的实例中,脉冲长度等于工作站410中的最短工作站的长度(即,最小工作站长度),并且因此,工作站410的最短工作站也等于组成部分200的长度的1/x,其中x是整数值。
[0076]
在一些实例中,给定的工作过程(例如,钻孔)可以沿着组成部分的长度以规则的间隔以相同的方式执行。例如,可以在飞机蒙皮中每x米(例如,每1m)钻出y个竖直对准的孔
(例如,五个孔)。因此,在一些这种实例中,可以在飞机蒙皮中在一米间隔中钻出五个孔。在一些其他此类实例中,给定工作过程的规则间隔可等于脉冲长度。因此,在上述实例中,脉冲长度可以是一米,使得工作执行装置不必移动以在组成部分的下一区段上钻孔。在一些实例中,分步脉冲组装线上的工作站是基于它们执行的工作过程的规则间隔来选择的。在一些实例中,可以选择具有相同规则间隔和/或间隔的整数倍的工作站,使得脉冲长度不必改变和/或使得工作执行装置不必在脉冲之间横向移动那么多以在不同区段上执行工作过程。
[0077]
作为实例,组成部分可被构造为包括每x米的窗口、每x米的框架、以及每x/y米的一列竖直孔。第一工作站可被构造为切出窗口开口,第二工作站可被构造为安装框架,并且第三工作站可被构造为钻孔。在x=1米、y=2米且脉冲长度=0.5米的一些此类实例中,第三工作站在每一脉冲之后执行其工作过程(钻一列竖直孔)。然而,因为第一工作站和第二工作站的工作过程仅需要以1米间隔(等于两个脉冲长度)执行,所以第一工作站和第二工作站仅在每两个脉冲(每隔一个脉冲)之后执行它们的工作过程。在x=1米和y=2米但是脉冲长度=1米的另一这种实例中,第三工作站必须在每个脉冲之后钻两列竖直孔,并且第一工作站和第二工作站在每个脉冲之后执行一次它们的工作过程(切出窗口开口并安装框架)。
[0078]
然而,在其他实例中,x不是整数值,并且组成部分200的长度不等于脉冲长度的整数倍。
[0079]
图4至图6示意性地提供表示根据本公开的方法的说明性、非排他性实例的流程图。在图4至图6中,在虚线框中示出了一些步骤,指示此类步骤可以是可选的或者可对应于根据本公开的方法的可选版本。也就是说,并非所有根据本公开的方法都需要包括实线框中示出的步骤。图4至图6中示出的方法和步骤不是限制性的,并且其他方法和步骤在本公开的范围内,包括具有大于或小于所示出的步骤的数量的方法,如从本文的讨论所理解的。可以组合来自不同方法和/或不同附图的另外的步骤。
[0080]
图4至图6示出了根据本公开的示例性方法。具体地,图4示出了根据本公开的用于制造诸如飞机(例如,飞机300)的飞机组件(例如,飞机组件78)的方法500,图5示出了用于使组成部分(例如,组成部分200)沿分步脉冲组装线(例如,分步脉冲组装线126)向下分步脉冲的方法600,以及图6示出了用于设计和/或构造本公开的飞机制造系统(例如,飞机制造系统10)的方法700。本公开的该范围是包括来自多于方法500、方法600和/或方法700之一的步骤的方法,如从本文的讨论理解的。
[0081]
方法500包括在502处在同一地理区域中和/或在单独的组装线(例如,组装线120)上并行制造(或组装)飞机子组件(例如,第一飞机子组件38、第二飞机子组件58和/或第三飞机子组件98)。例如,在502处的制造可包括沿着第一组装线130向下移动第一飞机子组件38和其组成部分200中的一个或多个,并且沿着第二组装线132向下移动第二飞机子组件58和其组成部分200中的一个或多个,这些组装线可以是分步脉冲组装线,如本文中所讨论的。如上所述,在同一地理区域的制造包括在分隔最多3km、最多2km、最多1km、最多0.75km、最多0.5km、最多0.3km、最多0.2km、最多0.1km、最多75m、最多50m和/或最多25m的制造区(例如,制造区域12)中制造飞机子组件。因此,在这种实例中,502处的制造包括在不同的制造区中制造飞机子组件。作为一个这样的实例,制造包括在第一制造区(例如,第一制造区
20)中制造第一飞机子组件并且在第二制造区(例如,第二制造区40)中制造第二飞机子组件。在一些实例中,在单独的组装线上制造飞机子组件包括至少部分地在第一组装线(例如,第一组装线130)上制造第一飞机子组件和至少部分地在第二组装线(例如,第二组装线132)上制造第二飞机子组件。在一些此类实例中,第一组装线被包括在第一制造区中并且第二组装线被包括在第二制造区中。
[0082]
在502处制造飞机子组件包括以相同的速率制造飞机子组件,使得它们在大致相同的时间被生产和转移到第三制造区。当在第一组装线和第二组装线上制造第一飞机子组件和第二飞机子组件时,方法500可选地包括使第一组装线上的第一飞机子组件和第二组装线上的第二飞机子组件以相同的平均速度前进,以实现相同的生产速率并且在大致相同的时间将飞机子组件提供至第三制造区。
[0083]
如以上已经讨论的,在同一地理区域中制造组成部分减少了组装延迟并且增加了生产速率。具体地,通过在同一地理区域中制造组成部分,飞机子组件可以更同时(即,仅在时间上)和/或更可靠地被递送到总装设施(例如,第三制造区),从而使得组装能够更加及时和/或更频繁地开始。以这种方式,飞机组件的总装不受到不期望的延迟(例如,第三方制造商延迟、运送延迟等)。飞机组件的整个生产可以更流线化和一致,并且可以减少停机时间。
[0084]
在502处的制造可选地包括504处的至少部分地在分步脉冲组装线(例如,分步脉冲组装线126)上制造(或组装)飞机子组件。在一些这样的实例中,组装线包括分步脉冲组装线。图5中示出的方法600提供用于对飞机组件的组成部分(例如,组成部分200)进行分步脉冲的实例。由此,在一些实例中,方法600的至少一部分在方法500的504处执行。另外地或替代地,在502处的制造可选地包括在506处将基部部分(例如,基部部分202)提供到制造区。如上所述,在一些实例中,该提供包括通过运输装置(例如,运输装置100),诸如陆基车辆(例如,卡车、货车、公共汽车、火车),将基部部分递送到制造区。506处的将基部部分提供至制造区可包括将基部部分提供至组装线(例如,组装线120)和/或馈线(例如,馈线140)。如上所述,馈线包括将零件沿着馈线向下朝向组装线推进的驱动机构(例如,驱动机构122)。可选地,在512处,方法500包括在单独的建筑物(例如,建筑物14)中制造飞机子组件。作为实例,第一制造区和第二制造区被包括在物理上彼此分开的不同建筑物中,并且在这两个制造区中制造飞机子组件包括在不同建筑物中制造飞机子组件。
[0085]
在一些实例中,方法500包括在它们的最终取向上生产不同类型的组成部分和/或在该最终取向上将这些不同类型的组成部分递送到第三制造区。作为实例,第一组装线被构造成以最终左侧翼取向将左侧翼递送到第三制造区,并且以最终右侧翼取向将右侧翼递送到总装设施(例如,第三制造区)。左侧翼被构造成在最终左侧翼取向上联接到机身,并且右侧翼被构造成在最终右侧翼取向上联接到机身。以此方式,机翼可以不需要在第三制造区中和/或在将机翼转移至第三制造区时旋转或枢转。机翼可以在其最终取向上由第一制造区输出,这样使得在总装之前不需要进一步的操纵。
[0086]
方法500包括在520处的在同一地理区域中组合飞机子组件。作为实例,在520处的组合包括在第三制造区(例如,第三制造区60)中组装飞机子组件以形成飞机组件,第三制造区在与第一制造区和第二制造区相同的地理区域中。可选地,522处的组合包括将飞机子组件转移至第三制造区。作为实例,该转移包括经由一个或多个运输装置将飞机子组件从
第一制造区、第二制造区和/或第四制造区(例如,第四制造区80)中的一个或多个移动到第三制造区。仅作为一个这样的实例,并且如上文已经描述的,该转移包括用起重机将第一飞机子组件从第一制造区提升至第三制造区。
[0087]
在一些实例中,方法500可选地包括在524处沿着第三组装线(例如,第三组装线134)向下脉冲飞机子组件和/或飞机组件通过第三制造区。在一些这种实例中,脉冲包括以与504处描述的方式类似的方式分步脉冲飞机子组件和/或飞机组件。
[0088]
图5示出了用于分步脉冲飞机组件的一个或多个组成部分的方法600,并且因此方法600还可被描述为用于重复制造飞机的方法。方法600和/或其部分可用于在制造系统(例如,飞机制造系统10)中的各个位置处对飞机组件的组成部分进行分步脉冲。因此,虽然方法600可用于沿着主组装线(例如,组装线120)对组成部分进行分步脉冲,但是方法600可另外地或替代地用于沿着朝向主组装线的分支组装线(诸如子组件线)、沿着朝向主组装线的馈线(例如,馈送线140)和/或沿着朝向馈线的子馈线对组成部分进行分步脉冲。因此,分步脉冲组装线可被构造为对飞机组件(例如,飞机组件78)、飞机子组件(例如,第一飞机子组件38、第二飞机子组件58等)和/或其子部件、子结构和组成部分进行脉冲。此外,方法600可用于在总装区(例如,第三制造区60)中分步脉冲飞机组件和/或飞机子组件。
[0089]
在602处,方法600可选地包括将一个或多个组成部分(例如,子部件404、基部部分202和/或子组件部分204)放置在相同的和/或不同的分步脉冲组装线上。在604处,方法600包括将一个或多个组成部分沿相同的和/或不同的分步脉冲组装线向下分步脉冲。在一些实例中,分步脉冲包括用驱动机构(例如,驱动机构122)推进一个或多个组成部分。分步脉冲包括周期性地使一个或多个组成部分沿组装线向下脉冲(对一个或多个组成部分进行脉冲并且然后在再次使一个或多个组成部分脉冲之前等待一段时间)小于一个或多个组成部分的长度。脉冲本身包括在单个脉冲期间推进、平移、和/或以其他方式使一个或多个组成部分沿组装线向下移动小于一个或多个组成部分的长度。等待一段时间包括等待一时间间隔。在一些实例中,时间间隔包括对一个或多个组成部分完成工作过程所需的时间量。
[0090]
可选地在605处,分步脉冲包括向下沿同一组装线或馈线连续地分步脉冲(即,移动)不同类型的组成部分和/或在同一组装线或馈线上连续地生产不同类型的组成部分。如下面更详细讨论的,可以确定不同类型的部件共享足够的相似性和/或它们的工作过程共享足够的相似性,即,可沿同一组装线或馈线连续向下脉冲不同类型的部件和/或在同一组装线或馈线上生产不同类型的部件。在一些实例中,不同的飞机子组件前体可沿同一组装线向下脉冲。作为实例,可沿同一组装线或馈线向下脉冲左翼和右翼和/或其组成部分(诸如左翼和右翼的前体)和/或在同一组装线或馈线上连续生产左翼和右翼和/或其组成部分(诸如左翼和右翼的前体)。作为另一个实例,可沿着同一组装线或馈线向下脉冲机身的不同区段和/或其组成部分和/或在同一组装线或馈线上连续生产机身的不同区段和/或其组成部分。
[0091]
不同类型的部件在结构上、功能上和/或物理上(例如,在形状、几何形状、尺寸等方面)彼此不同。作为实例,左翼和右翼是不同类型的部件,因为它们的几何形状不同(即,彼此的镜像)。作为另一实例,机身的不同区段(例如,前主舱室部分308与后主舱室部分314)是不同类型的部件,因为它们可以具有不同的形状、尺寸(例如,长度),可包括不同数量的窗口和/或不同的窗口位置等。因此,在一些实例中,给定的组装线生产两种不同类型
的组成部分。
[0092]
通过在同一生产线(组装线或馈线)上生产和/或脉冲不同类型的部件,可利用同一工作执行装置来生产不同类型的部件。这减少了生产飞机组件所需的工人、机器人、机器和/或工具的数量,并因此降低了飞机制造系统的成本。另外,即使在可能需要不同的工具来生产不同类型的部件的情况下,仍然可以利用相同的工人来生产不同类型的部件,这降低了成本。在606处,方法600包括在一个或多个组成部分的不同区段上同时执行不同的工作过程。执行不同的工作过程包括以下各项中的一项或多项:利用不同的工作执行装置(例如,工作执行装置420)来执行该工作、执行不同类型的工作(例如,钻孔、喷漆、层压、烧蚀、附接组成部分等)、和/或在给定组成部分的同一区段的不同区域上执行工作。具体地,在一个或多个组成部分的不同区段上执行不同的工作过程包括在不同的工作站(例如,工作站410)处执行不同的工作过程。在这样的实例中,两个或更多个工作站被构造为同时对给定组成部分执行不同类型的工作。此外,两个或更多个工作站被构造为足够靠近在一起,使得给定的组成部分同时占据两个或更多个工作站。由此,方法600的分步脉冲包括利用一个或多个组成部分中的至少一个同时占用至少两个工作站和/或在至少两个或更多个工作站处同时对一个或多个组成部分中的至少一个执行工作。
[0093]
通过分步脉冲一个或多个组成部分并且同时对一个或多个组成部分执行不同的工作过程,可以增加并行处理,并且可以减少生产效率低下。具体地,可以在任何给定时间在一个或多个组成部分上执行更多工作。此外,将一个或多个组成部分分解成分步区段减少了工作执行装置完成工作过程所需的移动量。这种减少的移动也增加了生产效率。
[0094]
对一个或多个组成部分执行工作可选地包括:在608处从一个或多个组成部分移除材料,在610处向一个或多个组成部分添加材料,和/或在612处处理、清洁、固化、和/或以其他方式将一个或多个组成部分暴露于外部刺激(例如,压力变化、温度变化、电磁辐射等)。在一些实例中,在610处向一个或多个组成部分添加材料包括将基部部分(例如,基部部分202)和/或子组件部分(例如,子组件部分204)联接到一个或多个组成部分。具体地,基部部分和/或子组件部分可联接至飞机子组件前体(例如,飞机子组件前体206)。在一些实例中,如以上在图4的方法500的描述中所讨论的,经由一个或多个馈线将基部部分和/或子组件部分引入到分步脉冲组装线。可选地,在611处,添加材料包括将零件(例如,基部部分)从一个或多个馈线添加到一个或多个组成部分。
[0095]
可选地,在614处,方法600包括从分步脉冲组装线移除一个或多个组成部分,和/或在615处将不同的组装线(例如,两个或更多个分步脉冲组装线)合并在一起。合并不同的组装线可包括将不同的组装线结合以形成共同组装线。另外地或替代地,该合并可包括将分支组装线和/或子组装线与主组装线结合。
[0096]
可选地在616处,方法600包括将一个或多个组成部分组合以形成组成部分组件。在一些实例中,在616处组合一个或多个组成部分包括将一个或多个组成部分联接在一起。作为一个实例,该组合可包括在主组装线上将基部部分和/或子组件部分与飞机子组件前体组合。这种联接是通过使用紧固件、粘合剂、和/或其他联接机构来实现的。在一些实例中,方法600包括以下中的一个或多个:将组成部分组件放回(一个或多个)组装线上,将组成部分组件沿(一个或多个)组装线向下分步脉冲,和/或将组成部分组件沿共同组装线向下分步脉冲。
[0097]
因此,方法600可包括将组成部分组装、联接和/或以其他方式组合在一起。在一些实例中,这可以通过取组装线的组成部分、将它们组合、并且然后将它们放回同一组装线上或将它们放在不同的组装线上来完成。在其他实例中,这种组装、联接和/或以其他方式组合可以在组装线上执行,而不必将组成部分从组装线上取下。在另外的实例中,来自第一组装线(例如,馈线140)的组成部分可被转移到第二组装线(例如,组装线120)并且在第二组装线上与来自第二组装线的零件组装、联接和/或以其他方式组合。作为实例,当组成部分将被附接至诸如飞机子组件前体的大型基部结构时(例如,当机翼襟翼将被附接至机翼的其余部分时),较小的子馈组装线可以与较大的主组装线合并。在一些实例中,第一组件可与第二组装线合并和/或结合,使得组成部分可以经由第一组装线的输送机构被转移至第二组装线。
[0098]
以这种方式,飞机子组件可至少部分地通过使飞机子组件和/或其组成部分中的一个或多个沿一个或多个组装线和/或馈线向下分步脉冲而由基部部分制造。
[0099]
图6示出了用于设计和/或构造包括分步脉冲组装线的本公开的飞机制造系统的方法700。在702处,方法700包括基于飞机组件(例如,飞机组件78)的产距时间(takt time)和组成部分的数量中的一个或多个来确定和/或反算组成部分生产速率(即,产距时间)。飞机组装产距时间是客户要求的生产速率(例如,每单位时间的飞机组件的数量),这实际上是生产飞机组件的生产率或频率。例如,当飞机组件中的一个(例如,飞机300)每四个小时生产以满足客户需求时,飞机组件的产距时间为四个小时。基于飞机组件的产距时间,基于每种类型的组成部分的数量反算用于飞机组件的每个类型的组成部分的产距时间。具体地,在一些实例中,从部件到子部件向后迭代地执行反向计算,直到计算出所有组成部分的产距时间。部件包括的子部件越多,子部件的产距时间越短。即,当部件包括两个或更多个子部件时,子部件具有比部件的产距时间更短的产距时间以维持部件的产距时间。继续上面的飞机组件实例,因为飞机组件包括两个机翼(左侧翼和右侧翼),所以机翼的产距时间必须小于飞机组件的产距时间,以保持飞机组件的产距时间,因为机翼比飞机组件更多(例如,必须每两个小时递送机翼到总装,使得每四个小时递送完整的一组两个机翼)。
[0100]
在703处,方法700包括确定飞机制造系统中要包括多少组装线(例如,分步脉冲组装线)。在703处的确定可基于在组装线上制造组成部分的可行性、待生产的组成部分的数量、待生产的组成部分之间的相似度、和/或将要对待生产的组成部分执行的工作过程中的相似度。组装线的数量可能受到使用组装线制造实际上可行的组成部分的数量的影响。作为实例,由于第三飞机子组件的独特的物理特性(几何形状、形状、尺寸、表面特征等)和/或由于待在第三飞机子组件和/或其组成部分上执行的独特的工作过程,在组装线上制造第三飞机子组件可能是不可行的。因此,第三飞机子组件可在固定隔间(例如,固定隔间84)中制造并且不能在组装线上制造。
[0101]
另外地或替代地,包括在飞机制造系统中的组装线的数量可能受到生产的组成部分的数量的影响。作为实例,由于在组装线上制造第一飞机子组件和第二飞机子组件两者是可行的,所以可包括至少两个组装线,一个组装线(例如,第一组装线130)用于制造第一飞机子组件,并且另一个组装线(例如,第二组装线132)用于制造第二飞机子组件。
[0102]
另外地或替代地,包括在飞机制造系统中的组装线的数量可能受到待生产的组成部分之间的相似度和/或待在待生产的组成部分上执行的工作过程中的相似性的量的影
响。这是因为在一些实例中,可以在同一组装线上制造在其物理特性和/或其待执行的工作过程方面足够相似的组成部分。如下面在步骤707所述,例如,左侧翼和右侧翼可均在同一组装线(例如,第一组装线130)上生产。作为另一实例,机身的不同区段可能足够相似,使得它们可以在同一组装线(例如,第二组装线132)上生产。因此,在一些实例中,飞机制造系统包括两个组装线,其中,每个组装线被构造为生产飞机的两个或更多个不同类型的组成部分。以这种方式,当更多的组成部分可以在同一组装线上制造时,飞机制造系统中可能包括更少的组装线。
[0103]
在704处,方法700包括基于以下生产线参数中的一个或多个确定飞机制造系统的分步脉冲组装线的线长度。作为实例,在706处,方法700可选地包括基于组成部分是串行生产还是并行生产来确定生产线长度。具体地,当在分开的生产线上平行地生产组成部分时,生产线长度比较短。作为实例,第一制造区和第二制造区的分步脉冲组装线彼此平行并且因此具有比它们彼此串行时更短的总线长度。
[0104]
在一些实例中,方法700可选地包括在706处的确定是否在同一组装线(串行)上生产不同的组成部分或在707处的在不同的组装线(并行)上生产不同的组成部分。在一些实例中,该确定至少基于组成部分之间的相似度(例如,尺寸、形状、几何形状和/或其他物理特性的相似性)和/或将对组成部分执行的工作过程的相似度(例如,待钻的孔、喷漆、固化、紧固、组成部分的组装等)。
[0105]
作为实例,左侧翼(例如,左翼322)和右侧翼(例如,右翼324)在同一组装线上生产,在一些实例中,至少出于在两个机翼上执行相同和/或相似的工作过程的原因和/或因为机翼的物理性质(例如,尺寸、形状等)彼此足够相似以在同一组装线上制造。在一些此类实例中,两个机翼均在第一制造区的第一组装线上生产。作为另一个实例,飞机组件的机身的前主舱室部分(例如,机身302的前主舱室部分308)和机身的后主舱室部分(例如,后主舱室部分314)在同一组装线上生产,在一些实例中,至少出于在机身段上执行相同和/或相似的工作过程的原因和/或因为机身段的物理性质(例如,尺寸、形状、颜色等)彼此足够相似以在同一组装线上制造。具体地,在一些实例中,机身段具有相同和/或相似的半圆柱形形状。在一些这种实例中,两个机身段均在第二制造区的第二组装线上生产。作为又一实例,在一些实例中,机身的机尾部分(例如,机尾部分316)包括两个截头圆锥形区段。在一些这种实例中,由于它们的形状相似,这两个机身段附加地或替代地在同一组装线上串行地制造。另外或替代地,707处的确定是基于产距时间。具体地,在一些实例中,在相同的生产线上串行地处理构成部分可能比在不同的生产线上并行处理构成部分花费更多的时间。在一些这种实例中,组成部分可能需要在分开的生产线上并行地处理以便满足产距时间。
[0106]
另外地或替代地,在707处的确定基于沿着组成部分长度的工作过程的间隔。如上所述,给定工作过程可通过在经过工作站的区段中分步脉冲组成部分而在给定工作站处对组成部分的不同部分重复地执行。具体地,当组成部分的不同区段分步脉冲经过工作站时,工作过程可以沿着组成部分的长度以规则的间隔执行(例如,可以沿着机身蒙皮每x米安装窗口)。在一些这种实例中,规则间隔等于脉冲长度。在这种实例中,当工作过程的规则间隔与组装线的脉冲长度(以及组装线上的其他工作过程的规则间隔)相等、是其整数倍和/或1/x分数时,可以与组装线上的其他工作站串行执行工作过程。
[0107]
以这种方式,不同的工作过程在同一组装线上沿着组成部分的长度可以类似地整
除,使得工作过程沿着组成部分的长度执行的规则间隔彼此相等,是彼此的整数倍,和/或是彼此的1/x分数。如果工作过程不能被分成与组装线的其他工作过程和/或脉冲长度的规则间隔相等、是其整数倍和/或1/x分数的规则间隔,则工作过程可能需要在不同的组装线和/或具有不同脉冲长度和/或频率的组装线的不同区段上执行。
[0108]
因此,在707处确定是否可以一起串行地(在同一组装线的相同部分上)执行工作过程可基于工作过程沿待加工组成部分长度的可分割性的相似性。具体地,确定是否可以在同一组装线的同一部分上一起串行地执行工作过程(即,工作站是否可以在组装线上彼此相邻)可基于是否可以沿着组成部分的长度以规则的间隔执行工作过程,规则间隔彼此相等、是彼此的整数倍和/或1/x分数。
[0109]
另外地或替代地,在704处的确定基于子部件沿分步脉冲组装线向下脉冲的物理特性。作为实例,方法700可选地包括基于以下各项中的一项或多项来确定生产线长度:在708处的子部件零件长度、在709处的部件中的子部件的数量、在710处的生产线上串行的相邻子部件之间的间隙的尺寸、和/或在712处的生产线上串行的子部件之间的间隙的数量。具体地,当子部件越长时,生产线长度越长,在生产线上串行的子部件越多,在生产线上串行的子部件之间的间隙越多,和/或这些间隙的尺寸越大。
[0110]
另外地或替代地,在704处基于工作站来确定线长度。作为实例,方法700可选地包括基于714处的工作站的尺寸、716处的工作站的数量和/或718处的工作站之间的间隙的数量和/或尺寸中的一个或多个来确定线长度。当存在越多的工作站时、当工作站越大(例如,越宽)时、和/或当工作站之间存在越多和/或越大的间隙时,生产线长度越长,因为越多和/或越大的工作站和/或间隙增加了组成部分必须行进以穿过分步脉冲组装线上的所有工作站的距离。
[0111]
在一些实例中,工作站的尺寸、工作站的数量和/或工作站之间的间隙的数量和/或尺寸基于组成部分的可分割性和/或工作空间约束条件来确定。作为实例,当组成部分可分成更多区段时,可沿组成部分的长度挤压以同时对组成部分执行工作的工作站的数量增加。然而,可同时对组成部分执行工作的工作站的数量受到工作执行装置的物理尺寸的限制。即,工作执行装置可限制工作站可以收缩的量以适应更多的工作站,并且在一些实例中,工作站可以不小于工作执行装置的尺寸。
[0112]
组成部分到较小部分的可分割性是基于以下一个或多个来确定的:组成部分沿着组成部分的长度的物理特性的相似度(其中要对组成部分沿着组成部分的长度(即,在组成部分上待执行工作处理的位置)执行工作处理)和/或工作处理沿着组成部分的长度的可重复性(即,在待对组成部分沿着组成部分的长度执行的给定工作工程的相似度)。例如,组成部分可被分解成越来越短的区段,直到给定过程(例如,钻孔)在组成部分的不同区段处变得过于不同,从而使得在所有区段处串行执行该过程是不切实际的(例如,工作过程在每个区段处不再是可重复的)。因此,在704处的确定可选地包括确定组成部分可被分解成的最小共同区段长度,同时仍然保持组成部分的区段之间足够的相似性,以便对组成部分的所有区段连续执行相同的工作过程。
[0113]
如先前所讨论的,减小工作站大小可至少出于其可减小由工人处理的工作执行装置的尺寸和/或减少工人为了执行工作过程而需要移动的量的原因而增加工人的安全性。此外,增加对组成部分同时执行工作的工作站的数量可增加零件的并行处理和/或增加生
产效率,因为执行工作过程可能需要较少的移动。
[0114]
在720处,方法700包括确定平均线速度。确定平均线速度基于产距时间。具体地,在一些实例中,平均线速度是满足产距时间所需的平均线速度。在一些这种实例中,确定平均线速度考虑计划的工人休息、工作执行装置在工作站的维护、组装线中的间隙(例如,诸如不同子部件被组装到部件中的组装区域(例如,组装区域430)处的间隙)、和/或零件的并行与串行处理。具体地,零件在组装线中的这些间隙/间断处的串行处理可能产生瓶颈,该瓶颈使组装线的平均线速度的增加成为必要。
[0115]
通过将工人休息、维护和/或线中不执行工作过程的其他计划间隙考虑在内,线可继续移动,尽管对线上的一个或多个组成部分不执行工作。通过保持线路分步脉冲基本上连续和/或更规律地对生产线上的组成部分进行脉冲,可以更容易地识别未完成的工作过程,因为连续脉冲线中的停滞更可见(即,停滞下游的部件可继续移动,而停滞上游的部件可能停止,从而提供停滞发生在何处的可见指示)。以此方式,工作站故障可以比常规制造方法更容易且易于被识别和校正,在常规制造方法中,组成部分不是有规律地脉冲的,或者是有规律地脉冲但以更长的时间间隔脉冲的。在一些实例中,可在工作过程之间创建短时间缓冲区以适应工作过程中的轻微延迟。然而,对于较长的延迟,生产线移动可使停滞的上游停止,从而允许监督者容易地识别并补救停滞。
[0116]
在722处,方法700包括基于最小工作站长度和/或组成部分的最小区段长度中的一个或多个来确定脉冲长度。如以上在704讨论的,最小工作站长度可受工作执行装置的物理尺寸和/或工作执行装置之间所需的间隔限制。组成部分的最小区段长度可基于工作过程沿着组成部分的长度的可分割性(即,给定的工作过程可以以相同或基本相同的方式在组成部分的长度上有多少规则间隔)来确定。进而,可以基于组成部分沿着组成部分(组成部分的不同区段)的长度的均匀性和/或将要在组成部分的长度上执行的工作过程的均匀性来确定工作过程的可分割性。如上所述,组成部分可被分解为相等长度的区段,并且可通过以恒定脉冲长度和/或频率使组成部分脉冲通过工作站来对组成部分的每个区段重复执行相同和/或相似的工作过程。因此,该脉冲长度可等于组成部分的每个区段的长度,是其整数倍和/或1/x分数。以此方式,可在组成部分的长度上以规则的间隔以相同和/或类似的方式重复地执行该工作过程。
[0117]
另外地或替代地,脉冲长度等于最小工作站长度和/或其整数倍。因此,在这种实例中,对组成部分进行的脉冲不小于最小工作站的长度和/或不小于组成部分的最短区段。
[0118]
在一些实例中,脉冲长度是基于工作过程在组成部分的长度上的可分割性来确定的。
[0119]
在724处,方法700包括基于平均线速度、线长度和/或脉冲长度中的一个或多个确定脉冲频率。具体地,脉冲频率可以是在给定线长度和脉冲长度的情况下实现平均线速度所需的频率。具体地,线长度可除以平均线速度以提供总的线时间。线长度可除以脉冲长度以确定生产线上的脉冲数量。脉冲数除以总线时间提供脉冲频率(即,每单位时间的脉冲数)。然后,脉冲周期(例如,脉冲周期462)是每个脉冲之间的时间周期,并且可包括在其期间对组成部分执行工作的工作周期和对组成部分进行脉冲花费的时间(例如,脉冲持续时间466)两者。
[0120]
在726处,方法700可选地包括基于以上说明中的一个或多个(例如,线长度、脉冲
长度、脉冲频率等)来构建组装线。
[0121]
在以下列举的段落中描述根据本公开的发明主题的说明性、非排他性实例:
[0122]
a.一种用于重复制造飞机组件的飞机制造系统,其中,每个飞机组件至少包括第一飞机子组件和第二飞机子组件,飞机制造系统包括:
[0123]
第一制造区,被构造为重复制造第一飞机子组件;
[0124]
第二制造区,被构造为重复制造第二飞机子组件;以及
[0125]
第三制造区,被构造为从第一制造区接收第一飞机子组件,从第二制造区接收第二飞机子组件,并且将第一飞机子组件和第二飞机子组件重复地组装到飞机组件中。
[0126]
a1.根据段落a所述的飞机制造系统,其中:
[0127]
飞机组件是飞机;
[0128]
第一飞机子组件是机翼;并且
[0129]
所述第二飞机组件是机身段。
[0130]
a1.1.根据段落a1所述的飞机制造系统,其中,机身段包括机身的主舱室部分。
[0131]
a2.根据段落a至a1.1中任一段落所述的飞机制造系统,其中,第一制造区和第二制造区基本上彼此平行,使得第一制造区内的第一飞机子组件的总流动方向基本上平行于第二制造区内的第二飞机子组件的总流动方向。
[0132]
a3.根据段落a至a2中任一段落所述的飞机制造系统,其中,第一制造区包括第一组装线,并且其中,第二制造区包括第二组装线。
[0133]
a3.1.根据段落a3所述的飞机制造系统,其中,第一组装线和第二组装线均包括输送机系统,并且其中,第一组装线的输送机系统被构造为在第一制造区内沿着第一组装线推进第一飞机子组件,并且其中,第二组装线的输送机系统被构造为在第二制造区内沿着第二组装线推进第二飞机子组件。
[0134]
a3.2.根据段落a3至a3.1中任一段落所述的飞机制造系统,其中,第一组装线和第二组装线包括在其中对飞机组件的组成部分执行工作的工作站,并且其中,在相邻的工作站处执行的工作过程是不同的。
[0135]
a3.2.1.根据段落a3.2所述的飞机制造系统,其中,相邻的工作站包括不同的机器人、不同的机器和/或不同的制造人员。
[0136]
a3.2.2.根据段落a3.2至a3.2.1中任一段落所述的飞机制造系统,其中,工作站比第一飞机子组件和第二飞机子组件短,使得工作站中的两个或更多个工作站同时在同一子组件上执行工作。
[0137]
a3.2.3.根据段落a3.2.2所述的飞机制造系统,其中,工作站的长度是不一致的。
[0138]
a3.2.4.根据段落a3.2至a3.2.3中任一段落所述的飞机制造系统,其中,第一组装线的每个工作站执行独特类型的工作过程,和/或其中,第二组装线的每个工作站执行独特类型的工作过程。
[0139]
a3.2.5.根据段落a3.2至a3.2.3中任一段落所述的飞机制造系统,其中,第一组装线的每个工作站都执行一个工作过程,和/或其中,第二组装线的每个工作站都执行一个工作过程。
[0140]
a3.3.根据段落a3.1至a3.2.3中任一段落所述的飞机制造系统,其中,第一制造区的输送机系统被构造为沿着第一组装线向前对第一飞机子组件进行分步脉冲,并且其中,
第二制造区的输送机系统被构造为沿着第二组装线向前对第二飞机子组件进行分步脉冲。
[0141]
a3.3.1.根据段落a3.3所述的飞机制造系统,当从属于段落a3.2至a3.2.3中任一段落时,其中,第一制造区的输送机系统被构造为在每个脉冲期间使第一飞机子组件前进至多工作站的最小长度,并且其中,第二制造区的输送机系统被构造为在每个脉冲期间使第二飞机子组件前进至多工作站的最小长度。
[0142]
a3.4.根据段落a3至a3.3.1中任一段落所述的飞机制造系统,其中,第一飞机子组件包括左侧翼和右侧翼两者。
[0143]
a3.4.1.根据段落a3.4所述的飞机制造系统,其中,第一组装线被构造为将处于最终左侧翼取向上的左侧翼递送到第三制造区,并且将处于最终右侧翼取向上的右侧翼递送到第三制造区。
[0144]
a3.4.1.1.根据段落a3.4所述的飞机制造系统,其中,左侧翼被构造为在最终左侧翼取向上联接至机身,并且其中,右侧翼被构造为在最终右侧翼取向上联接至机身。
[0145]
a4.根据段落a3.1至a3.2.1中任一段落所述的飞机制造系统,其中,第一制造区和第二制造区包括被构造为允许组成部分被递送到工作站的门口。
[0146]
a4.1.根据段落a4所述的飞机制造系统,其中,第一制造区和第二制造区包括馈线,馈线被构造为进行以下操作中的一个或多个:将组成部分定向在期望的取向上,以及使组成部分远离门口和/或朝向第一组装线或第二组装线前进。
[0147]
a5.根据段落a至a4中任一段落所述的飞机制造系统,其中,第一制造区和第二制造区彼此分开至多三千米(km)。
[0148]
a5.1.根据段落a5所述的飞机制造系统,其中,第一制造区和第二制造区彼此分开至少10米(m)。
[0149]
a6.根据段落a至a5中任一段落所述的飞机制造系统,其中,第三制造区物理地连接至第一制造区和第二制造区。
[0150]
a7.根据段落a至a6中任一段落所述的飞机制造系统,其中,第三制造区与第一制造区和第二制造区中的至少一个物理地分离。
[0151]
a7.1.根据段落a7所述的飞机制造系统,其中,第三制造区与第二制造区物理地分离。
[0152]
a7.1.1.根据段落a7.1所述的飞机制造系统,其中,第三制造区与第二制造区分开至少5米并且最多三千米。
[0153]
a7.2.根据段落a7所述的飞机制造系统,其中,第三制造区与第一制造区物理地分离。
[0154]
a7.2.1.根据段落a7.2所述的飞机制造系统,其中,第三制造区与第一制造区分开至少5米并且最多三千米。
[0155]
a7.3.根据段落a7至a7.2.1中任一段落所述的飞机制造系统,还包括沿着第一制造区、第二制造区和第三制造区中的一个或多个的周边的至少一部分延伸的递送通路,其中递送通路被构造为允许机动车辆在第一制造区、第二制造区和第三制造区中的一个或多个的至少一部分周围行进。
[0156]
a7.3.1.根据段落a7.3所述的飞机制造系统,当从属于段落a4至a4.1中的任一段落时,其中,递送通路被构造为允许机动车辆将组成部分递送至第一制造区和/或第二制造
区的门口。
[0157]
a8.根据段落a至a7.2中任一段落所述的飞机制造系统,还包括升降机构,升降机构被构造为将第一飞机子组件从第一制造区提升至第三制造区。
[0158]
a8.1.根据段落a8所述的飞机制造系统,其中,升降机构包括起重机。
[0159]
a8.2.根据段落a8.2所述的飞机制造系统,当从属于段落a7.3至a7.3.1中的任一段落时,其中,递送通路中的一个或多个在升降机构下方延伸。
[0160]
a8.3.根据段落a8至a8.2中任一段落所述的飞机制造系统,当从属于段落a3.4.1至a3.4.1.1时,其中,升降机构被构造为在最终左侧取向上从第一制造区接收左侧翼并且在最终左侧取向上将左侧翼递送至第三制造区,并且被构造为在最终右侧取向上从第一制造区接收右侧翼并且在最终右侧取向上将右侧翼递送至第三制造区。
[0161]
a9.根据段落a至a8.3中任一段落所述的飞机制造系统,还包括被构造为重复制造第三飞机子组件的第四制造区。
[0162]
a9.1.根据段落a9所述的飞机制造系统,其中,第三飞机子组件包括机身的驾驶舱部分、机身的尾翼部分和机身的中间区段中的一个或多个,其中,机身的中间区段包括机翼盒和机翼上机身部分中的一个或多个。
[0163]
a9.2.根据段落a9至a9.1中任一段落所述的飞机制造系统,其中,第三制造区还被构造为从第四制造区接收第三飞机子组件,并且将第三飞机子组件与第一飞机子组件和第二飞机子组件重复地组装到飞机组件中。
[0164]
a9.3.根据段落a9至a9.2中任一段落所述的飞机制造系统,其中,第四制造区位于第一制造区与第二制造区之间。
[0165]
a9.4.根据段落a9至a9.3中任一段落所述的飞机制造系统,其中,第四制造区包括机库隔间,机库隔间被构造为在第三飞机子组件的组装和制造期间容纳第三飞机子组件中的每一个。
[0166]
a9.5.根据段落a9至a9.4中任一段落所述的飞机制造系统,其中,第四制造区包括门口,门口构造成允许将组成部分递送至机库隔间。
[0167]
a9.6.根据段落a9.5所述的飞机制造系统,其中,第四制造区包括将组成部分定向在期望的取向上的馈线。
[0168]
a9.7.根据段落a9至a9.6中任一段落所述的飞机制造系统,其中,第四制造区与第一制造区和第二制造区大致平行,使得第三飞机子组件的总流动方向与第一飞机子组件的总流动方向和第二飞机子组件的总流动方向大致平行。
[0169]
a9.8.根据段落a9至a9.7中任一段落所述的飞机制造系统,其中,第四制造区物理地连接至第三制造区。
[0170]
a9.9.根据段落a9至a9.7中任一段落所述的飞机制造系统,其中,第四制造区与第三制造区物理地分离。
[0171]
a9.9.1.根据段落a9.9所述的飞机制造系统,其中,第三制造区与第四制造区分开至少5米。
[0172]
a9.10.根据段落a9至a9.9.1中任一段落所述的飞机制造系统,当从属于段落a7.3至a7.3.1中任一段落时,其中,递送通路围绕第四制造区的周边的至少一部分延伸,并且其中,递送通路被构造为允许机动车辆围绕第四制造区的周边的至少一部分行进。
[0173]
a.9.10.1.根据段落a9.10所述的飞机制造系统,其中,递送通路被构造成允许机动车辆将组成部分递送到第四制造区的门口。
[0174]
a9.11.根据段落a9至a9.10.1中任一段落所述的飞机制造系统,还包括一个或多个运输装置,一个或多个运输装置被构造成将组成部分运输到一个或多个制造区、从一个或多个制造区运输组成部分和/或在一个或多个制造区之间运输组成部分。
[0175]
a9.11.1.根据段落a9.11所述的飞机制造系统,当从属于段落a8至a8.2中任一段落时,其中,一个或多个运输装置包括升降机构。
[0176]
a9.11.2.根据段落a9.11至a9.11.1中任一段落所述的飞机制造系统,其中,一个或多个运输装置包括升降机构、输送机系统和穿梭机中的一个或多个。
[0177]
a9.11.3.根据段落a9.11.2所述的飞机制造系统,其中,穿梭机包括机动车辆。
[0178]
a9.11.4.根据段落a9.11至a9.11.2中任一段落所述的飞机制造系统,其中,一个或多个运输装置包括第一运输装置和第二运输装置,第一运输装置被构造为在第一制造区和第三制造区之间转移第一飞机子组件,第二运输装置被构造为在第二制造区和第三制造区之间转移第二飞机子组件。
[0179]
a9.11.5.根据段落a9.11.4所述的飞机制造系统,当从属于段落a8至a8.2中任一段落时,其中,第一运输装置包括升降机构。
[0180]
a9.11.6.根据段落a9.11至a9.11.5中任一段落所述的飞机制造系统,当从属于段落a9至a9.10中任一段落时,其中,一个或多个运输装置包括第三运输装置,第三运输装置被构造为在第四制造区和第三制造区之间转移第三飞机子组件中的一个或多个。
[0181]
a9.11.7.根据段落a9.11至a9.11.6中任一段落所述的飞机制造系统,当从属于段落a9至a9.10中任一段落时,其中,一个或多个运输装置包括第四运输装置,第四运输装置被构造为在第四制造区和第二制造区之间转移第三飞机子组件中的一个或多个。
[0182]
b.一种用于重复制造飞机组件的方法,所述方法包括:
[0183]
在共同地理区域的单独的组装线上并行组装第一飞机子组件和第二飞机子组件;
[0184]
将第一飞机子组件和第二飞机子组件转移至位于同一共同地理区域中的总装设施。
[0185]
b1.根据段落b所述的方法,其中,第一飞机子组件是飞机机翼,并且其中,第二飞机子组件是飞机机身的部分。
[0186]
b2.根据段落b1所述的方法,其中,并行组装第一飞机子组件和第二飞机子组件包括在时间上和/或空间上并行组装第一飞机子组件和第二飞机子组件。
[0187]
b3.根据段落b1和b2中任一段落所述的方法,其中,在单独的组装线上并行组装第一飞机子组件和第二飞机子组件包括沿着第一组装线向下移动第一飞机子组件和/或其组成部分并且沿着第二组装线向下移动第二飞机子组件和/或其组成部分。
[0188]
b3.1.根据段落b3所述的方法,其中,在共同地理区域的单独的组装线上并行组装第一飞机子组件和第二飞机子组件包括以下中的一个或多个:沿着第一组装线向下连续地移动第一飞机子组件的不同部件以及沿着第二组装线向下连续地移动第二飞机子组件的不同部件。
[0189]
b3.1.1.根据段落b3.1所述的方法,其中,沿着第一组装线向下连续地移动第一飞机子组件的不同部件包括沿着第一组装线向下连续地移动右侧翼和左侧翼两者和/或其组
成部分。
[0190]
b3.2.根据段落b3至b3.1.1中任一段落所述的方法,其中,沿着第一组装线向下移动第一飞机子组件和/或其组成部分包括沿着第一组装线向下对第一飞机子组件和/或其组成部分进行分步脉冲,并且其中,沿着第二组装线向下移动第二飞机子组件和/或其组成部分包括沿着第二组装线向下对第二飞机子组件和/或其组成部分进行分步脉冲。
[0191]
b3.3.根据段落b3至b3.2中任一段落所述的方法,其中,沿着第一组装线向下移动第一飞机子组件和/或其组成部分并沿着第二组装线向下移动第二飞机子组件和/或其组成部分包括使第一飞机子组件和/或其组成部分以及第二飞机子组件和/或其组成部分在平行的总流动方向上前进。
[0192]
b3.4.根据段落b3至b3.3中任一段落所述的方法,其中,沿着第一组装线向下移动第一飞机子组件和/或其组成部分以及沿着第二组装线向下移动第二飞机子组件和/或其组成部分包括:以共同的平均速度分别沿着第一组装线和第二组装线向下移动第一飞机子组件和/或其组成部分以及第二飞机子组件和/或其组成部分。
[0193]
b3.4.1.根据段落b3.4所述的方法,当从属于段落b3.2时,其中,以共同的平均速度分别沿着第一组装线和第二组装线向下移动第一飞机子组件和/或其组成部分以及第二飞机子组件和/或其组成部分包括:以共同的平均速度对第一飞机子组件和/或其组成部分以及第二飞机子组件和/或其组成部分进行分步脉冲。
[0194]
b4.根据段落b至b3.3中任一段落的方法,其中,将第一飞机子组件转移至总装设施包括将第一飞机子组件提升至总装设施。
[0195]
b5.根据段落b至b3中任一段落所述的方法,其中,将第一飞机子组件转移至总装设施包括将第一飞机子组件转移最多1千米。
[0196]
b6.根据段落b至b5中任一段落所述的方法,还包括沿着一个或多个馈线将组成部分分别馈送至第一组装线和/或第二组装线上的不同位置。
[0197]
b6.1.根据段落b6所述的方法,其中,馈送组成部分包括定向组成部分,并且使组成部分朝向第一组装线和第二组装线中的一个或多个前进。
[0198]
b6.2.根据段落b6至b6.1中任一段落所述的方法,其中,组装第一飞机子组件和第二飞机子组件包括将组成部分添加至第一飞机子组件和第二飞机子组件中的一个或多个的一个或多个前体结构。
[0199]
c.一种用于重复制造飞机的方法,所述方法包括:
[0200]
使飞机部件沿组装线向下周期性地前进小于飞机部件的长度。
[0201]
c1.根据段落c所述的方法,其中,周期性地前进包括:
[0202]
使飞机部件前进小于飞机部件的长度的脉冲长度;然后
[0203]
在一段时间内停止飞机部件的移动;然后
[0204]
使飞机部件前进脉冲长度。
[0205]
c2.根据段落c和c1中任一段落所述的方法,还包括在飞机部件不移动时的一段时间期间,在工作站处对飞机部件执行工作。
[0206]
c2.1.根据段落c2所述的方法,其中,对飞机部件执行工作包括将组成部分添加至飞机部件、从飞机部件移除材料、和/或修改飞机部件。
[0207]
c2.2.根据段落c2至c2.1中任一段落所述的方法,其中,在工作站处对飞机部件执
行工作包括在两个或更多个工作站处执行不同类型的工作过程。
[0208]
c.2.2.1.根据段落c2.2所述的方法,其中,在两个或更多个工作站处执行不同类型的工作过程包括:在每个工作站处执行不同类型的工作过程。
[0209]
c.2.3.根据段落c2.2至c2.2.1中任一段落所述的方法,其中,在两个或更多个工作站处执行不同类型的工作过程包括在两个或更多个工作站处同时执行不同类型的工作过程。
[0210]
c2.4.根据段落c至c.2.3中任一段落所述的方法,其中,在工作站处对飞机部件执行工作包括在每个工作站处都执行一种类型的工作过程。
[0211]
c3.根据段落c至c2.4中任一段落所述的方法,还包括经由一个或多个馈线将组成部分馈送至组装线。
[0212]
c4.根据段落c至c3中任一段落所述的方法,其中,周期性前进包括在每个周期性前进期间以相同的量使飞机部件周期性地前进。
[0213]
c5.根据段落c至c4中任一段落所述的方法,还包括沿着组装线以共同的平均速度推进飞机部件,并且在组装线的不同区段处改变周期性前进的脉冲频率和脉冲长度中的一个或多个。
[0214]
c5.1.根据段落c5所述的方法,其中,在组装线的不同区段处改变脉冲频率和脉冲长度包括:
[0215]
在组装线的第一区段处,以第一频率脉冲并且在每个脉冲期间将飞机部件推进第一距离;以及
[0216]
在组装线的第二区段处,以高于第一频率的第二频率脉冲并且在每个脉冲期间使飞机部件前进小于第一距离的第二距离。
[0217]
c5.2.根据段落c5至c5.1中任一段落所述的方法,其中,基于将在飞机部件上执行的工作过程中的可分割性的量和/或组装线上的一个或多个工作站的尺寸来改变脉冲频率和脉冲长度。
[0218]
c5.2.1.根据段落c5.2所述的方法,其中,随着将在飞机部件上执行的工作过程的可分割性的增加和/或一个或多个工作站的尺寸的减小,脉冲频率增加并且脉冲长度减小。
[0219]
d.一种用于设计飞机制造系统的方法,所述方法包括:
[0220]
基于一个或多个组装线工作站的最小工作站长度和/或一个或多个工作过程沿着一个或多个组成部分的长度的最小区段长度中的一个或多个,确定在分步脉冲组装线上对飞机的一个或多个组成部分进行分步脉冲的分步脉冲长度。
[0221]
d1.根据段落d所述的方法,其中,基于包括在一个或多个组装线工作站处的一个或多个工作执行装置的物理尺寸来确定一个或多个组装线工作站的最小工作站长度。
[0222]
d1.2.根据段落d1所述的方法,其中,分步脉冲长度与一个或多个工作站的最小工作站长度相等、是其整数倍、和/或1/x分数,其中x是整数。
[0223]
d2.根据段落d至d1.2中任一段落所述的方法,其中,基于一个或多个工作过程在一个或多个组成部分的长度上的可分割性来确定一个或多个工作过程的最小区段长度。
[0224]
d2.1.根据段落d2所述的方法,其中,基于以下各项中的一项或多项来确定一个或多个工作过程在一个或多个组成部分的长度上的可分割性:对一个或多个组成部分执行一个或多个工作过程的位置、待在组成部分的长度上对组成部分执行的给定工作过程中的相
似度、以及组成部分的一个或多个物理特性在组成部分的长度上的相似度。
[0225]
d2.2.根据段落d2至d2.1中任一段落所述的方法,其中,所述分步脉冲长度是与最小区段长度相等、是其整数倍和/或1/x分数中的一个或多个,其中,x是整数。
[0226]
d3.根据段落d至d2.2中任一段落所述的方法,还包括基于待制造的飞机子组件的数量、待在飞机子组件和/或其组成部分上执行的工作过程中的相似度以及飞机子组件和/或其组成部分的物理特性的相似度中的一个或多个来确定飞机制造系统中包括的组装线的数量。
[0227]
d3.1.根据段落d3所述的方法,其中,飞机子组件包括左侧翼和右侧翼和/或机身的区段。
[0228]
d3.2.根据段落d3至d3.1中任一段落所述的方法,其中,确定飞机制造系统中包括多少组装线包括:确定不同类型的飞机子组件和/或其组成部分是在同一组装线上一起生产还是在不同的组装线上分开生产。
[0229]
d3.2.1.根据段落d3.2所述的方法,其中,当在同一组装线上生产更多的飞机子组件和/或组成部分时,组装线的数量减少。
[0230]
d3.3.根据段落d3至d3.2.1中任一段落所述的方法,其中,确定飞机制造系统中包括多少组装线包括确定不同类型的飞机子组件和/或其组成部分是否彼此并行和/或串行地生产。
[0231]
d3.3.1.根据段落d3.3所述的方法,其中,当更多的飞机子组件和/或组成部分并行生产时,组装线的数量增加。
[0232]
d4.根据段落d至d3中任一段落所述的方法,还包括基于分步脉冲组装线的平均速度和分步脉冲长度中的一个或多个来确定脉冲频率。
[0233]
d4.1.根据段落d4所述的方法,其中,基于组成部分在分步脉冲组装线上行进的距离、组成部分的生产速率以及被构造为并行生产组成部分的组装线的数量中的一个或多个来确定分步脉冲组装线的平均速度。
[0234]
d4.1.1.根据段落d4.1所述的方法,其中,基于飞机的产距时间(takt time)和飞机中包括的组成部分的数量确定组成部分的生产速率。
[0235]
d4.1.2.根据段落d4.1至d4.1.1任一段落所述的方法,其中,当被构造为并行生产组成部分的组装线的数量增加时,分步脉冲组装线的平均速度减小。
[0236]
d4.1.3.根据段落d4.1至d4.1.2中任一段落所述的方法,其中,基于组成部分的长度、在分步脉冲组装线上分离组成部分的一个或多个间隙的长度和/或分步脉冲组装线的长度来确定组成部分在分步脉冲组装线上行进的距离。
[0237]
d4.2.根据段落d4至d4.1.3中任一段落所述的方法,其中,分步脉冲频率等于分步脉冲组装线的平均速度除以分步脉冲长度。
[0238]
d5.构建根据段落d至d4.2中任一段落所述的方法设计的飞机制造系统。
[0239]
e1.一种用于操作分步脉冲组装线和/或用于重复制造飞机的方法,所述方法包括:
[0240]
使组成部分沿着组装线向下分步脉冲,其中,分步脉冲包括使组成部分沿着组装线向下周期性地前进小于组成部分的长度。
[0241]
e2.根据段落e1所述的方法,其中,分步脉冲包括在组装线上的不同工作站处对组
成部分同时执行不同类型的工作。
[0242]
e3.根据段落e1至e2中任一段落所述的方法,还包括沿组装线向下分步脉冲彼此串行的两个或更多个不同类型的组成部分。
[0243]
e4.根据段落e1至e3中任一段落所述的方法,还包括沿两个或更多个不同的组装线向下分步脉冲彼此并行的两个或更多个组成部分。
[0244]
e5.根据段落e4所述的方法,其中,这两个或更多个不同的组装线位于不同的制造区中。
[0245]
e6.根据段落e4和e5中任一段落所述的方法,还包括合并两个或更多个不同的组装线以形成共同组装线、组装两个或更多个组成部分以形成组成部分组件和/或将组成部分组件沿共同组装线向下分步脉冲中的一个或多个。
[0246]
e7.根据段落e4至e6中任一段落所述的方法,还包括合并两个或更多个不同的组装线以形成共同组装线,其中,沿两个或更多个不同的组装线向下分步脉冲彼此并行的两个或更多个组成部分包括以相同的平均线速度并行地脉冲组成部分,使得组成部分在大致相同的时间(即,刚好及时)被提供给共同组装线。
[0247]
e8.根据段落e1至e6中任一段落所述的方法,还包括根据段落b1至d5中任一段落所述的主题。
[0248]
虽然本文中的公开内容涉及飞机组件和飞机,但是本文中的发明主题可应用于由多个组成部分构造的任何制造的组件。因此,在不背离本公开的范围的情况下,本文中的术语“飞机”可以用广义术语“设备”、“大型设备”、“组件”、“大型组件”、“物体”、“大型物体”、“制造的组件”或“大型制造的组件”中的一个或多个替换。可应用所公开的发明主题的其他制造组件的说明性、非排他性实例包括(但不限于)船舶、轮船、潜水艇、陆地车辆、太空车辆、轨道车辆、机械、风力涡轮机和建筑物。
[0249]
如在此使用的,术语“适配的”和“构造的”是指该元件、部件、或其他主题被设计和/或旨在执行给定功能。因此,术语“适配的”和“构造的”的使用不应被解释为意味着给定元件、部件或其他主题简单地“能够”执行给定功能,而是为了执行功能的目的而具体选择、创建、实现、利用、编程和/或设计元件、部件和/或其他主题。在本公开的范围内,被叙述为适于执行特定功能的元件、部件和/或其他被叙述的主题可以另外地或替代地被描述为被构造为执行所述功能,反之亦然。类似地,被叙述为被构造成执行特定功能的主题可另外地或替代地被描述为可操作来执行该功能。
[0250]
如在此所使用的,放置在第一实体与第二实体之间的术语“和/或”意指以下各项之一:(1)第一实体、(2)第二实体、以及(3)第一实体和第二实体。用“和/或”列出的多个条目应当以相同的方式进行解释,即,如此结合的实体中的“一个或多个”。除了由“和/或”子句具体标识的实体之外,其他实体可选地可以存在,无论与具体标识的那些实体相关或不相关。因此,作为非限制性实例,当结合开放式语言(如“包括”)使用时,对“a和/或b”的引用在一个实例中可以仅指a(可选地包括除b以外的实体);在另一实例中可以指仅b(可选地包括除a以外的实体);在又另一实例中可以指a和b两者(可选地包括其他实体)。这些实体可以指元素、动作、结构、步骤、操作、值等。
[0251]
根据本公开的所有装置和方法并不要求本文公开的装置的各种公开的元件和方法的步骤,并且本公开包括本文公开的各种元件和步骤的所有新型和非显而易见的组合和
子组合。此外,本文所公开的各种元件和步骤中的一个或多个可限定独立的发明主题,其与所公开的装置或方法的整体分开和分离。因而,这样的发明主题不需要与在此明确公开的特定装置和方法相关联,并且这样的发明主题可在未在此明确公开的装置和/或方法中找到效用。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。