1.本发明属于直升机总装集成装配技术领域,特别涉及一种直升机主桨毂安装工装及使用方法。
背景技术:
2.主旋翼是直升机的关键部件,它不仅为直升机提供升力和前进力,而且提供直升机的纵向和横向操纵力矩,并与尾桨共同作用实现直升机航向操纵。主旋翼的基本结构形式是由若干片桨叶与一个主桨毂相连,主桨毂通过其中心内花键与旋翼轴外花键配合,属典型的花键轴孔装配结构,旋翼轴从主减速器顶部伸出,作为主减速器输出轴带动旋翼主桨毂运转,为避免在大速度时机身处于过大的负迎角状态,旋翼轴线会相对机身水平轴线的垂线向前倾斜一个角度,称为旋翼轴前倾角,如图1所示。
3.面临的技术难点是:
4.由于旋翼轴本身存在一个向前的倾角(即:旋翼轴前倾角),而主桨毂在常规起吊时是水平状态、桨毂中心垂直地面,因此在主桨毂与旋翼轴总装对接过程中,主桨毂中心与旋翼轴中心线不同轴产生角度偏差,偏差值为旋翼轴前倾角,同时高精度的花键配合关系、较大的桨毂重量、机身顶端作业方式又进一步增了装配对接难度,极易导致花键轴孔卡阻、楔紧,进而装配无法继续,严重时会造成旋翼轴或主桨毂配合花键损伤,该初始损伤在高应力水平的飞行载荷作用下极易形成初始疲劳源,导致构件疲劳断裂,严重影响飞行安全;
5.综上所述,实现高精度花键轴孔对接的核心是消除轴孔角度偏差,保证待装配主桨毂起吊后在空中自动调整好装配位姿、保证孔轴中线同心,这是面临的技术难点。
技术实现要素:
6.本发明的目的为:提供一种直升机主桨毂安装工装及使用方法,用以解决现有技术中存在的问题。
7.本发明的技术方案:
8.一种直升机主桨毂安装工装,包括悬挂起吊环、旋转销轴、第一旋转销轴孔、第二旋转销轴孔、杠杆架、承力骨架、桨毂连接点,所述的承力骨架固定连接在杠杆架底部,所述的桨毂连接点连接在承力骨架底部,所述的桨毂连接点的数量与直升机主桨毂支臂数量匹配,且所有的桨毂连接点位于同一平面上,所述的杠杆架上设置有第一旋转销轴孔、第二旋转销轴孔,所述的第一旋转销轴孔的几何中心位于承力骨架几何中心上方,所述的第一旋转销轴孔与第二旋转销轴孔几何中心的连线位于桨毂连接点所组成平面图形的对称平面内,且第一旋转销轴孔与第二旋转销轴孔几何中心的连线与桨毂连接点所组成的平面图形平行。
9.进一步,还包括悬挂起吊环,所述的悬挂起吊环通过旋转销轴铰接在第一旋转销轴孔或第二旋转销轴孔上,形成轴孔旋转副。
10.进一步,所述的桨毂连接点数量大于三个,具体数量根据直升机主桨毂支臂数量
确定。
11.进一步,所述的第一旋转销轴孔与第二旋转销轴孔几何中心的连线长度为l。
12.进一步,第一旋转销轴孔与第二旋转销轴孔几何中心的连线长度l的确定方法为,预先使用重心测量系统测出待安装主桨毂重心位置,求出待安装主桨毂重心至第一旋转销轴孔的几何中心的距离h,按公式l=h*tanθ,即可求出第一旋转销轴孔与第二旋转销轴孔几何中心的连线长度l,其中,θ是旋翼轴前倾角。
13.进一步,所述的承力骨架为钢管,利于减轻重量,保证承力骨架的刚度。
14.进一步,所述的第一旋转销轴孔、第二旋转销轴孔内部均安装有铍青铜衬套,防止轴孔旋转副的磨损、卡滞,保证灵活运动。
15.一种直升机主桨毂安装工装的使用方法,包括以下步骤:
16.1)将悬挂起吊环、旋转销轴装入第一旋转销轴孔中,将桨毂连接点分别与主桨毂支臂对应连接,保证牢固;
17.2)悬挂起吊环,平稳将主桨毂吊起,用象限仪校正主桨毂水平度,保证主桨毂水平;
18.3)放下主桨毂,将悬挂起吊环、旋转销轴拆下并装入第二旋转销轴孔中,平稳将主桨毂吊起,将象限仪沿第一旋转销轴孔与第二旋转销轴孔几何中心的连线方向放置,测量主桨毂空中倾斜角度,校核其与旋翼轴前倾角θ一致;
19.4)用直升机主桨毂安装工装将主桨毂吊起升高至旋翼轴正上方,待主桨毂在空中姿态稳定后,下降主桨毂缓慢接近旋翼轴,对准花键缺齿后,顺着旋翼轴前倾角θ方向顺势安装到位,随后微调、紧固,完成主桨毂与旋翼轴对接安装。
20.本发明的有益效果:与现有技术相比,本发明实现高精度花键轴孔对接的核心是消除轴孔角度偏差,保证待装配主桨毂起吊后在空中自动调整好装配位姿、保证孔轴中线同心。
附图说明
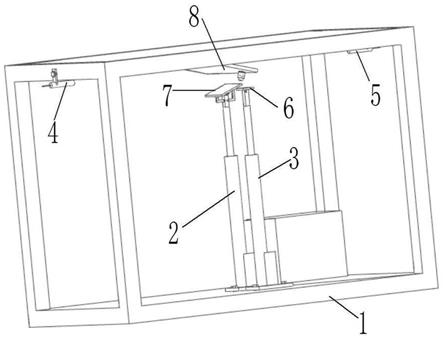
21.图1是某型直升机主桨毂结构示意图;
22.图2是本发明的工装结构示意图;
23.图3是本发明的工装使用第一旋转销轴孔3起吊时的状态示意图;
24.图4是本发明的工装使用第二旋转销轴孔4起吊时的状态示意图。
具体实施方式
25.下面结合附图和具体实施方式对本技术方案作进一步详细说明。
26.本发明是一种直升机主桨毂柔顺、低损伤装配工艺方法并详细阐述了所使用工装的设计方案,其基本原理是依据刚体重心的基本特性,即重心的位置只与刚体的形状和刚体内部质量的分布情况有关,只要刚体的形状及内部质量分布不变,刚体的重心位置总是固定不变的,同时由于受到的重力方向竖直向下,当用悬挂法将刚体悬挂放置时,其重心始终在悬挂点正下方,依据如上基本原理设计吊挂工装,在主桨毂用该特制吊挂工装起吊过程中,能自动完成位姿调整,保证主桨毂在空中倾斜角度与旋翼轴前倾角一致、同轴,消除不同轴产生角度偏差,实现高度对中情况下的轴孔柔顺、低损伤装配;
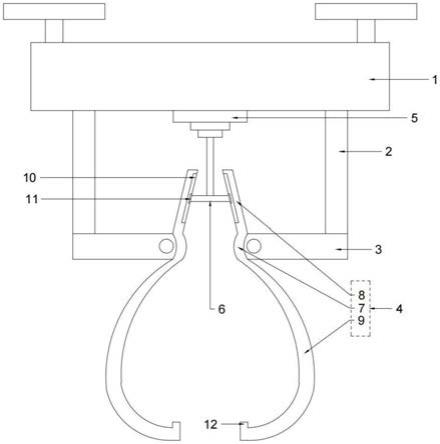
27.如图2所示,本发明提供一种直升机主桨毂安装工装,包括悬挂起吊环1、旋转销轴2、第一旋转销轴孔3、第二旋转销轴孔4、杠杆架5、承力骨架6、桨毂连接点7,所述的悬挂起吊环1为u型结构,其开口的两端通过旋转销轴2铰接在杠杆架5上的第一旋转销轴孔3或第二旋转销轴孔4上形成轴孔旋转副,悬挂吊环1用于与外部的起吊装置连接,其u型开口的口径大小与挂钩的尺寸相匹配,保证吊钩不会在悬挂起吊环1内打滑,杠杆架5为椭圆柱状结构,但不限于该结构形式,所述的承力骨架6固定连接在杠杆架5底部,承力骨架6包括主轴、若干支轴和连接柱轴,主轴位于承力骨架6中心位置,与杠杆架5底部固定连接,若干的支轴一端连接在主轴上,另一端连接在连接柱轴上,相邻的连接柱轴之间也有支轴固定;所述的承力骨架6为钢管,利于减轻重量,保证承力骨架6的刚度;所述的桨毂连接点7连接在承力骨架6底部,也就是毂桨连接点7分别连接在承力骨架6的连接柱轴下端,桨毂连接点7端部为连接环,起吊时用于套在主浆榖上,并且,所有的所述的桨毂连接点7的数量与直升机主桨毂支臂数量匹配,在本技术中,浆榖连接点7的数量大于三个,比如,对于三支臂主桨毂,桨毂连接点数量为3个,四支臂主桨毂桨毂连接点数量为4个,五支臂主桨毂桨毂连接点数量为3或5个,六支臂主桨毂桨毂连接点数量为3个,七支臂主桨毂桨毂连接点数量为3或4个;且所有的桨毂连接点7位于同一平面上,该平面与主浆榖平面平行,才能保证顺利起吊主浆榖。
28.另外,杠杆架5上设置有第一旋转销轴孔3、第二旋转销轴孔4,所述的第一旋转销轴孔3的几何中心位于承力骨架6几何中心上方,所述的第一旋转销轴孔3与第二旋转销轴孔4几何中心的连线位于桨毂连接点7所组成平面图形的对称平面内,且第一旋转销轴孔3与第二旋转销轴孔4几何中心的连线与桨毂连接点7所组成的平面图形平行;保证起吊时,主浆榖的平稳。
29.进一步,所述的第一旋转销轴孔3与第二旋转销轴孔4几何中心的连线长度为l,l的确定方法,预先使用重心测量系统测出待安装主桨毂重心位置,求出重心至第一旋转销轴孔3的几何中心的距离h,按公式l=h*tanθ,即可求出第一旋转销轴孔3与第二旋转销轴孔4几何中心的连线长度为l,其中,θ是旋翼轴前倾角。所述的第一旋转销轴孔3、第二旋转销轴孔4内部均安装有铍青铜衬套,防止轴孔旋转副的磨损、卡滞,保证灵活运动。
30.所述直升机主桨毂安装工装的使用前包括以下步骤,包括以下步骤:
31.1)本发明的使用工艺方法原理:利用主桨毂重心的基本特性,使其在起吊过程中自动完成位姿调整,保证主桨毂在空中倾斜角度与旋翼轴前倾角一致、同轴,消除不同轴产生的角度偏差,实现高度对中情况下的轴孔柔顺、低损伤装配;
32.2)如上装配工艺方法的实现是通过设计吊挂工装,首先对待装配主桨毂结构形式进行分析,如是四支臂主桨毂,则需在各支臂相同位置均布四处吊挂点,如是五支臂主桨毂,则需在各支臂相同位置均布五处吊挂点,如是六支臂主桨毂,则需在三支臂相同位置均布三处吊挂点,目的是使主桨毂在用吊挂工装起吊后,能受力均衡、初始姿态水平;
33.3)吊挂工装设计:由于基本原理一致,故本处仅以常见的六支臂主桨毂装配吊挂工装为例讲解,装配吊挂工装结构形式如图2所示,其重要由悬挂起吊环1、旋转销轴2、旋转销轴孔3、旋转销轴孔4、杠杆架5、承力骨架6、桨毂连接点7组成,其中承力骨架6、桨毂连接点7可按待装配主桨毂具体结构形式、尺寸重量等情况视情设计,保证安全可靠即可。
34.3.1)吊挂工装的核心结构是旋转销轴2、旋转销轴孔3、旋转销轴孔4、杠杆架5,关
键特征是:a、旋转销轴2可分别与旋转销轴孔3、旋转销轴孔4构成轴孔旋转副,保证灵活转动;b、杠杆架5的方向,即要求各桨毂连接点7在旋转销轴孔3、旋转销轴孔4连线方向关于杠杆架5对称分布;c、旋转销轴孔3、旋转销轴孔4两销轴孔中心距l;
35.3.2)关键特征旋转销轴孔3、旋转销轴孔4两销轴孔中心距l的确定方法,见吊挂工装原理分析图,预先使用重心测量系统测出重心位置,求出重心至销轴孔平面距离h,按公式l=h*tanθ,即可求出两销轴孔中心距l,据此便可针对不同构型主桨毂及旋翼轴前倾角适应性设计关键特征尺寸两销轴孔中心距l,进而完成各构型直升机主桨毂装配吊挂的设计。
36.所述直升机主桨毂安装工装的使用前包括以下步骤,包括以下步骤:
37.1)将悬挂起吊环1、旋转销轴2装入第一旋转销轴孔3中,将桨毂连接点7分别与主桨毂支臂对应连接,保证牢固;
38.2)悬挂起吊环1,平稳将主桨毂吊起,用象限仪校正主桨毂水平度,保证主桨毂水平并将象限仪调零;保证主桨毂水平;
39.3)放下主桨毂,将悬挂起吊环1、旋转销轴2拆下并装入第二旋转销轴孔4中,平稳将主桨毂吊起,将象限仪沿第一旋转销轴孔3与第二旋转销轴孔4几何中心的连线方向放置,测量主桨毂空中倾斜角度,校核其与旋翼轴前倾角θ一致;
40.4)用直升机主桨毂安装工装将主桨毂吊起升高至旋翼轴正上方,待主桨毂在空中姿态稳定后,下降主桨毂缓慢接近旋翼轴,对准花键缺齿后,顺着旋翼轴前倾角θ方向顺势安装到位,随后微调、紧固,完成主桨毂与旋翼轴对接安装。
41.5)按此方法设计并制造的吊挂工装,已在多个机型成功应用,效果良好,实现了主桨毂柔顺、低损伤的安装要求;
42.上面结合附图对本发明进行了示例性描述,显然本发明具体实现并不受上述方式的限制,只要采用了本发明的方法构思和技术方案进行的各种非实质性的改进,或未经改进将本发明的构思和技术方案直接应用于其它场合的,均在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。