1.本发明属于钕铁硼磁体领域,具体的说是一种烧结钕铁硼磁体瞬间液相扩散焊接方法。
背景技术:
2.钕铁硼磁体是一种通过钕、铁、硼形成的晶体,往往分为粘结钕铁硼和烧结钕铁硼两种,是一种稀土永磁材料,同时也是最常使用的稀土磁铁。
3.公开号为cn105161282b的一项中国专利公开了钕铁硼磁体的烧结方法,包括制备第一和第二合金铸片;第一和第二合金铸片粉碎成粒径为5μm的第一和第二合金粉末;混合,置于全自动磁场成型机中成型,得到第一基质;在温度为700℃、800℃和1080℃下煅烧,冷却,得到钕铁硼磁体;在钕铁硼磁体的外周面依次电镀厚度为3cm金属锌层和5cm的金属镍层。
4.现有技术中,钕铁硼磁体在烧结过程中,需通过夹具对其进行固定,现有的夹具无法根据夹持物体的形状改变自身夹持姿态,造成夹持不牢导致钕铁硼磁体在烧结中出现掉落的情况。
5.为此,本发明提供一种烧结钕铁硼磁体瞬间液相扩散焊接方法。
技术实现要素:
6.为了弥补现有技术的不足,解决背景技术中所提出的至少一个技术问题。
7.本发明解决其技术问题所采用的技术方案是:本发明所述的一种烧结钕铁硼磁体瞬间液相扩散焊接方法,包括以下步骤:
8.s1:先将待焊的烧结钕铁硼磁体表面进行预处理,去除磁体表面上存在的油污、氧化皮材料,保持磁体整洁;
9.s2:在两个或多个待焊磁体表面之间添加镍基中间层合金或铜基中间层合金中的一种,形成“磁体/中间层/磁体”的结构,然后将待焊工件置于真空室内,并且通过夹具上一对连接块的移动,使加持板对待焊工件进行夹持;
10.s3:在真空室内部的真空度抽至10-3~10-5pa后,对通过夹具固定好的待焊工件进行瞬间液相扩散焊;
11.s4:在瞬间液相扩散焊后等待钕铁硼磁体冷却至室温,即完成焊接,制得烧结钕铁硼磁体焊接件。
12.优选的,所述s2一号滑槽中夹具包括连接块;所述连接块分为一对,且对称设置;所述连接块端部固接伸缩杆;一对所述连接块相对应侧壁均设有多组加持板;所述加持板和连接块之间通过连接杆进行连接;所述连接杆靠近加持板的端部铰接有固定转轴;所述加持板固接在固定转轴侧壁上;工作时,利用固定转轴的可旋转,可以在面对不同规格的待焊工件时,保持贴合,增加设备在工作时的适应性,减少在待焊工件在进行瞬间液相扩散焊使存在的掉落情况。
13.优选的,所述连接杆侧壁开设有一号滑槽;所述一号滑槽内部滑动连接有一对挤压板;所述加持板侧壁开设有一对二号滑槽;所述挤压板滑动连接在二号滑槽内部;所述一号滑槽内部位于一对挤压板之间通过一号弹簧进行连接;工作时,利用一对挤压板对加持板的支撑,辅助加持板进行复位,增加设备在长时间工作后的稳定性,减少后续加持板因复位不及时导致对待焊工件的夹持出现松动,造成待焊工件的掉落,导致出现损坏。
14.优选的,所述固定转轴内部固接有一号导气管;所述一号导气管具有弹性;所述加持板远离连接杆的端部固接有喷头;所述喷头和一号导气管相连通;所述一号导气管远离喷头的端部和一号滑槽相连通;工作时,利用气体对待焊工件表面上的吹气,可以减少待焊工件上存在的灰尘颗粒,增加加持板和待焊工件之间的接触,减少待焊工件从多组加持板中脱离的情况。
15.优选的,所述加持板内部位于一号导气管侧壁开设有一对上下对称设置的三号滑槽;所述三号滑槽内部滚动连接有撞击球;所述撞击球上开设有的多组引流槽;工作时,利用撞击球在三号滑槽内部碰撞产生的震动效果,可以对加持板上附着的灰尘杂质进行松动处理,减少加持板上存在的灰尘杂质,增加加持板对待焊工件的夹持效果,增加设备在运行中的稳定性。
16.优选的,所述三号滑槽侧壁开设有多组四号滑槽;所述四号滑槽内部设有碰撞块;所述四号滑槽和碰撞块之间通过二号弹簧进行连接;工作时,利用二号弹簧对撞击球的支撑,可以使撞击球在撞击中进行多次移动,产生多次的撞击效果,增加对加持板上附着的灰尘杂质的清理效果。
17.优选的,所述连接块内部开设有五号滑槽;所述连接杆滑动连接在五号滑槽内部;所述连接杆和五号滑槽之间通过三号弹簧进行连接;工作时,利用连接杆在五号滑槽内部的可滑动性,可以增加加持板在夹持过程中的适应性,根据夹持物的大小调整距离,同时对可能存在的震动进行缓冲。
18.优选的,所述连接杆位于五号滑槽内部的端部转动连接有凸轮;一对所述凸轮之间通过四号弹簧进行连接;工作时,利用凸轮转动过程中的震动效果,通过传导给加持板可对加持板上存在的灰尘杂质进行松动清理,减少灰尘杂质的存在。
19.优选的,所述连接块侧壁开设有六号滑槽;所述六号滑槽内部滑动连接有限位板;所述五号滑槽和六号滑槽之间通过多组二号导气管进行连通;工作时,利用限位板的可移动性,可以对小体积的待焊工件底部进行支撑,进一步增加对待焊工件的支撑,减少掉落的可能。
20.优选的,一对所述撞击球内部分别固接有一号磁铁和二号磁铁;工作时,利用磁力相吸和磁力相斥可以增加撞击球对三号滑槽侧壁的撞击效果,增加对加持板侧壁上附着灰尘的清理能力。
21.本发明的有益效果如下:
22.1.本发明所述的一种烧结钕铁硼磁体瞬间液相扩散焊接方法,通过利用固定转轴的可旋转,可以在面对不同规格的待焊工件时,保持贴合,增加设备在工作时的适应性,减少在待焊工件在进行瞬间液相扩散焊使存在的掉落情况。
23.2.本发明所述的一种烧结钕铁硼磁体瞬间液相扩散焊接方法,通过利用一对挤压板对加持板的支撑,辅助加持板进行复位,增加设备在长时间工作后的稳定性,减少后续加
持板因复位不及时导致对待焊工件的夹持痴出现松动,造成待焊工件的掉落,导致出现损坏。
附图说明
24.下面结合附图对本发明作进一步说明。
25.图1是本发明的方法流程图;
26.图2是本发明的立体图;
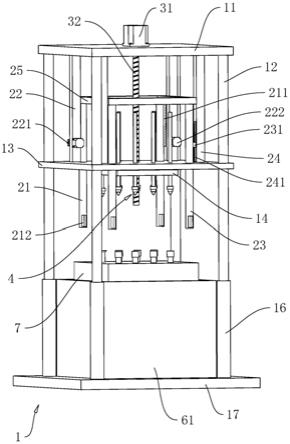
27.图3是本发明的剖视图;
28.图4是本发明中加持板的剖视图;
29.图5是图4中a处放大图;
30.图6是本发明中连接块的剖视图;
31.图7是本发明实施例二的剖视图;
32.图中:1、连接块;11、伸缩杆;12、加持板;13、连接杆;14、固定转轴;2、一号滑槽;21、挤压板;22、二号滑槽;23、一号弹簧;3、一号导气管;31、喷头;4、三号滑槽;41、撞击球;42、引流槽;5、四号滑槽;51、碰撞块;52、二号弹簧;6、五号滑槽;61、三号弹簧;7、凸轮;71、四号弹簧;8、六号滑槽;81、限位板;82、二号导气管;9、一号磁铁;91、二号磁铁。
具体实施方式
33.为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
34.实施例一
35.如图1所示,本发明实施例所述的一种烧结钕铁硼磁体瞬间液相扩散焊接方法:一种烧结钕铁硼磁体瞬间液相扩散焊接方法包括以下步骤:
36.s1:先将待焊的烧结钕铁硼磁体表面进行预处理,去除磁体表面上存在的油污、氧化皮材料,保持磁体整洁;
37.s2:在两个或多个待焊磁体表面之间添加镍基中间层合金或铜基中间层合金中的一种,形成“磁体/中间层/磁体”的结构,然后将待焊工件置于真空室内,并且通过夹具上一对连接块1的移动,使加持板12对待焊工件进行夹持;
38.s3:在真空室内部的真空度抽至10-3~10-5pa后,对通过夹具固定好的待焊工件进行瞬间液相扩散焊;
39.s4:在瞬间液相扩散焊后等待钕铁硼磁体冷却至室温,即完成焊接,制得烧结钕铁硼磁体焊接件
40.如图2至图3所示,所述s2中夹具包括连接块1;所述连接块1分为一对,且对称设置;所述连接块1端部固接伸缩杆11;一对所述连接块1相对应侧壁均设有多组加持板12;所述加持板12和连接块1之间通过连接杆13进行连接;所述连接杆13靠近加持板12的端部铰接有固定转轴14;所述加持板12固接在固定转轴14侧壁上;工作时,由工作人员将连接块1进行固定,通过连接块1利用伸缩杆11的移动可以使加持板12和待焊工件表面进行接触,从而进行夹持,同时加持板12可根据固定转轴14进行旋转,在面对不同形状的待焊工件时,可以对待焊工件表面进行贴合,利用固定转轴14的可旋转,可以在面对不同规格的待焊工件
时,保持贴合,增加设备在工作时的适应性,减少在待焊工件在进行瞬间液相扩散焊使存在的掉落情况。
41.如图4所示,所述连接杆13侧壁开设有一号滑槽2;所述一号滑槽2内部滑动连接有一对挤压板21;所述加持板12侧壁开设有一对二号滑槽22;所述挤压板21滑动连接在二号滑槽22内部;所述一号滑槽2内部位于一对挤压板21之间通过一号弹簧23进行连接;工作时,在挤压板21和待焊工件进行接触时,挤压板21可在一号滑槽2内部进行移动,同时不会影响加持板12进行偏移旋转,在待焊工件处理完成后,利用一号弹簧23的弹性辅助加持板12进行复位,利用一对挤压板21对加持板12的支撑,辅助加持板12进行复位,增加设备在长时间工作后的稳定性,减少后续加持板12因复位不及时导致对待焊工件的夹持出现松动,造成待焊工件的掉落,导致出现损坏。
42.如图4所示,所述固定转轴14内部固接有一号导气管3;所述一号导气管3具有弹性;所述加持板12远离连接杆13的端部固接有喷头31;所述喷头31和一号导气管3相连通;所述一号导气管3远离喷头31的端部和一号滑槽2相连通;工作时,在挤压板21受到挤压进行移动时,可将一号滑槽2内部气体通过一号导气管3传递至喷头31喷出,对待焊工件表面进行吹拂,利用气体对待焊工件表面上的吹气,可以减少待焊工件上存在的灰尘颗粒,增加加持板12和待焊工件之间的接触,减少待焊工件从多组加持板12中脱离的情况。
43.如图5所示,所述加持板12内部位于一号导气管3侧壁开设有一对上下对称设置的三号滑槽4;所述三号滑槽4内部设有撞击球41;所述撞击球41上开设有的多组引流槽42;工作时,在一号导气管3中有气流通过时,可以通过撞击球41上开设的引流槽42,根据气流方向带动撞击球41在三号滑槽三号滑槽4内部进行相应方向的旋转,在旋转过程中和三号滑槽4的内部侧壁进行碰撞,利用撞击球41在三号滑槽4内部碰撞产生的震动效果,可以对加持板12上附着的灰尘杂质进行松动处理,减少加持板12上存在的灰尘杂质,增加加持板12对待焊工件的夹持效果,增加设备在运行中的稳定性。
44.如图5所示,所述三号滑槽4侧壁开设有多组四号滑槽5;所述四号滑槽5内部滑动连接有碰撞块51;所述四号滑槽5和碰撞块51之间通过二号弹簧52进行连接;工作时,在撞击球41旋转撞击的过程中,利用二号弹簧52的弹性可以为撞击球41提供反作用力,利用二号弹簧52对撞击球41的支撑,可以使撞击球41在撞击中进行多次移动,产生多次的撞击效果,增加对加持板12上附着的灰尘杂质的清理效果。
45.如图6所示,所述连接块1内部开设有五号滑槽6;所述连接杆13滑动连接在五号滑槽6内部;所述连接杆13和五号滑槽6之间通过三号弹簧61进行连接;工作时,在加持板12对待焊工件进行夹持时,连接杆13会在五号滑槽6内部进行移动,通过三号弹簧61的弹性进行支撑,利用连接杆13在五号滑槽6内部的可滑动性,可以增加加持板12在夹持过程中的适应性,根据夹持物的大小调整距离,同时对可能存在的震动进行缓冲。
46.如图6所示,所述连接杆13位于五号滑槽6内部的端部转动连接有凸轮7;一对所述凸轮7之间通过四号弹簧71进行连接;工作时,在连接杆13在五号滑槽6内部进行移动时,带动凸轮7在五号滑槽6侧壁上进行转动,通过凸轮7上凸起产生震动效果,利用凸轮7转动过程中的震动效果,通过传导给加持板12可对加持板12上存在的灰尘杂质进行松动清理,减少灰尘杂质的存在。
47.如图6所示,所述连接块1侧壁开设有六号滑槽8;所述六号滑槽8内部滑动连接有
限位板81;所述五号滑槽6和六号滑槽8之间通过多组二号导气管82进行连通;工作时,在连接杆13在五号滑槽6内部进行移动时,五号滑槽6内部部分气体可以通过二号导气管82进入六号滑槽8中,对限位板81进行推送,利用限位板81的可移动性,可以对小体积的待焊工件底部进行支撑,进一步增加对待焊工件的支撑,减少掉落的可能。
48.实施例二
49.如图7所示,对比实施例一,其中本发明的另一种实施方式为:一对所述撞击球41内部分别固接有一号磁铁9和二号磁铁91;工作时,在撞击球41的转动过程中,一号磁铁9和二号磁铁91的角度不断进行改变,使得一对撞击球41不断产生磁力相吸和磁力相斥,利用磁力相吸和磁力相斥可以增加撞击球41对三号滑槽4侧壁的撞击效果,增加对加持板12侧壁上附着灰尘的清理能力。
50.工作时,工作时,由工作人员将连接块1进行固定,通过连接块1利用伸缩杆11的移动可以使加持板12和待焊工件表面进行接触,从而进行夹持,同时加持板12可根据固定转轴14进行旋转,在面对不同形状的待焊工件时,可以对待焊工件表面进行贴合,在挤压板21和待焊工件进行接触时,挤压板21可在一号滑槽2内部进行移动,同时不会影响加持板12进行偏移旋转,在待焊工件处理完成后,利用一号弹簧23的弹性辅助加持板12进行复位,在挤压板21受到挤压进行移动时,可将一号滑槽2内部气体通过一号导气管3传递至喷头31喷出,对待焊工件表面进行吹拂,在一号导气管3中有气流通过时,可以通过撞击球41上开设的引流槽42,根据气流方向带动撞击球41在三号滑槽三号滑槽4内部进行相应方向的旋转,在旋转过程中和三号滑槽4的内部侧壁进行接触碰撞,利用二号弹簧52的弹性可以为撞击球41提供反作用力,在加持板12对待焊工件进行夹持时,连接杆13会在五号滑槽6内部进行移动,通过三号弹簧61的弹性进行支撑,在连接杆13在五号滑槽6内部进行移动时,带动凸轮7在五号滑槽6侧壁上进行转动,通过凸轮7上凸起产生震动效果,在连接杆13在五号滑槽6内部进行移动时,五号滑槽6内部部分气体可以通过二号导气管82进入六号滑槽8中,对限位板81进行推送。
51.上述前、后、左、右、上、下均以说明书附图中的图1为基准,按照人物观察视角为标准,装置面对观察者的一面定义为前,观察者左侧定义为左,依次类推。
52.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明保护范围的限制。
53.以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。