1.本发明涉及异种合金焊(连)接技术领域,具体涉及一种适用于钛合金与不锈钢异质材料搭接接头的复合中间层制备方法。
背景技术:
2.异质材料的焊接冶金、焊接性是焊接理论研究的主要内容,也是焊接技术研发的基础。因此,开展制备爆炸复合中间层并结合过渡段焊接工艺连接异质材料的研究,不仅可丰富异质材料焊接基本理论,将爆炸焊和激光焊的优势结合互补,而且有利于促进焊接技术、轻量化技术及重大装备制造技术的发展。钛合金和不锈钢都是重要的工程材料,在各个工业领域,特别是航空航天等高新技术领域得到广泛的应用。随着科学技术的发展,对产品零部件使用性能的要求愈加苛刻,单一材料(不锈钢或钛合金)已无法满足使用性能的要求,钛合金/不锈钢复合结构是解决这一问题的有效途径。由于不锈钢和钛合金的化学成分及物理性能存在显著的差异,严重恶化了钛合金与不锈钢的焊接性及钛/钢接头的力学性能,这也成为阻碍钛/钢复合结构实用化的关键科学技术问题之一;因此,钛合金/不锈钢异质材料的焊(连)接成为亟待解决的问题。
技术实现要素:
3.本发明的目的在于提供一种适用于钛合金与不锈钢异质材料搭接接头的复合中间层制备方法,以解决上述背景技术中提出的由于不锈钢和钛合金的化学成分及物理性能存在显著的差异,严重恶化了钛合金与不锈钢的焊接性及钛/钢接头的力学性能问题。
4.为实现上述目的,本发明提供如下技术方案:
5.一种适用于钛合金与不锈钢异质材料搭接接头的复合中间层制备方法,按以下步骤进行:
6.步骤1:复合中间层制备:采用304和ta2作为复合中间层的制备材料,通过爆炸焊的方法制备ta2-304复合板;
7.步骤2:利用线切割设备切割制备好的ta2-304复合板,加工出所需尺寸的ta2-304复合中间层;
8.步骤3:接头形式为i形坡口对接,ta2-304复合中间层采用搭接形式结构为1 1mm;
9.步骤4:板材组对夹固定ta2-304复合中间层,板材组对夹可以对不锈钢接触面预紧力进行调节;
10.步骤5:采用cw激光焊设备进行焊接,激光功率400~1000w;离焦量-5~ 5mm;焊接速度500~700mm/min;保护气体流量20~30l/min;
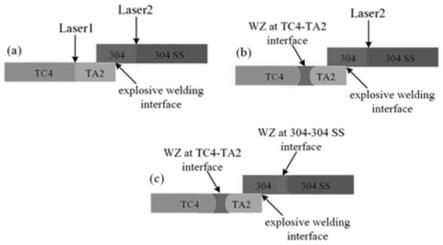
11.步骤6:第一道焊接时,激光偏移量为0,即激光光斑照射在钛合金-ta2的接触面上,部分钛合金和ta2熔化,形成钛合金-ta2焊缝;第二道焊接时,激光偏移量为0,即激光光斑照射在304-不锈钢接触面上,部分304和不锈钢熔化,形成304-不锈钢焊缝。
12.优选的,所述步骤(5)中,采用cw激光焊设备进行焊接,激光功率700w;离焦量0mm;焊接速度600mm/min;保护气体流量25l/min。
13.优选的,所述步骤(6)中,应用ta2-304复合中间层焊接钛/钢异种金属板时,激光束分别聚焦在钛-ta2和304-不锈钢的接触面上进行焊接。焊接完成后,两侧焊缝与复合中间层的爆炸焊结合面间各保留0.5mm-1mm未熔化的ta2-304复合中间层。
14.本发明的有益效果是:
15.(1)激光焊接过程稳定,焊缝成形美观,无裂纹、气孔、咬边、未焊透、未熔合等焊接缺陷,焊接工艺性能良好。
16.(2)通过选择ta2和304作为复合中间层的组成材料,从而控制两侧焊缝的微观组织,获得焊接性较好的接头,并且抑制ti-fe金属间化合物及其他金属间化合物在两侧焊缝中形成,大大降低了接头的脆性。
17.(3)钛合金-复合中间层-不锈钢经过双道激光焊接,获得包含钛合金-ta2焊缝、未熔化的ta2、ta2-304爆炸焊界面、未熔化的304及304-不锈钢焊缝的异种金属材料的高质量、高效率焊接接头;抗拉强度试验中,当爆炸焊界面长度为1-4mm时,复合中间层的抗拉强度为400-750mpa且断裂发生在界面,当爆炸焊界面长度为6mm时,复合中间层的抗拉强度为916mpa且断裂发生在304不锈钢侧。
附图说明
18.图1钛/钢爆炸焊复合板制备示意图;
19.图2ta2-304爆炸焊复合板界面形貌;
20.图3添加复合中间层焊接示意图;
21.图4复合中间层爆炸焊界面长度变化1mm-3mm;
22.图5爆炸焊界面长度变化1mm-3mm的接头横截面形貌。
具体实施方式
23.下面将结合具体实施例对本发明做进一步的描述,但发明的保护范围不仅限于此:
24.实施例1
25.一种适用于钛合金与不锈钢异质材料搭接接头的复合中间层制备方法,按以下工艺步骤进行:
26.步骤1:复合中间层制备:采用304和ta2作为复合中间层的制备材料,通过爆炸焊的方法制备ta2-304复合板;
27.步骤2:利用线切割设备切割制备好的ta2-304复合板,加工出所需尺寸的ta2-304复合中间层;
28.步骤3:接头形式为i形坡口对接,ta2-304复合中间层采用搭接形式结构为1 1mm;
29.步骤4:板材组对夹固定ta2-304复合中间层,板材组对夹可以对不锈钢接触面预紧力进行调节;
30.步骤5:采用cw激光焊设备进行焊接,激光功率400~1000w;离焦量-5~ 5mm;焊接速度500~700mm/min;保护气体流量20~30l/min;
31.步骤6:第一道焊接时,激光偏移量为0,即激光光斑照射在钛合金-ta2的接触面上,部分钛合金和ta2熔化,形成钛合金-ta2焊缝;第二道焊接时,激光偏移量为0,即激光光斑照射在304-不锈钢接触面上,部分304和不锈钢熔化,形成304-不锈钢焊缝。
32.焊接过程中采用高纯氩气对焊接区进行保护,采用cw激光焊设备将复合中间层的两侧与两侧母材分别对接焊在一起,焊接过程中避免复合中间层的完全熔化,焊后在两侧界面处形成两道激光焊焊缝。激光功率400~1000w;离焦量-5~ 5mm;焊接速度500~700mm/min;保护气体流量20~30l/min;通过调整焊接参数,控制ta2-钛合金及304-不锈钢的熔化量,从而控制焊缝中的微观组织分布,降低接头的脆性。钛-复合中间层-不锈钢接头中钛合金-ta2焊缝组织为针状α'马氏体,304-不锈钢焊缝组织为γ-fe奥氏体和少量α-fe铁素体,接头脆性大大降低,提高了接头力学性能。
33.本实施例中,所述步骤(5)中,采用cw激光焊设备进行焊接,激光功率700w;离焦量0mm;焊接速度600mm/min;保护气体流量25l/min。
34.除此之外,所述步骤(6)中,应用ta2-304复合中间层焊接钛/钢异种金属板时,激光束分别聚焦在钛-ta2和304-不锈钢的接触面上进行焊接。焊接完成后,两侧焊缝与复合中间层的爆炸焊结合面间各保留0.5mm-1mm未熔化的ta2-304复合中间层,其作用是避免两侧母材的液态混合,防止ti、fe元素的混合及相互扩散,从而避免在焊接过程中形成脆性的ti-fe金属间化合物;在步骤(1)、(2)中,为对比验证爆炸焊结合面长度对接头力学性能的影响,对ta2-304复合板进行线切割加工,分别保留爆炸焊界面为1mm、2mm、3mm,后续作为ta2-304复合中间层进行钛及不锈钢的焊(连)接;焊后接头在拉伸试样机进行力学性能测试,随着爆炸焊界面的延长,复合中间层的强度随之增加,从而提高了钛/钢接头的力学性能;根据实际需求延长爆炸焊界面,可获得更高强度接头。
35.本方案提出了制备爆炸复合中间层并结合过渡段焊接工艺连接钛合金与不锈钢的设计方案。通过爆炸焊的方法制备独特的复合中间层,利用过渡段焊接工艺改善钛/钢接头的微观组织及力学性能。由于爆炸焊复合板的界面强度较高以及激光焊具有精确控制且灵活性较强的优点,在焊接过程中未熔化的复合中间层充当过渡段避免任何金属间化合物形成并且保证钛/钢接头的强度。通过制备复合中间层将爆炸焊和激光焊两种焊接方法的优势结合起来,同时在一定程度上解决了爆炸焊结构受几何形状影响难以推广应用的现状。
36.利用线切割在制备的钛/钢爆炸焊复合板上加工出搭接复合中间层,再通过激光双道焊来实现钛合金与不锈钢的有效连接,焊接过程中将钛/钢分别与复合中间层ta2-304的两侧焊接在一起。通过调整焊接参数和控制激光入射位置,在焊接过程中避免复合中间层的爆炸焊界面熔化,未熔化的复合中间层充当过渡段避免钛合金与不锈钢发生液态混合,从而在焊接过程中避免了ti-fe金属间化合物及其他脆性金属间化合物的形成。焊后的钛/钢接头强度主要取决于未熔化的爆炸复合中间层,复合中间层可以通过延长爆炸焊界面长度提升强度,当复合中间层强度高于母材时,两侧的激光焊焊缝将成为接头的薄弱区域。根据之前的测试,以ta2-304复合中间层为例,当爆炸焊界面长度为1-4mm时,复合中间层的抗拉强度为400-750mpa且断裂发生在界面,当爆炸焊界面长度为6mm时,复合中间层的抗拉强度为916mpa且断裂发生在304侧,完全满足焊接要求。
37.采用双道焊,通过精确控制焊接工艺参数,获得包含钛合金-ta2焊缝、未熔化的复
合中间层及304-不锈钢焊缝的钛合金-不锈钢焊接接头,焊接过程中没有ti-fe金属间化合物形成。同时,通过精确控制激光入射点,第一道焊接时,激光光斑照射在在钛合金-ta2界面上,使钛合金、ta2部分金属熔化形成钛合金-ta2熔化焊焊缝;第二道焊接时,激光光斑照射在304-不锈钢上,使部分304和不锈钢熔化,形成304-不锈钢焊缝。未熔化的复合中间层充当过渡段,避免了钛合金与不锈钢的液态混合,在两侧的焊缝中没有ti-fe金属间化合物及其他任何金属间化合物的形成。
38.以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的仅为本发明的优选例,并不用来限制本发明,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
