1.本实用新型涉及自动化生产技术领域,特别是涉及一种销钉自动安装设备。
背景技术:
2.在工业自动化领域,销钉定位的应用极为广泛,特别是载具/夹具中对物料的定位普遍使用销钉定位。在实际操作中,销钉的安装一般采用人工安装,工人使用镊子或者吸笔将销钉夹持后进行装配,装配效率低,且人工安装销钉的紧致程度不一,容易出现装配不到位的缺陷,影响装配质量。
技术实现要素:
3.基于此,本实用新型提供一种销钉自动安装设备,结构简单,设计巧妙,可自动装配销钉,提高装配效率及装配质量。
4.为了实现本实用新型的目的,本实用新型采用如下技术方案:
5.一种销钉自动安装设备,包括:
6.承载组件,包括底座、及安装于所述底座顶面上的x轴滑台;所述x轴滑台用于承载工件定位板,所述工件定位板用于承载待装配工件;
7.安装于所述承载组件一侧的分料组件;所述分料组件包括安装于所述底座上的旋转气缸、连接所述旋转气缸的分料器、连接所述分料器一端的真空泵、抵接所述分料器的出料筒、连接所述出料筒的送料管、及位于所述底座一端处的销钉供料机;所述销钉供料机连接所述送料管,所述销钉供料机用于将销钉通过所述送料管送往所述出料筒;所述分料器的一面开设有凹孔,所述凹孔的内部连通所述真空泵,所述凹孔与所述出料筒一一对应,所述凹孔用于吸取所述销钉;及
8.安装于所述承载组件上方的装配组件;所述装配组件包括位于所述x轴滑台上方的y轴滑台、滑动连接所述y轴滑台的z轴滑台、及安装于所述z轴滑台上的气动夹指;所述气动夹指用于夹取所述分料器上的所述销钉。
9.上述销钉自动安装设备,结构简单,设计巧妙,分料器精确吸取销钉,再利用气动夹指夹取分料器上的销钉,转移安装到待装配工件上,可自动装配销钉,提高装配效率及装配质量。
10.在其中一个实施例中,所述分料器括转接部、及连接于所述转接部一侧的上料部;所述转接部连接所述旋转气缸;所述上料部呈扇形设置,所述上料部的圆心位于所述旋转气缸的旋转轴上;所述上料部远离所述转接部的一端设有呈曲面设置的上料面,所述上料面抵接所述出料筒;所述凹孔位于所述上料面靠近所述真空泵的一端。
11.在其中一个实施例中,所述出料筒呈中空设置,所述出料筒内的所述销钉抵接所述上料面;所述出料筒的出口端与所述凹孔一一对应。
12.在其中一个实施例中,所述出料筒的出口端朝向所述凹孔的一侧开设有过料槽口,所述过料槽口用于供所述销钉穿设,所述过料槽口的高度小于所述销钉的长度。
13.在其中一个实施例中,所述装配组件还包括滑动连接于所述z轴滑台底端的移动架、安装于所述移动架一端处的升降元件、及连接于所述升降元件与所述移动架之间的弹性连接件;所述气动夹指固定安装于所述移动架上;所述移动架的运动方向与所述z轴滑台的运动方向一致;所述升降元件用于驱动所述气动夹指靠近所述待装配工件。
14.在其中一个实施例中,所述弹性连接件为弹簧;所述弹性连接件的一端连接所述升降元件,所述弹性连接件的另一端连接所述移动架。
15.在其中一个实施例中,所述销钉自动安装设备还包括安装于所述分料组件一侧的供胶组件;所述供胶组件包括安装于所述底座上的供胶板、位于所述供胶板上方的胶水针管、安装于所述供胶板一侧的胶水回收板、及用于驱动所述胶水针管的出胶控制器。
16.在其中一个实施例中,所述供胶板的顶面开设有呈“v”字形设置的胶水槽;所述出胶控制器用于控制胶水针管挤出胶水。
17.在其中一个实施例中,所述胶水槽的相对两端均贯穿所述供胶板的端面后形成溢胶口,所述溢胶口对应所述胶水回收板。
附图说明
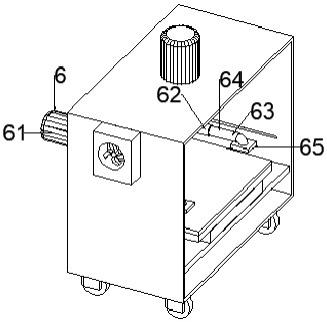
18.图1为本实用新型一实施方式的销钉自动安装设备的立体示意图;
19.图2为图1所示的销钉自动安装设备的另一视角的立体示意图;
20.图3为图1所示的圆圈a处的放大示意图;
21.图4为图1所示的销钉自动安装设备中分料组件的立体示意图;
22.图5为图4所示的销钉自动安装设备中出料筒的立体示意图;
23.图6为本实用新型另一实施方式的销钉自动安装设备中分料组件的立体示意图;
24.图7为图1所示的销钉自动安装设备中供胶组件的立体示意图;
25.图8为图1所示的销钉自动安装设备中装配组件的局部立体示意图。
26.附图标注说明:
27.10-承载组件,11-底座,12-x轴滑台,13-电控箱,14-工件定位板;
28.20-分料组件,21-支座,22-旋转气缸,23-分料器,231-转接部,232-上料部,233-上料面,234-导向槽,24-出料筒,240-过料槽口,25-送料管,26-销钉供料机,27-销钉;
29.30-供胶组件,31-供胶板,32-胶水针管,33-胶水回收板,34-出胶控制器,35-胶水槽,36-溢胶口;
30.40-装配组件,41-y轴滑台,410-立柱,42-z轴滑台,420-载板,43-移动架,44-气动夹指,45-升降元件,46-弹性连接件。
具体实施方式
31.为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更全面的描述。附图中给出了本实用新型的较佳实施例。但是,本实用新型可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本实用新型的公开内容的理解更加透彻全面。
32.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接
到另一个元件或者可能同时存在居中元件。
33.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本实用新型。
34.请参阅图1至图8,为本实用新型一实施方式的销钉自动安装设备,包括承载组件10、安装于承载组件10一侧的分料组件20、安装于分料组件20一侧的供胶组件30、及安装于承载组件10上方的装配组件40。
35.所述承载组件10包括底座11、安装于底座11顶面上的x轴滑台12、及安装于底座11一端处的电控箱13;底座11电连接电控箱13,x轴滑台12用于承载工件定位板14,工件定位板14用于承载待装配工件,x轴滑台12驱动工件定位板14沿着x轴滑台12的长度方向运动,即x轴滑台12用于运送带装配工件。
36.进一步地,如图1所示,底座11的正面安装有多个按键,按键用于电连接销钉自动安装设备的控制系统,以控制分料组件20、供胶组件30及装配组件40的自动工作。按键主要包括启动按键、停止按键、复位按键及急停按键。所述分料组件20安装于底座11上,分料组件20位于x轴滑台12的一侧。所述分料组件20包括安装于底座11上的支座21、安装于支座21上的旋转气缸22、连接旋转气缸22的分料器23、连接分料器23一端的真空泵(图未示)、抵接分料器23的出料筒24、连接出料筒24的送料管25、及位于底座11一端处的销钉供料机26;销钉供料机26连接送料管25。具体地,销钉供料机26的内部盛放有销钉27,销钉供料机26将销钉27通过送料管25送往出料筒24,以待分料器23取用。
37.在本实施例中,如图4所示,分料器23包括转接部231、及连接于转接部231一侧的上料部232;转接部231连接旋转气缸22,转接部231的旋转轴与旋转气缸22的旋转轴重合。从侧面角度观察,上料部232大致呈扇形设置,上料部232的圆心位于旋转气缸22的旋转轴上。上料部232远离转接部231的一端设有呈曲面设置的上料面233,上料面233抵接出料筒24;上料面233靠近真空泵的一端开设有凹孔(图未示),凹孔的内部通过管道连通真空泵,真空泵用于对凹孔的内部进行抽真空。
38.在本实施例中,如图5所示,出料筒24呈中空设置,出料筒24内的销钉27抵接上料面233;出料筒24的出口端朝向凹孔的一侧开设有过料槽口240,过料槽口240用于供销钉27穿设,过料槽口240的高度小于销钉27的长度。
39.在本实施例中,凹孔的数量与出料筒24的数量相等,凹孔与出料筒24一一对应。上料时,旋转气缸22驱动分料器23旋转,凹孔移动至出料筒24的正下方,在销钉27自重及真空泵负压的双重作用下,销钉27的一端对应下落插设于凹孔内,销钉27相当于堵住了凹孔,真空泵对凹孔的内部进行抽真空,使得凹孔内的负压值逐渐变高,负压值达到设定值后即可确认销钉27到位,在负压作用下,凹孔稳固地吸取销钉27,实现销钉27的上料。然后,旋转气缸22驱动分料器23复位,销钉27的另一端恰好穿设过料槽口240后离开出料筒24。此时,下一个销钉27在自重作用下下落抵接上料面233,但由于销钉27的长度大于过料槽口240的高度,故销钉27无法离开出料筒24,只能等待分料器23下一次的取用。以此类推,分料器23可有序地取用销钉27。
40.进一步地,如图6所示,为了提高销钉27的上料精度,上料面233上沿其周向上开设有导向槽234,导向槽234的一端连通凹孔,导向槽234用于容纳出料筒24,导向槽234对出料
筒24起到导向限位的作用,以确保取料时出料筒24的出口端与凹孔能一一对应。
41.所述供胶组件30包括安装于底座11上的供胶板31、位于供胶板31上方的胶水针管32、安装于供胶板31一侧的胶水回收板33、及用于驱动胶水针管32的出胶控制器34。如图7所示,供胶板31的顶面开设有呈“v”字形设置的胶水槽35;出胶控制器34用于控制胶水针管32挤出胶水,挤出的胶水落入胶水槽35内,保持胶水槽35内的胶水液面高度一致,以便于销钉27在胶水槽35内沾取胶水。
42.进一步地,在本实施例中,胶水槽35的相对两端均贯穿供胶板31的端面后形成溢胶口36,溢胶口36对应胶水回收板33。在实际使用中,若胶水槽35内的胶水液面过高,则胶水通过溢胶口36流出胶水槽35后落入胶水回收板36进行回收,以保持胶水槽35内部的胶水液面高度。
43.所述装配组件40包括位于x轴滑台12上方的y轴滑台41、滑动连接y轴滑台41的z轴滑台42、滑动连接于z轴滑台42底端的移动架43、固定安装于移动架43上的气动夹指44、安装于移动架43一端处的升降元件45、及连接于升降元件45与移动架43之间的弹性连接件46。其中,移动架43的运动方向与z轴滑台42的运动方向一致;气动夹指44用于夹取分料器23上的销钉27,升降元件45用于驱动移动架43运动,即升降元件45用于驱动气动夹指44靠近待装配工件以将销钉27插设于待装配工件内实现装配。
44.如图1及图2所示,y轴滑台41的相对两端分别通过立柱410连接于底座11的相对两侧,以实现y轴滑台41与底座11的相互连接。z轴滑台42设有载板420,载板420可沿着z轴滑台42的长度方向运动。具体地,移动架43滑动连接于载板420的底端,升降元件45固定安装于载板420上。
45.在本实施例中,升降元件45为气缸;升降元件45的数量与出料筒24的数量相等,气动夹指44的数量与出料筒24的数量相等。
46.在本实施例中,弹性连接件46为弹簧;弹性连接件46的一端连接升降元件45,弹性连接件46的另一端连接移动架43,在装配销钉27时,若销钉27与待装配工件上的装配孔发生对位偏差,即气动夹指44下压时,销钉27抵接待装配工件的表面,在弹性连接件46的作用下,允许气动夹指44自适应上升,可避免销钉27对待装配工件的表面造成损害。
47.上述销钉自动安装设备,结构简单,设计巧妙,分料器23精确吸取销钉27,再利用气动夹指44夹取分料器23上的销钉27,转移安装到待装配工件上,可自动装配销钉27,提高装配效率及装配质量。
48.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
49.以上所述实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。