1.本发明涉及开关装置及制造方法。
背景技术:
2.在下述专利文献1中公开了一种刀片弹簧,该刀片弹簧设置在插入连接器上,在一对连节部各自的前端部具备相互对置的一对接触片的每一个,能够在一对接触片之间插接插入插片。
3.现有技术文献
4.专利文献
5.专利文献1:日本特开昭54-20667号公报
技术实现要素:
6.本发明要解决的技术问题
7.但是,上述专利文献1的技术,在与一对连节部延伸的方向正交的方向上,一对接触片相互对置地设置,因此例如在一对连节部的间隔因外力等而扩大的情况下,一对接触片的间隔也扩大,因此一对接触片对插入插片的保持力有可能变弱。
8.用于解决技术问题的手段
9.一个实施方式的开关装置是具备金属端子部件和通过嵌件成形而相对于金属端子部件一体地形成的树脂部件的开关装置,金属端子部件具备从树脂部件的侧部向作为外侧方向的第一方向相互并排地延伸的第一臂部及第二臂部,第一臂部具有朝向第一方向的第一触点部,第二臂部具有朝向与第一方向相反的方向即第二方向并与第一触点部对置的第二触点部,能够在使第一触点部及第二触点部分别弹性变形的同时在第一触点部与第二触点部之间插通外部端子。
10.发明的效果
11.根据一个实施方式,即使在一对臂部的间隔扩大的情况下,也能够避免一对触点部对外部端子的保持力减弱。
附图说明
12.图1是一个实施方式的成形部件的外观立体图。
13.图2是一个实施方式的成形部件的俯视图。
14.图3是一个实施方式的成形部件的侧视图。
15.图4是一个实施方式的三个金属端子部件的外观立体图。
16.图5是一个实施方式的成形部件(组装有杆、弹簧及夹具的状态)的外观立体图。
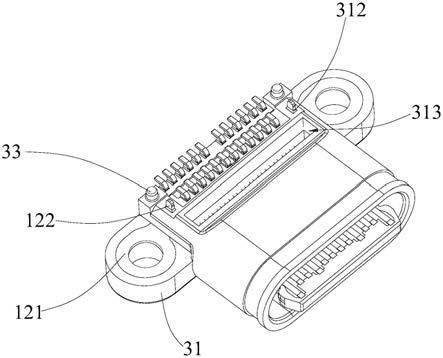
17.图6是一个实施方式的开关装置的外观立体图。
18.图7是一个实施方式的连接部的外观立体图。
19.图8是一个实施方式的连接部的俯视图。
20.图9是一个实施方式的连接部的侧视图。
21.图10是表示外部端子相对于一个实施方式的连接部的连接方法的图。
22.图11是一个实施方式的成形部件中的树脂部件的侧部的局部放大图。
23.图12是表示一个实施方式的成形部件及开关装置的制造方法的顺序的流程图。
24.图13是一个实施方式的金属板的三面图。
25.图14是一个实施方式的金属板(第一折弯加工后)的三面图。
26.图15是一个实施方式的金属板(第二折弯加工后)的三面图。
27.图16是一个实施方式的金属板(嵌件成形后)的三面图。
28.图17是一个实施方式的金属板(第三折弯加工后)的三面图。
具体实施方式
29.以下,参照附图对一个实施方式进行说明。
30.(成形部件100的概要)
31.图1是一个实施方式的成形部件100的外观立体图。图2是一个实施方式的成形部件100的俯视图。图3是一个实施方式的成形部件100的侧视图。图4是一个实施方式的三个金属端子部件111、112、113的外观立体图。
32.图1~图3所示的成形部件100具有三个金属端子部件111、112、113和树脂部件120。树脂部件120通过嵌件成形而相对于三个金属端子部件111、112、113一体地形成。
33.三个金属端子部件111、112、113都是金属制且薄板状的部件。如图4所示,3个金属端子部件111、112、113在同一平面上(xy平面上)相互非接触地排列配置。另外,如图1~图3所示,在成形部件100中,三个金属端子部件111、112、113各自的一部分(中间部分)被埋设在树脂部件120中。
34.三个金属端子部件111、112、113分别在一端侧(x轴负侧)具有连接部130a、130b、130c。连接部130a、130b、130c具有一对臂部131、132。如图2所示,在从上方俯视时,一对臂部131、132从树脂部件120的x轴负侧的侧部120a直线状且相互平行地向外侧方向(x轴负方向)延伸。另外,连接部130a、130b、130c具有在一对臂部131、132延伸的方向(x轴方向)上相互对置的一对触点部131d、132e,是在一对触点部131d、132e之间插通外部端子30(参照图8)由此连接该外部端子30的部分。连接部130a、130b、130c相互平行地在y轴方向上排列配置(从y轴负侧起,以连接部130a、130b、130c的顺序)。
35.另外,三个金属端子部件111、112、113分别在另一端侧(y轴正侧)具有滑动接触部111b、112b、113b。如图2所示,在从上方俯视时,滑动接触部111b、112b、113b是从树脂部件120的y轴正侧的侧部沿着后述的夹具16(参照图5)的滑动路径呈曲线状突出的部分。另外,滑动接触部111b、112b、113b是通过夹具16滑动来进行端子彼此的电连接及切换的部分。滑动接触部111b、112b、113b相互具有一定的间隔,在x轴方向上(从x轴负侧起,以滑动接触部113b、112b、111b的顺序)排列配置。
36.另外,滑动接触部112b与滑动接触部113b相比、前端部分被切得短,在由此形成的滑动接触部112b的延长线上的空间中,具有向滑动接触部112b侧折弯的形状的滑动接触部111b的前端部与滑动接触部112b的前端部对置而配置。
37.图5是一个实施方式的成形部件100(组装有杆12、弹簧14及夹具16的状态)的外观
立体图。如图5所示,在成形部件100中组装有杆12、弹簧14以及夹具16。杆12是以沿z轴方向延伸的旋转中心轴ax为旋转中心、被树脂部件120支承为可转动的树脂制的部件。弹簧14是所谓的扭簧,通过在z轴正侧的端部设置的臂14a对杆12向复位方向(从z轴正侧观察为逆时针方向)施力。
38.夹具16由杆12保持,随着杆12的转动,沿着以旋转中心轴ax为中心的圆周移动。夹具16由金属材料形成,具有上下一对第一触点(省略图示)和上下一对第二触点(省略图示)。一对第一触点始终与金属端子部件113的滑动接触部113b的上表面及下表面接触,在将金属端子部件113的滑动接触部113b夹入的状态下,随着夹具16的移动,在滑动接触部113b的上表面及下表面滑动。一对第二触点随着夹具16的移动,在将金属端子部件111的滑动接触部111b夹入的状态下在滑动接触部111b的上表面及下表面滑动,或者在将金属端子部件112的滑动接触部112b夹入的状态下在滑动接触部112b的上表面及下表面滑动。由此,夹具16能够随着移动而使金属端子部件113与金属端子部件111或金属端子部件112导通。
39.图6是一个实施方式的开关装置10的外观立体图。如图6所示,成形部件100在组装有杆12、弹簧14及夹具16的状态下被收容在壳体18内。由此,成形部件100与杆12、弹簧14、夹具16及壳体18一起构成开关装置10。
40.这样构成的开关装置10中,在杆12未被按压的状态下,夹具16的一对第一触点与金属端子部件113接触,夹具16的一对第二触点与金属端子部件111接触,由此成为金属端子部件113与金属端子部件111相互导通的第一状态。
41.另外,开关装置10在杆12被按压的状态下,夹具16的一对第一触点与金属端子部件112接触,夹具16的一对第二触点与金属端子部件111接触,由此成为金属端子部件112和金属端子部件111相互导通的第二状态。
42.进而,在开关装置10中,当从杆12的按压释放时,通过弹簧14的作用力,杆12自动地恢复到初始位置。由此,开关装置10自动地恢复到金属端子部件113和金属端子部件111相互导通的第一状态。
43.例如,开关装置10能够用于检测汽车的门的开闭状态。
44.另外,在开关装置10中,在壳体18的上表面18a及下表面18b的每一个表面上,在从z轴方向俯视时与连接部130a、130b、130c重叠的位置的每一个位置上,形成有至少能够插通外部端子30的开口部18c。由此,开关装置10的各个连接部130a、130b、130c能够从上表面18a侧及下表面18b侧的任一侧连接外部端子30。
45.(连接部130的结构)
46.接着,参照图7~图9,对金属端子部件111、112、113所具有的连接部130a、130b、130c的详细结构进行说明。另外,连接部130a、130b、130c具有彼此相同的结构。因此,在此,将连接部130a、130b、130c不加以区别地统一设为“连接部130”进行说明。
47.图7是一个实施方式的连接部130的外观立体图。图8是一个实施方式的连接部130的俯视图。图9是一个实施方式的连接部130的侧视图。
48.《连接部130的概略结构》
49.如图7~图9所示,连接部130具有第一臂部131、第二臂部132以及分支部133。
50.第一臂部131从分支部133的y轴正侧的部分向x轴负方向延伸而设置。第一臂部131为在树脂部件120被嵌件成形后从树脂部件120的x轴负侧的侧部120a向外侧方向(x轴
负方向)延伸的部分。
51.第二臂部132从分支部133的y轴负侧的部分向x轴负方向延伸而设置。第二臂部132为在树脂部件120被嵌件成形后从树脂部件120的x轴负侧的侧部120a向外侧方向(x轴负方向)与第一臂部131并列且延伸比第一臂部131长的距离的部分。
52.如图8所示,在从上方俯视时,第一臂部131的向外侧方向(x轴负方向)延伸的部分和第二臂部132的向外侧方向(x轴负方向)延伸的部分相互平行,且具有一定的间隔。
53.另外,如图8所示,连接部130具有第一触点部131d及第二触点部132e,该第一触点部131d及第二触点部132e在x轴方向上相互对置地配置在中间线l1(参照图8)上,该中间线l1通过第一臂部131的向外侧方向(x轴负方向)延伸的部分和第二臂部132的向外侧方向(x轴负方向)延伸的部分的中间位置且与x轴平行。
54.第一触点部131d朝向外侧方向(x轴负方向,“第一方向”的一例)。第一触点部131d具有朝向外侧方向弯曲成凸状的形状,且具有向下方垂下的形状。第一触点部131d设置在第一臂部131的前端部分,上端部由第一臂部131的第一梁部131c支承。为了使第一触点部131d位于中间线l1上,在从上方俯视时,第一臂部131在其向外侧方向(x轴负方向)延伸的部分的前端部具有朝向中间线l1折弯成直角的形状。
55.第二触点部132e朝向内侧方向(x轴正方向,“第二方向”的一例)。第二触点部132e具有向内侧方向弯曲成凸状的形状,且具有向下方垂下的形状。第二触点部132e设置在第二臂部132的前端部分,上端部由第二臂部132的第二梁部132d支承。为了使第二触点部132e位于中间线l1上,在从上方俯视时,第二臂部132在其向外侧方向(x轴负方向)延伸的部分的前端部具有朝向中间线l1折弯成直角的形状。
56.第一触点部131d的顶部和第二触点部132e的顶部相互接近,两者之间能够从上方及下方的任一方插通平板状的外部端子30。外部端子30通过被插通在第一触点部131d和第二触点部132e之间,而被一对触点部131d、132e夹持,并与连接部130电连接。
57.《第一臂部131的详细结构》
58.第一臂部131具有第一水平延伸部131a、第一立起部131b、第一梁部131c及第一接触部131d。
59.第一水平延伸部131a是在第一高度位置h1(参照图9)从分支部133的y轴正侧的部分向x轴负方向直线状且水平地延伸的部分。如图8所示,在从上方俯视时,第一水平延伸部131a与第二臂部132的第二水平延伸部132b平行。
60.第一立起部131b是从第一水平延伸部131a的前端部(x轴负侧的端部)向前方(x轴负方向)且斜上方直线状地延伸的部分。第一立起部131b通过将与第一水平延伸部131a的边界线作为折弯线l11(参照图7)向上方折弯,而成为从第一水平延伸部131a的前端部向上方倾斜的状态。另外,如图9所示,第一立起部131b延伸至比第一高度位置h1高的第二高度位置h2。由此,第一立起部131b能够使第一触点部131d的上端部位于第二高度位置h2。
61.第一梁部131c是在第二高度位置h2从第一立起部131b的上端部(x轴负侧的端部)向中间线l1方向(y轴负方向)直线状地延伸的垂直的梁状的部分。第一梁部131c通过将与第一立起部131b的边界线作为折弯线l12(参照图7)向上方折弯而成为垂直的状态。第一梁部131c在中间线l1上与第一触点部131d的上端部连结。由此,第一梁部131c支承第一触点部131d的上端部。
62.第一梁部131c的上部通过在折弯线l13(参照图7)向x轴正侧折弯而被加强。由此,第一梁部131c能够提高第一臂部131的刚性,使得在外部端子30被插通到一对触点部131d、132e之间时第一臂部131不会扭曲变形。
63.第一触点部131d是在中间线l1上从第一梁部131c向下方垂下而延伸的部分。第一触点部131d将与第一梁部131c的边界线作为折弯线l14(参照图7)向x轴负方向折弯。另外,第一触点部131d具有向x轴负方向凸状弯曲的形状。第一触点部131d的凸状部分的顶部与第二触点部132e的凸状部分的顶部对置。在将平板状的外部端子30插入到第一触点部131d与第二触点部132e之间时,第一触点部131d的凸状部分的顶部与该外部端子30的x轴正侧的表面接触。
64.《第二臂部132的详细结构》
65.第二臂部132具有垂下部132a、第二水平延伸部132b,第二立起部132c、第二梁部132d及第二触点部132e。
66.垂下部132a是从分支部133的y轴负侧的部分向前方(x轴负方向)且斜下方直线状地延伸的部分。垂下部132a通过将与分支部133的边界线作为折弯线l21(参照图7)向下方折弯而成为从分支部133的y轴负侧的部分向下方倾斜的状态。如图9所示,垂下部132a延伸到比第一高度位置h1低的第三高度位置h3。由此,垂下部132a能够使后续的第二水平延伸部132b位于第三高度位置h3。
67.另外,在第二臂部132设置垂下部132a的理由如下。如图13等所示,在本实施方式中,由一张金属板p形成金属端子部件111、112、113。在此,如图13等所示,在金属板p展开的状态下,第一触点部131d和第二触点部132e在x轴方向上排列设置在同一直线上。由此,在本实施方式中,能够由一张金属板p高效地形成第一触点部131d和第二触点部132e。因此,必然需要使x轴方向上的第二臂部132的端子长度比第一臂部131的端子长度长,但如图7~图9所示那样将第一臂部131及第二臂部132形成为立体形状时,为了减轻该端子长度差来使第二触点部132e接近第一触点部131d,而在第二臂部132上设置有垂下部132a。
68.第二水平延伸部132b是在第三高度位置h3从垂下部132a的下端部(x轴负侧的端部)向x轴负方向直线状且水平地延伸的部分。第二水平延伸部132b通过将与垂下部132a的边界线作为折弯线l22(参照图7)折弯而成为水平状态。如图8所示,在从上方俯视时,第二水平延伸部132b与第一臂部131的第一水平延伸部131a平行。另外,第二水平延伸部132b通过一对触点部131d、132e的y轴负侧的侧方,并延伸到与第二触点部132e的上端部并排的位置。
69.第二立起部132c是从第二水平延伸部132b的前端部(x轴负侧的端部)向上方延伸的垂直的部分。第二立起部132c在设置于其与第二水平延伸部132b之间的两条折弯线l23、l24(参照图7)处向上方折弯而成为垂直的状态。另外,如图9所示,第二立起部132c延伸至第二高度位置h2。由此,第二立起部132c能够使第二触点部132e的上端部位于第二高度位置h2。另外,本实施方式的开关装置10具有将第二立起部132c沿两条折弯线l23、l24以两级折弯的结构,由此能够高精度地调整第二立起部132c的高度位置及x轴方向的位置(即,第二触点部132e的高度位置及x轴方向的位置)。
70.第二梁部132d是在第二高度位置h2从第二立起部132c的上端部向中间线l1方向(y轴正方向)直线状地延伸的垂直的梁状的部分。第二梁部132d在中间线l1上与第二触点
部132e的上端部连结。由此,第二梁部132d支承第二触点部132e的上端部。
71.第二梁部132d的上部通过在折弯线l25(参照图7)向x轴负方向折弯而被加强。由此,第二梁部132d能够提高第二臂部132的刚性,使得在外部端子30插通到一对触点部131d、132e之间时第二臂部132不会扭曲变形。
72.在此,如图9所示,第二梁部132d的上部的折弯角度为大致90
°
,比第一梁部131c的上部的折弯角度大。由此,第二梁部132d的强度比第一梁部131c的强度高。这是因为,第二臂部132的x轴负方向的端子长度比第一臂部131的x轴负方向的端子长度长,在施加外力时,比第一臂部131容易产生扭曲变形。因此,在本实施方式的成形部件100中,通过使第二梁部132d的上部的折弯角度比第一梁部131c的上部的折弯角度大,从而使在第二臂部132和第一臂部131之间使扭曲变形的产生难易度为相同程度。
73.第二触点部132e是在中间线l1上从第二梁部132d向下方垂下并延伸的部分。第二触点部132e以与第二梁部132d的边界线为折弯线l26(参照图7)向x轴正侧折弯。另外,第二触点部132e具有朝向x轴正侧弯曲成凸状的形状。第二触点部132e的凸状部分的顶部与第一触点部131d的凸状部分的顶部相对置。在平板状的外部端子3被插入到第一触点部131d与第二触点部132e之间时,第二触点部132e的凸状部分的顶部与该外部端子30的x轴负侧的表面接触。
74.在此,第一触点部131d及第二触点部132e从彼此相同的高度位置h2向下方垂下而设置,且具有彼此对称的形状。由此,第一接触部131d及第二触点部132e具有相同的弹簧常数。因此,第一触点部131d及第二触点部132e在外部端子30插通两者之间时,能够对外部端子30施加相等的载荷。
75.(外部端子30的连接方法)
76.图10是表示一个实施方式的外部端子30相对于连接部130的连接方法的图。如图10所示,平板状的外部端子30在一个表面朝向第一触点部131d侧且另一个表面朝向第二触点部132e侧的状态下,从一对触点部131d、132e的上方或下方被插通到一对触点部131d、132e之间。
77.由此,外部端子30通过使一对触点部131d、132e分别弹性变形,来扩大一对触点部131d、132e的间隔。并且,外部端子30通过一对触点部131d、132e的弹力而被夹持在一对触点部131d、132e之间,并且与连接部130电连接。
78.此时,如上所述,第一触点部131d的弹簧常数与第二触点部132e的弹簧常数大致相等。因此,外部端子30能够使一对触点部131d、132e均匀地弹性变形,并且能够从一对触点部131d、132e承受相等的载荷。由此,本实施方式的连接部130能够通过一对触点部131d、132e稳定地夹持外部端子30。
79.(树脂部件120的侧部120a的结构)
80.图11是一个实施方式的成形部件100中的树脂部件120的侧部120a的局部放大图。如图11所示,树脂部件120在x轴负侧的侧部120a具有均向x轴负方向突出的第一保持部121及第二保持部122。第一保持部121的第一臂部131的根部部分(第一水平延伸部131a)通过嵌件成形而被埋没,保持第一臂部131的根部部分。第二保持部122中,第二臂部132的根部部分(垂下部132a及第二水平延伸部132b)通过嵌件成形而被埋没,保持第二臂部132的根部部分。
81.在此,如图11所示,第二保持部122从侧部120a突出的突出量比第一保持部121从侧部120a突出的突出量多。这是因为,第二臂部132的x轴负方向的端子长度比第一臂部131的x轴负方向的端子长度长,因此在施加外力时,比第一臂部131更容易产生扭曲变形。因此,在本实施方式的成形部件100中,通过使第二保持部122从侧部120a突出的突出量比第一保持部121从侧部120a突出的突出量多,来提高第二臂部132的根部部分(垂下部132a及第二水平延伸部132b)的强度。由此,本实施方式的成形部件100在第二臂部132和第一臂部131之间使扭曲变形的产生难易度为相同程度。
82.另外,第二保持部122通过覆盖第二臂部132的根部部分,能够抑制该第二臂部132与接近该第二臂部132而设置的第一臂部131短路。
83.(成形部件100及开关装置10的制造方法的顺序)
84.接着,参照图12~图17,对成形部件100及开关装置10的制造方法的顺序进行说明。图12是表示一个实施方式的成形部件100及开关装置10的制造方法的顺序的流程图。
85.《步骤s201:金属端子部件形成工序》
86.首先,如图13所示,由一张金属板p形成金属端子部件111、112、113和保持部件20。图13是一个实施方式的金属板p的三面图。图13所示的金属板p是成为金属端子部件111、112、113的基体的材料。
87.如图13所示,在从上方俯视时,金属板p具有矩形状的外形。如图13所示,金属板p通过使用模具的冲裁加工对空白部分进行冲裁,从而一体地形成金属端子部件111、112、113和保持金属端子部件111、112、113的保持部件20。
88.如图13所示,保持部件20具有外框部22、一对保持臂24、26、支承部27、支承部28以及支承部29。外框部22是包围金属端子部件111、112、113的具有矩形状的外形的部分。
89.一对保持臂24、26是从外框部22的y轴负侧的框部向y轴正方向直线状且相互平行地延伸的臂状的部分。
90.支承部27是从外框部22的y轴正侧的框部向y轴负方向延伸的直线状的部分。支承部27通过与金属端子部件111连结,从y轴正侧支承金属端子部件111。
91.支承部28是从外框部22的x轴正侧的框部向x轴负方向延伸的直线状的部分。支承部28通过与金属端子部件111连结,从x轴正侧支承金属端子部件111。
92.支承部29是从外框部22的y轴负侧的框部起在一对保持臂24、26之间沿y轴正方向延伸的直线状的部分。支承部29与金属端子部件111连结,由此从y轴负侧支承金属端子部件111。
93.《步骤s202:第一折弯工序》
94.接着,如图14所示,对金属端子部件111、112、113各自的第一臂部131及第二臂部132进行第一折弯加工。图14是一个实施方式的金属板p(第一折弯加工后)的三面图。
95.具体而言,使金属端子部件111、112、113各自的第一臂部131的第一触点部131d在折弯线l14(参照图7)处向下方弯曲成凸状。另外,使金属端子部件111、112、113各自的第二臂部132的第二触点部132e在折弯线l26(参照图7)处向上方弯曲成凸状。这多个触点部131d、132e的弯曲例如能够通过使用模具的冲压加工一并进行。
96.《步骤s203:第二折弯工序》
97.接着,如图15所示,对金属端子部件111、112、113各自的第一臂部131及第二臂部
132进行第二折弯加工。图15是一个实施方式的金属板p(第二折弯加工后)的三面图。
98.具体而言,对于第一臂部131,在位于第一水平延伸部131a与第一立起部131b的边界的折弯线l11(参照图7)处以谷折的方式折弯,由此使第一立起部131b倾斜规定的倾斜角度。另外,对于第一臂部131,在位于第一立起部131b与第一梁部131c的边界的折弯线l12(参照图7)处以谷折的方式折弯,由此使第一梁部131c成为垂直状态。同时,通过将第一梁部131c在折弯线l13(参照图7)处以谷折的方式折弯,来加强第一梁部131c。
99.另外,对于第二臂部132,在位于垂下部132a与分支部133的边界的折弯线l21(参照图7)处以山折的方式折弯,由此使垂下部132a向下方以规定的倾斜角度倾斜。另外,对于第二臂部132,在位于垂下部132a和第二水平延伸部132b的边界的折弯线l22(参照图7)处以谷折的方式折弯,由此使第二水平延伸部132b成为水平状态。
100.《步骤s204:嵌件成形工序》
101.接着,如图16所示,对金属端子部件111、112、113嵌件成形树脂部件120。图16是一个实施方式的金属板p(嵌件成形后)的三面图。在该嵌件成形工序中,首先,将图15所示状态的金属板p设置在嵌件成形机的模具内。
102.然后,通过嵌件成形机向模具内注入树脂。由此,对金属端子部件111、112、113嵌件成形树脂部件120,形成金属端子部件111、112、113与树脂部件120一体化而成的成形部件100。此时,通过嵌件成形,一对保持臂24、26各自的前端部分成为埋设在树脂部件120中的状态。
103.在该时刻,成形部件100通过一对保持臂24、26、支承部27、支承部28以及支承部29与外框部22连结,即,处于由保持部件20保持的状态。
104.《步骤s205:去除工序》
105.接着,如图17所示,通过去除保持部件20的不需要部分,成形部件100成为由一对保持臂24、26悬臂保持的状态。图17是一个实施方式的金属板p(第三折弯加工后)的三面图。在此,“不需要部分”是指在后面的组装工序中不需要的部分。
106.具体而言,通过冲裁加工等沿图16所示的切断线cl1切断保持部件20,从而将保持部件20的比切断线cl1靠y轴正侧的部分即去除对象部20a去除。由于去除对象部20a包括支承部27,所以同时支承部27也被去除。
107.另外,通过冲裁加工等,沿图16所示的切断线cl2(与金属端子部件111的连结部分)及切断线cl3(与外框部22的连结部分)切断支承部28,从而去除支承部28。
108.另外,通过冲裁加工等,沿图16所示的切断线cl4(与金属端子部件111的连结部分)及切断线cl5(与外框部22的连结部分)来切断支承部29,从而去除支承部29。
109.由此,如图17所示,成形部件100成为从y轴负侧被一对保持臂24、26悬臂保持的状态。另外,保持部件20成为不需要部分被去除而y轴正侧开口的状态。其结果,成形部件100能够从y轴正侧容易地进行其他部件的组装、从保持部件20的拆卸。
110.另外,去除对象部20a、支承部28及支承部29也可以通过一次冲裁加工一并去除。
111.《步骤s206:第三折弯工序》
112.接着,如图17所示,对于第二臂部132,在位于第二水平延伸部132b与第二立起部132c的边界的折弯线l23、l24(参照图7)处以谷折的方式折弯,由此使第二立起部132c及第二梁部132d成为垂直状态。由此,如图17所示,一对触点部131d、132e成为在x轴方向上相互
对置的状态。同时,通过将第二梁部132d在折弯线l25(参照图7)处以山折的方式折弯来加强第二梁部132d。这样,在嵌件成形后,在第二臂部132的根部部分被第二保持部122加强的状态下,进行使第二立起部132c和第二梁部132d成为垂直状态的折弯加工,由此能够使第二触点部132e与第一触点部131d高精度地对位。这是因为,若在嵌件成形前进行该折弯加工,则有可能因第二臂部132的反作用力而无法使第二触点部132e与第一触点部131d高精度地对位。
113.《步骤s207:组装工序》
114.接着,如图17所示,在成形部件100被一对保持臂24、26保持的状态下,对成形部件100组装其他部件(杆12、弹簧14、夹具16以及壳体18),由此形成开关装置10(参照图6)。成形部件100通过一对保持臂24、26从y轴负侧向悬臂保持,因此能够容易地组装其他部件。
115.《步骤s208:拆卸工序》
116.然后,组装有其他部件的状态的成形部件100(即,开关装置10),通过沿y轴正方向(图17所示的d1方向)被拔出而从保持部件20被卸下。由于成形部件100从y轴负侧被一对保持臂24、26悬臂保持,因此能够容易地向y轴正方向拔出。
117.如以上说明的那样,一个实施方式的开关装置10是具备金属端子部件111、112、113和树脂部件120的开关装置,该树脂部件120通过嵌件成形而相对于金属端子部件111、112、113一体地形成,金属端子部件111、112、113具备从树脂部件120的侧部120a沿x轴负方向(第一方向)相互并排地延伸的第一臂部131及第二臂部132,第一臂部131具有朝向x轴负方向的第一触点部131d,第二臂部132具有朝向x轴正方向(第二方向)并与第一触点部131d对置的第二触点部132e,能够在使第一触点部131d及第二触点部132e分别弹性变形的同时在第一触点部131d与第二触点部132e之间插通外部端子30。
118.由此,在一个实施方式的开关装置10中,即使在一对臂部131、132的间隔因外力等而扩大的情况下,一对触点部131d、132e也只是在y轴方向上相对地错位,一对触点部131d、132e的间隔不会扩大。因此,根据一个实施方式的开关装置10,即使在一对臂部131、132的间隔扩大的情况下,也能够使一对触点部131d、132e对外部端子30的保持力不弱。
119.另外,在一个实施方式的开关装置10中,第一触点部131d的与弹性变形相关的弹簧常数与第二触点部132e的与弹性变形相关的弹簧常数大致相等。
120.由此,一个实施方式的开关装置10能够使外部端子30从第一触点部131d受到的载荷与外部端子30从第二触点部132e受到的载荷大致相等。因此,根据一个实施方式的开关装置10,能够在第一触点部131d与第二触点部132e之间稳定地保持外部端子30。
121.另外,在一个实施方式的开关装置10中,第一触点部131d及第二触点部132e具有相互对称的形状。
122.由此,一个实施方式的开关装置10能够比较容易地使第一触点部131d的与弹性变形相关的弹簧常数与第二触点部132e的与弹性变形相关的弹簧常数相等。
123.另外,在一个实施方式的开关装置10中,树脂部件120具有第二保持部122,该第二保持部122从侧部120a向x轴负方向突出,并保持第二臂部132的根部部分的一部分。
124.由此,一个实施方式的开关装置10能够抑制由于端子长度比第一臂部131长而容易产生扭曲变形的第二臂部132的扭曲变形。
125.另外,在一个实施方式的开关装置10中,第二臂部132通过一部分被折弯而被加
强。
126.由此,一个实施方式的开关装置10能够抑制由于端子长度比第一臂部131长而容易产生扭曲变形的第二臂部132的扭曲变形。
127.另外,在一个实施方式的开关装置10中,第一臂部131具有将第一触点部131d的上端部立起至规定的高度位置的第一立起部131b,第二臂部132具有将第二触点部132e的上端部立起至规定的高度位置的第二立起部132c。
128.由此,一个实施方式的开关装置10,能够获得第一触点部131d及第二触点部132e各自的弹簧长度,由此,在外部端子30被插通到两者之间时,能够使第一触点部131d及第二触点部132e各自适度地弹性变形。此外,在一个实施方式的开关装置10中,由于第一触点部131d和第二触点部132e从同一高度位置垂下,因此能够比较容易地使第一触点部131d的与弹性变形相关的弹簧常数与第二触点部132e的与弹性变形相关的弹簧常数相等。
129.另外,一个实施方式的开关装置10,能够在第一触点部131d与第二触点部132e之间分别从上方及下方插通外部端子30。
130.由此,一个实施方式的开关装置10,即使在使外部端子30从上方及下方的任一方插通的情况下,也能够在不使开关装置10的上下方向的朝向反转的情况下插通外部端子30,因此能够实现开关装置10的多用途化。
131.另外,在一个实施方式的开关装置10中,金属端子部件111、112、113通过对一张金属板p进行折弯加工而形成为立体形状。
132.由此,一个实施方式的开关装置10仅通过对一张金属板p进行折弯加工,就能够比较容易地形成一对触点部131d、132e在x轴方向上相互对置的立体形状。
133.另外,在一个实施方式的开关装置10中,金属端子部件111、112、113的折弯加工中的全部折弯线l11~l14、l21~l26(参照图7)在与x轴负方向(第一方向)及x轴正方向(第二方向)分别正交的y轴方向(第三方向)上延伸。
134.由此,一个实施方式的开关装置10只要沿着在y轴方向上延伸的折弯线l11~l14、l21~l26进行全部的折弯加工即可,因此能够比较容易地从一张金属板p形成一对触点部131d、132e在x轴方向上相互对置的立体形状。
135.以上,对本发明的一个实施方式进行了详述,但本发明并不限定于这些实施方式,在权利要求书所记载的本发明的主旨的范围内,能够进行各种变形或变更。
136.本国际申请主张基于在2019年10月10日申请的日本专利申请第2019-186855号的优先权,将该申请的全部内容援引到本国际申请中。
137.附图标记说明
138.10 开关装置
139.12 杆
140.14 弹簧
141.16 夹具
142.18 壳体
143.20 保持部件
144.22 外框部
145.24、26 保持臂
146.27、28、29 支承部
147.30 外部端子
148.100 成形部件
149.111、112、113 金属端子部件
150.111b、112b、113b 滑动接触部
151.120 树脂部件
152.120a 侧部
153.121 第一保持部
154.122 第二保持部
155.130、130a、130b、130c 连接部
156.131 第一臂部
157.131a 第一水平延伸部
158.131b 第一立起部
159.131c 第一梁部
160.131d 第一触点部
161.132 第二臂部
162.132a 垂下部
163.132b 第二水平延伸部
164.132c 第二立起部
165.132d 第二梁部
166.132e 第二触点部
167.133 分支部
168.h1、h2、h3 高度位置
169.l1 中间线
170.l11、l12、l13、l14 折弯线
171.l21、l22、l23、l24、l25、l26 折弯线
172.p 金属板。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。