1.本实用新型涉及内啮合齿轮泵技术领域,具体地说,它是一种高精度内啮合齿轮泵塑料棒长度车削组装治具。
背景技术:
2.内啮合齿轮泵是液压系统中广泛应用的一种液压泵,其主要是由齿轮轴带动内齿圈,两齿轮合齿后与月牙主板、月牙副板、定位杆、上下配油盘等结构装配而成。其中塑料棒长度的精度对齿轮泵工作密封性和稳定性起到关键的作用。
3.现有技术中,各大液压件生产厂家,在加工生产塑料棒时,仍采用注塑加工以及注塑后数控车床单件车削,并且大多数生产厂家采用注塑制作时,其制作出来的塑料棒长度误差较大,上下端面不平整,而其他生产车厂家注塑后进行数控车床单件车削加工时,由于塑料棒直径较小,也没有良好的导向安装,不仅加工效率低,装夹频繁,装夹过程中极易造成夹伤、变形,难以保证产品平行度,外观也会受损,装配使用后,齿轮泵工作稳定性较差,密封不到位导致流量减少,使用寿命短,报废率较高。
4.因此,现有技术有待于改进和提高。
技术实现要素:
5.针对现有技术中的不足之处,本实用新型的目的是提供一种高精度内啮合齿轮泵塑料棒长度车削组装治具,解决现有同类家具在塑料棒车削加工中未能避免装夹时没有有效的防止夹伤、变形,加工时装夹不便,导致零件加工效率低、装夹效率低的技术问题。
6.为实现上述目的,本实用新型所采用的技术方案是:
7.一种高精度内啮合齿轮泵塑料棒长度车削组装治具,包括组合锥度圆弧连接器、两锥度圆弧定位活动块以及与前述三者相配合的限位装夹底座和车削装夹台阶定位杆,
8.所述组合锥度圆弧连接器的中部设有空腔,两侧面设有若干个平行设置的第一半圆弧定位槽,两侧面的中部对称设有凸起,所述凸起的端部设有用于安装弹簧的第一弹簧避位槽,所述第一弹簧避位槽与所述空腔之间设有连通所述第一弹簧避位槽与所述空腔的用于安装内六角螺丝的第一螺纹孔,所述组合锥度圆弧连接器的一端设有与所述空腔相连通的用于安装机米螺丝的第二螺纹孔;
9.所述组合锥度圆弧连接器的两侧设有与所述组合锥度圆弧连接器相适配的所述锥度圆弧定位活动块,所述锥度圆弧定位活动块具有与所述第一半圆弧定位槽相对应配合的第二半圆弧定位槽、螺丝过孔以及与所述第一弹簧避位槽相对应配合的用于安装弹簧的第二弹簧避位槽;
10.所述车削装夹台阶定位杆具有与所述空腔相配合的限位台阶;
11.所述限位装夹底座包括底座本体、设置于所述底座本体上的预留板以及设置于所述预留板上的具有与所述空腔相配合的定位柱。
12.作为本实用新型进一步的方案,所述组合锥度圆弧连接器设有至少十个所述第一
半圆弧定位槽和至少十个所述第二半圆弧定位槽。
13.作为本实用新型进一步的方案,所述第一半圆弧定位槽或所述第二半圆弧定位槽的两端均设有锥形斜槽。
14.作为本实用新型进一步的方案,所述锥形斜槽深2mm,角度为7.5度。
15.作为本实用新型进一步的方案,所述车削装夹台阶定位杆的顶端设有顶尖中心孔。
16.与现有技术相比,本实用新型的有益效果是:
17.本实用新型整体结构较为简单,装夹简易,加工数量大,保证加工精度的同时,提高加工效率与装夹效率,设计的凹凸定位槽以及弹簧避位槽也大大的提高了装夹零件的稳定性以及减小了夹伤塑料棒和变形的风险性。
18.本实用新型适合作为现有各类齿轮泵密封塑料棒的加工夹具使用或同类产品的结构改进。
附图说明
19.附图1为本实用新型组合锥度圆弧连接器、两锥度圆弧定位活动块与限位装夹底座装配时的示意图;
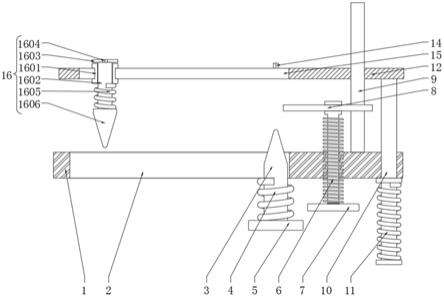
20.附图2为本实用新型组合锥度圆弧连接器、两锥度圆弧定位活动块与车削装夹台阶定位杆装配时的示意图;
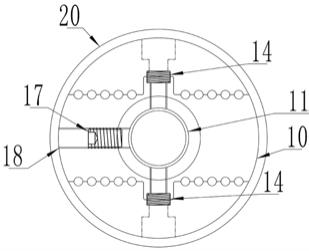
21.附图3为本实用新型组合锥度圆弧连接器、两锥度圆弧定位活动块装配时的示意图;
22.附图4为本实用新型组合锥度圆弧连接器的示意图;
23.附图5为本实用新型组合锥度圆弧连接器的侧视图;
24.附图6为本实用新型锥度圆弧定位活动块的示意图;
25.附图7为本实用新型锥度圆弧定位活动块的侧视图;
26.附图8为本实用新型车削装夹台阶定位杆的示意图;
27.附图9为本实用新型限位装夹底座的示意图。
28.图中各标号分别是:
29.10-组合锥度圆弧连接器、20-锥度圆弧定位活动块、30-限位装夹底座、40-车削装夹台阶定位杆;
30.11-空腔、12-第一半圆弧定位槽、13-凸起、14-弹簧、15-第一弹簧定位槽、16-第一螺纹孔、17-机米螺丝、18-第二螺纹孔;
31.21-螺纹过孔、22-第二弹簧避位槽、23-第二半圆弧定位槽;
32.41-限位台阶,42-顶尖中心孔;
33.31-底座本体、32-预留板、33-定位柱;
34.50-锥形斜槽。
具体实施方式
35.下面结合附图对本实用新型作进一步的详细说明:
36.实施例:
37.请参见图1-9,本实用新型一种高精度内啮合齿轮泵塑料棒长度车削组装治具,包括组合锥度圆弧连接器10、两锥度圆弧定位活动块20以及与前述三者相配合的限位装夹底座30和车削装夹台阶定位杆40,
38.所述组合锥度圆弧连接器10的中部设有空腔11,两侧面均设有十个平行设置的第一半圆弧定位槽12,两侧面的中部对称设有凸起13,所述凸起13的端部设有用于安装弹簧14的第一弹簧避位槽15,所述第一弹簧避位槽15与所述空腔11之间设有连通所述第一弹簧避位槽15与所述空腔11的用于安装内六角螺丝(图上未示出)的第一螺纹孔16,所述组合锥度圆弧连接10器的一端设有与所述空腔11相连通的用于安装机米螺丝17的第二螺纹孔18;
39.所述组合锥度圆弧连接器10的两侧设有与所述组合锥度圆弧连接器相适配的所述锥度圆弧定位活动块20,所述锥度圆弧定位活动块20具有与所述第一半圆弧定位槽12相对应配合的第二半圆弧定位槽23、螺丝过孔21以及与所述第一弹簧避位槽15相对应配合的用于安装弹簧的第二弹簧避位槽22;
40.所述车削装夹台阶定位杆40具有与所述空腔11相配合的限位台阶41;
41.所述限位装夹底座30包括底座本体31、设置于所述底座本体31上的预留板32以及设置于所述预留板32上的具有与所述空腔11相配合的定位柱33。
42.本实用新型组装时,将弹簧14装入组合锥度圆弧连接器10的第一弹簧避位槽15里,锥度圆弧定位活动块20的第二弹簧避位槽22对应锥度圆弧连接器10的第一弹簧避位槽,内六角螺丝穿过锥度圆弧定位活动块的螺丝过孔并对准组合锥度圆弧连接器10内的第一螺纹孔锁紧,再将组合好的锥度圆弧连接器10的空腔11套入车削装夹台阶定位杆40的限位台阶41中,锥度圆弧连接器10侧面设有第二螺纹孔18,将机米螺丝17放入第二螺纹孔18内锁紧至机米螺丝17顶住车削装夹台阶定位杆40。
43.当进行车削工艺时,只需将机米螺丝17松开,即可直接取出组合好的组合锥度圆弧连接器10,松开固定锥度圆弧定位活动块20的内六角螺丝,弹簧会把锥度圆弧定位活动块弹开,塑料棒则会自行脱落,将组合好的组合锥度圆弧连接器10的空腔11套入限位装夹底座30,装入塑料棒,锁紧两锥度圆弧定位活动块20,再套入车削装夹台阶定位杆40锁紧机米螺丝17。
44.本实用新型在具体实施时,可制作相同两款组合好的组合锥度圆弧连接器,这样在进行加工的同时可以同步上料,待下一次装夹换上装好塑料棒的组合锥度圆弧连接器套入车削装夹台阶定位杆,锁紧机米螺丝后即可直接加工。两款同样组合好的组合锥度圆弧连接器可以让装夹效率最大化,不用等设备加工完后再进行装料。
45.本实用新型的第一半圆弧定位槽12和第二半圆弧定位槽23的两端均设有锥形斜槽50,所述锥形斜槽深2mm,角度为7.5度,第一半圆弧定位槽和第二半圆弧定位槽的锥形斜槽50更利于塑料棒的放入,在第一半圆弧定位槽和第二半圆弧定位槽受力夹紧塑料棒的同时,避免因为装夹失误而导致塑料棒的夹伤及变形。
46.所述车削装夹台阶定位杆40的顶端设有顶尖中心孔42,在车削加工时可以使用机床顶尖,以防治机床旋转过快,离心力较大而使夹具产生微小的颤抖,从而提高塑料棒车削的稳定性。
47.综上,本实用新型通过上述的结构设计,解决现有技术中的不足之处,具有结构简单、设计合理、效率高等特点。
48.以上描述仅为本技术的较佳实施例以及对所运用技术原理的说明。本领域技术人员应当理解,本技术中所涉及的实用新型范围,并不限于上述技术特征的特定组合而成的技术方案,同时也应涵盖在不脱离所述实用新型构思的情况下,由上述技术特征或其等同特征进行任意组合而形成的其它技术方案。例如上述特征与本技术中公开的(但不限于)具有类似功能的技术特征进行互相替换而形成的技术方案。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。