1.本发明涉及一种燃烧炉(沸腾炉、流化床、鼓泡床)流体加速器,属于燃烧炉(沸腾炉、流化床、鼓泡床)风帽技术领域。
背景技术:
2.燃烧炉(沸腾炉、流化床、鼓泡床)风帽是燃烧炉(沸腾炉、流化床、鼓泡床)配风装置的一部分,配风装置是燃烧炉(沸腾炉、流化床、鼓泡床)的重要组成部分,配风装置的作用是使助燃气体进入燃烧炉(沸腾炉、流化床、鼓泡床)沸腾段底部界面,以保证燃料在良好的流化状态下充分的燃烧,配风装置由配风板和燃烧炉(沸腾炉、流化床、鼓泡床)风帽组成,燃烧炉(沸腾炉、流化床、鼓泡床)风帽有蘑菇式、柱形、球形和伞形等形式;传统的燃烧炉(沸腾炉、流化床、鼓泡床)风帽孔径小、风孔之间间距小,风孔角度为90
°
,此种传统燃烧炉(沸腾炉、流化床、鼓泡床)风帽不能以含尘量较大的且有特殊粘结性成分的烟气为流入介质的工况条件下正常使用,尤其是以烧结烟气为流入介质且温度为200~300℃的情况下,烟气长时间通过传统燃烧炉(沸腾炉、流化床、鼓泡床)风帽后非常容易导致风孔堵塞的问题。
技术实现要素:
3.本发明为了解决传统燃烧炉(沸腾炉、流化床、鼓泡床)风帽不能以含尘量较大的且有特殊粘结性成分的烟气为流入介质的工况条件下正常使用,尤其是以烧结烟气为流入介质且温度为200~300℃的情况下,烟气长时间通过传统燃烧炉(沸腾炉、流化床、鼓泡床)风帽后非常容易导致风孔堵塞的问题,进而提出一种复合材质的燃烧炉流体加速器。
4.本发明为解决上述问题采取的技术方案是:本发明包括外壳和刚玉内衬,外壳上部的外壁沿圆周方向开有多个风孔,外壳的底面沿其高度方向向上延伸开设有通风孔,且通风孔与风孔连通,风孔的内侧壁上部与通风孔的上部内侧壁和风孔的下部内侧壁均固定嵌装有刚玉内衬,且位于风孔上部内侧壁和下部内侧壁上的刚玉内衬之间留有用于流体通过的孔隙,且所述孔隙倾斜向下设置并与风孔同轴线。
5.进一步的,所述风孔的数量为六个,每个风孔的半径为5mm,且风孔的中心线与外壳的轴线之间的夹角为71
°
~81
°
。
6.进一步的,风孔的中心线与外壳的轴线之间的夹角为76
°
7.进一步的,壳体由第一圆筒段、锥筒段、第二圆筒段和第三圆筒段自上而下依次连接成一体组成,第一圆筒段的顶部设有外凸的球面。
8.进一步的,第一圆筒段的外直径为70mm,第一圆筒段的长度为90mm,球面的半径为35mm,球面的高度为16mm。
9.进一步的,锥筒段的锥度为22
°
,锥筒段的长度为25mm。
10.进一步的,第二圆筒段的外直径为42mm,第二圆筒段的长度为30mm。
11.进一步的,第三圆筒段的外直径为30mm。
12.本发明的有益效果是:本发明在风孔及外壳内壁设置刚玉内衬,由于刚玉内衬是由al2o3的结晶形成的耐火材料,其耐高温、耐磨性好,可降低风孔的内表面温度,使烟气内的颗粒物不会粘结在风孔中,避免堵塞,同时,本发明将风孔的中心线与外壳的轴线之间的夹角设为76
°
,风孔向下倾斜设置,可以带动气流向下流动,进一步避免烟气内的颗粒物堵塞风孔。
附图说明
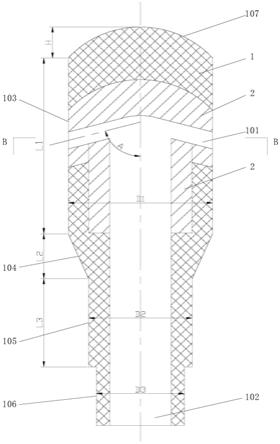
13.图1是本发明的主剖视图;
14.图2是沿图1中b-b线的剖视图。
具体实施方式
15.具体实施方式一:结合图1和图2说明本实施方式,本实施方式所述一种复合材质的燃烧炉流体加速器包括外壳1和刚玉内衬2,外壳1上部的外壁沿圆周方向开有多个风孔101,外壳1的底面沿其高度方向向上延伸开设有通风孔102,且通风孔102与风孔101连通,风孔101的内侧壁上部与通风孔102的上部内侧壁和风孔101的下部内侧壁均固定嵌装有刚玉内衬2,且位于风孔101上部内侧壁和下部内侧壁上的刚玉内衬2之间留有用于流体通过的孔隙,且所述孔隙倾斜向下设置并与风孔同轴线。通风孔102、外壳1的内腔、风孔101形成风道,气流沿所述风道流动。
16.本实施方式中外壳1材质为zg4cr26ni4mn3nre,这种不锈钢是一种在空气中或化学腐蚀介质中能够抵抗腐蚀的高合金钢;刚玉内衬2是由al2o3的结晶形成的耐火材料,其耐高温、耐磨性好,可降低风孔101的内表面温度。
17.具体实施方式二:结合图1和图2说明本实施方式,本实施方式所述一种复合材质的燃烧炉流体加速器的所述风孔101的数量为六个,每个风孔101的半径为5mm,且风孔101的中心线与外壳1的轴线之间的夹角a为71
°
~81
°
。夹角a的数值大于81
°
烟气内的颗粒物依然容易堵塞风孔,夹角a的数值小于71
°
,影响风孔101与通风孔102之间气体流动的通畅性,风孔101的数量为六个,使得相邻两个风孔101之间不会因为间距较小,风孔101内壁无法及时散热。
18.风孔101向下倾斜设置,可以带动气流向下流动,进一步避免烟气内的颗粒物堵塞风孔101。
19.风孔101加工时其加工误差为
±
1mm;夹角a的加工误差为
±1°
。其它组成及连接关系与具体实施方式一相同。
20.具体实施方式三:结合图1说明本实施方式,本实施方式所述一种复合材质的燃烧炉流体加速器的风孔101的中心线与外壳1的轴线之间的夹角a为76
°
。夹角a为76
°
可以保证烟气内的颗粒物能够在重力作用下自然下落,且不会影响风孔101与通风孔102之间气体流动的通畅性。
21.其它组成及连接关系与具体实施方式二相同。
22.具体实施方式四:结合图1说明本实施方式,本实施方式所述一种复合材质的燃烧炉流体加速器的壳体1由第一圆筒段103、锥筒段104、第二圆筒段105、第三圆筒段106首尾依次连接成一体组成,第一圆筒段103的顶部设有外凸的球面107。其它组成及连接关系与
具体实施方式一相同。
23.具体实施方式五:结合图1说明本实施方式,本实施方式所述一种复合材质的燃烧炉流体加速器的第一圆筒段103的外直径d1为70mm,第一圆筒段103的长度l1为90mm,球面107的半径为35mm,球面107的高度h为16mm。
24.第一圆筒段103的外直径d1加工时的允许误差为
±
5mm;第一圆筒段103的长度l1加工时的允许误差为
±
10mm;球面107的半径加工时允许的误差为
±
5mm;球面107的高度h加工时允许的误差为
±
2mm。其它组成及连接关系与具体实施方式一或四相同。
25.具体实施方式六:结合图1说明本实施方式,本实施方式所述一种复合材质的燃烧炉流体加速器的锥筒段104的锥度为22
°
,锥筒段104的长度l2为25mm。
26.锥筒段104的锥度加工时允许的误差为
±2°
;锥筒段104的长度l2加工时允许的误差为
±
2mm。其它组成及连接关系与具体实施方式一或四相同。
27.具体实施方式七:结合图1说明本实施方式,本实施方式所述一种复合材质的燃烧炉流体加速器的第二圆筒段105的外直径d2为42mm,第二圆筒段105的长度l3为30mm。
28.第二圆筒段105的外直径d2加工时的允许误差为
±
2mm;第二圆筒段105的长度l3加工时允许的误差为
±
3mm。其它组成及连接关系与具体实施方式一或四相同。
29.具体实施方式八:结合图1说明本实施方式,本实施方式所述一种复合材质的燃烧炉流体加速器的第三圆筒段106的外直径d3为30mm。
30.第三圆筒段106的外直径d3加工时允许的误差为
±
2mm。其它组成及连接关系与具体实施方式一或四相同。
31.工作原理
32.本发明在风孔101及外壳1内壁设置刚玉内衬2,由于刚玉内衬2是由al2o3的结晶形成的耐火材料,其耐高温、耐磨性好,可降低风孔101的内表面温度,使烟气内的颗粒物不会粘结在风孔101中,避免堵塞,同时,本发明将风孔101的中心线与外壳1的轴线之间的夹角设为76
°
,风孔向下倾斜设置,可以带动气流向下流动,进一步避免烧结烟气产生的颗粒物堵塞风孔101。
33.以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,虽然本发明已以较佳实施例揭露如上,然而并非用以限定本发明,任何熟悉本专业的技术人员,在不脱离本发明技术方案范围内,当可利用上述揭示的技术内容做出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案内容,依据本发明的技术实质,在本发明的精神和原则之内,对以上实施例所作的任何简单的修改、等同替换与改进等,均仍属于本发明技术方案的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。