:
1.本发明属于燃爆危险品销毁炉技术领域,特别涉及一种燃爆危险品焚烧销毁系统炉膛工况安全预警保护系统。
背景技术:
2.燃爆危险品包括推进剂、发射药、烟火剂、火炸药、火工品、引信、枪弹、炮弹和导弹以及民用火炸药、雷管、导爆索、安全气囊等,这些涉爆危险品在其研制、试验、生产、贮存和使用过程中,由于生产技术管理不完善、储存管理不合理、技术进步淘汰或超过使用期限等种种原因,必然会产生一定量的残、废、旧品及一些衍生的其它燃爆废品。这些燃爆废品都必须及时得到安全可靠的销毁,目前在国内,大部分单位还是远郊野外露天焚烧,也有少数单位使用焚烧炉销毁,但是对焚烧炉内温度压力缺少监控,安全措施差。
3.公开于该背景技术部分的信息仅仅旨在增加对本发明的总体背景的理解,而不应当被视为承认或以任何形式暗示该信息构成已为本领域一般技术人员所公知的现有技术。
技术实现要素:
4.本发明的目的在于提供一种燃爆危险品焚烧销毁系统炉膛工况安全预警保护系统,从而克服上述现有技术中的缺陷。
5.为实现上述目的,本发明提供了一种燃爆危险品焚烧销毁系统炉膛工况安全预警保护系统,包括:投料装置、燃烧机、炉体、压力变送器、温度变送器、集气罩、风道、风机、排渣装置、plc控制器;所述投料装置包括投料架、投料口、放料闸门、放料气缸、放料到位信号开关、料管,投料架上设置有投料口、放料气缸,投料口与料管连接处设置有放料闸门,料管与炉体连接,放料气缸输出端与放料闸门连接,放料闸门一侧的投料架上设置有放料到位信号开关,放料闸门上设置有触点,放料到位信号开关位于触点移动轨迹上;所述燃烧机通过火焰通道与炉体连接,炉体顶部设置有集气罩,集气罩与风道连接,风道上设置有风机;所述排渣装置包括排渣门、电机、转轴、摇臂,排渣门设置在炉体底部,排渣门两侧分别与摇臂连接,摇臂与转轴连接,转轴与电机通过联轴器连接;所述炉体上分别设置有压力变送器、温度变送器;所述plc控制器的输入端通过线路分别与压力变送器、温度变送器、放料到位信号开关连接,plc控制器的输出端通过线路分别与燃烧机、放料气缸、风机、电机连接。
6.优选地,技术方案中,plc控制器选用西门子s7-1200型控制器。
7.优选地,技术方案中,压力变送器选用防爆型pb8103cdm1h/j,检测压力范围-1kpa-10mpa。
8.优选地,技术方案中,温度变送器选用防爆型hgwr216pw/k240dk热电偶,检测温度范围0-1100℃。
9.优选地,技术方案中,压力变送器、温度变送器分别套装有水冷隔套,水冷隔套上设置有进水口、出水口。
10.优选地,技术方案中,投料装置还包括隔离闸门、隔离气缸、隔离到位信号开关,隔
离气缸设置在投料架,隔离气缸输出端与隔离闸门连接,隔离闸门位于投料口与放料闸门之间,隔离闸门一侧设置有隔离到位信号开关,隔离闸门上设置有触点,隔离到位信号开关位于触点移动轨迹上,隔离到位信号开关通过线路与plc控制器输入端连接,隔离气缸通过线路与plc控制器输出端连接。
11.一种燃爆危险品焚烧销毁系统炉膛工况安全预警保护系统的工作方法,其步骤为:(1)将燃爆危险品从投料口投入,plc控制器控制隔离气缸启动,带动隔离闸门开启,当隔离闸门的开启触点与隔离到位信号开关接触时,隔离到位信号开关将开启信号传递至plc控制器,plc控制器控制隔离气缸停止,燃爆危险品落入隔离闸门与放料闸门之间,同时plc控制器控制燃烧机启动;
12.(2)当燃爆危险品投入完成后,plc控制器控制隔离气缸复位,当隔离闸门的关闭触点与隔离到位信号开关接触时,隔离到位信号开关将关闭信号传递至plc控制器,隔离闸门关闭;plc控制器控制放料气缸启动,带动放料闸门开启,燃爆危险品落入炉体内膛中,当放料闸门的开启触点与放料到位信号开关接触时,放料到位信号开关将开启信号传递至plc控制器,plc控制器控制放料气缸复位,当放料闸门的关闭触点与放料到位信号开关接触时,放料到位信号开关将关闭信号传递至plc控制器,放料闸门关闭;
13.(3)燃爆危险品在炉体内膛中被火焰引燃焚烧,压力变送器检测炉体内气体压力变化是否大于500pa,温度变送器检测炉体内温度是否在设定的温度300℃-900℃间,压力变送器、温度变送器将检测到的数据发送至plc控制器,plc控制器根据检测数据进行控制;
14.(4)当炉体内气体压力变化大于500pa,炉体内温度在300℃-900℃间时,循环(1)-(3)中步骤;
15.(5)当炉体内气体压力变化小于500pa时,进行二次投料,步骤与(1)-(3)相同;当二次投料后,炉体内气体压力变化仍然小于500pa时,暂停投料,燃烧机持续保持开启状态,对炉内燃爆危险品进行持续焚烧,直至压力变送器检测炉体内气体压力变化大于500pa,炉体内继续焚烧五分钟,确保炉体内燃爆危险品充分燃烧后,循环步骤(1)-(3);
16.(6)当炉体内温度低于300℃时,继续保持燃烧机燃烧,使炉体内温度达到设定范围;当炉体内温度高于900℃时,温度变送器将检测到的数据发送至plc控制器,plc控制器关闭燃烧机,同时开启风机,风机将冷风从风道经过集气罩吹入炉体中,对炉体进行冷却,使炉体内温度降至设定范围中,然后循环步骤(1)-(3);
17.(7)燃爆危险品处理完成后,plc控制器关闭燃烧机,开启电机,电机带动转轴转动,摇臂摆动将排渣门打开,炉体内的炉渣从排渣门排出。
18.优选地,技术方案中,步骤(2)中,当plc控制器未接收到放料到位信号开关发送的关闭信号时,继续等待关闭信号,当超过五分钟未收到关闭信号时,plc控制器关闭整个系统,进行停机检修。
19.与现有技术相比,本发明具有如下有益效果:
20.通过对炉内气体压力实时检测,保证炉内气体压力在设定范围中,保证燃爆危险品烧毁完成,不会因为积累造成超爆现象。通过对炉内温度实时检测,保证炉内温度在设定范围中,由于温度越高炉体抗爆能力越低,提高了炉体抗爆能力。
附图说明:
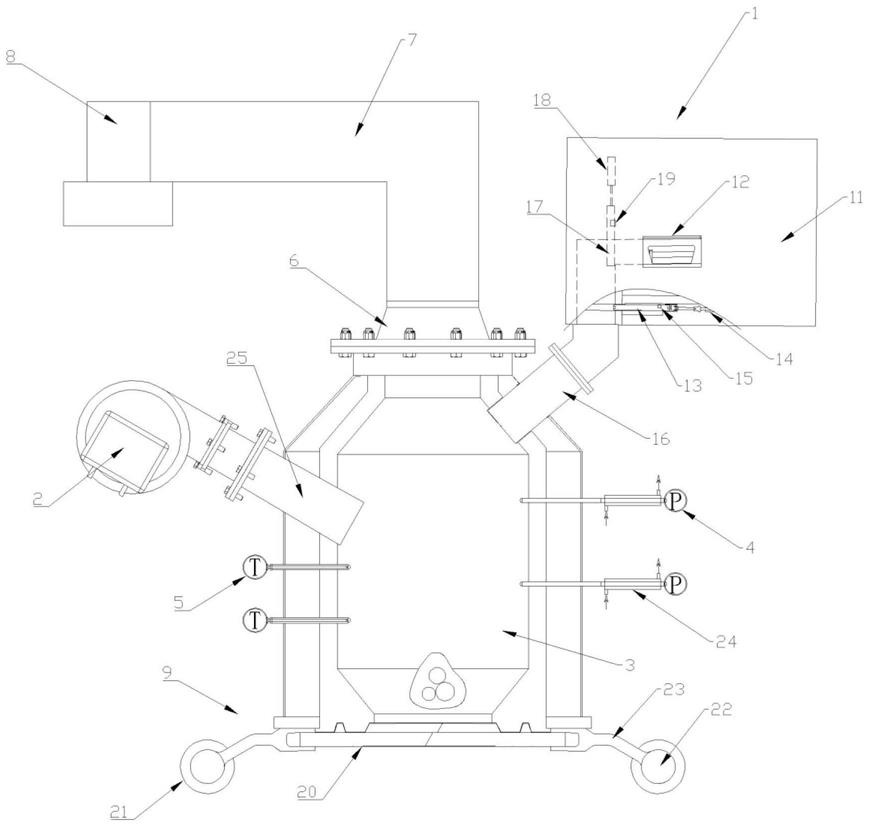
21.图1为本发明燃爆危险品焚烧销毁系统炉膛工况安全预警保护系统示意图;
22.图2为本发明燃爆危险品焚烧销毁系统炉膛工况安全预警保护系统工作流程图;
23.图3为本发明plc控制器控制原理图;
24.附图标记为:1-投料装置、2-燃烧机、3-炉体、4-压力变送器、5-温度变送器、6-集气罩、7-风道、8-风机、9-排渣装置、10-plc控制器、11-投料架、12-投料口、13-放料闸门、14-放料气缸、15-放料到位信号开关、16-料管、17-隔离闸门、18-隔离气缸、19-隔离到位信号开关、20-排渣门、21-电机、22-转轴、23-摇臂、24-水冷隔套、25-火焰通道。
具体实施方式:
25.下面对本发明的具体实施方式进行详细描述,但应当理解本发明的保护范围并不受具体实施方式的限制。
26.除非另有其它明确表示,否则在整个说明书和权利要求书中,术语“包括”或其变换如“包含”或“包括有”等等将被理解为包括所陈述的元件或组成部分,而并未排除其它元件或其它组成部分。
27.如图1所示,一种燃爆危险品焚烧销毁系统炉膛工况安全预警保护系统,包括:投料装置1、燃烧机2、炉体3、压力变送器4、温度变送器5、集气罩6、风道7、风机8、排渣装置9、plc控制器;所述投料装置1包括投料架11、投料口12、放料闸门13、放料气缸14、放料到位信号开关15、料管16、隔离闸门17、隔离气缸18、隔离到位信号开关19,投料架11上设置有投料口12、放料气缸14、隔离气缸18,投料口12与料管16连接处设置有放料闸门13,料管16与炉体3连接,放料气缸14输出端与放料闸门13连接,放料闸门13一侧的投料架11上设置有放料到位信号开关15,放料闸门13上设置有开启触点、关闭触点,放料到位信号开关15位于触点移动轨迹上,隔离气缸18设置在投料架11,隔离气缸18输出端与隔离闸门17连接,隔离闸门17位于投料口12与放料闸门13之间,隔离闸门17一侧设置有隔离到位信号开关19,隔离闸门17上设置有开启触点、关闭触点,隔离到位信号开关19位于触点移动轨迹上;所述燃烧机2通过火焰通道25与炉体3连接,炉体3顶部设置有集气罩6,集气罩6与风道7连接,风道7上设置有风机8;所述排渣装置9包括排渣门20、电机21、转轴22、摇臂23,排渣门20设置在炉体3底部,排渣门20两侧分别与摇臂23连接,摇臂23与转轴22连接,转轴22与电机21通过联轴器连接;所述炉体3上分别设置有压力变送器4、温度变送器5,压力变送器4、温度变送器5分别套装有水冷隔套24,水冷隔套24上设置有进水口、出水口。压力变送器4选用防爆型pb8103cdm1h/j,检测压力范围-1kpa-10mpa。温度变送器5选用防爆型hgwr216pw/k240dk热电偶,检测温度范围0-1100℃。
28.如图3所示,plc控制器10选用西门子s7-1200型控制器。plc控制器10包括cpu、信号模块、通信模块,cpu分别与信号模块、通信模块连接,plc控制器10的信号模块通过线路分别与压力变送器4、温度变送器5、放料到位信号开关15、隔离到位信号开关19连接,plc控制器10的通信模块通过线路分别与燃烧机2、放料气缸14、风机8、电机21、隔离气缸18连接。
29.如图2所示,一种燃爆危险品焚烧销毁系统炉膛工况安全预警保护系统的工作方法,其步骤为:(1)将燃爆危险品从投料口投入,plc控制器控制隔离气缸启动,带动隔离闸门开启,当隔离闸门的开启触点与隔离到位信号开关接触时,隔离到位信号开关将开启信
号传递至plc控制器,plc控制器控制隔离气缸停止,燃爆危险品落入隔离闸门与放料闸门之间,同时plc控制器控制燃烧机启动;
30.(2)当燃爆危险品投入完成后,plc控制器控制隔离气缸复位,当隔离闸门的关闭触点与隔离到位信号开关接触时,隔离到位信号开关将关闭信号传递至plc控制器,隔离闸门关闭;plc控制器控制放料气缸启动,带动放料闸门开启,燃爆危险品落入炉体内膛中,当放料闸门的开启触点与放料到位信号开关接触时,放料到位信号开关将开启信号传递至plc控制器,plc控制器控制放料气缸复位,当放料闸门的关闭触点与放料到位信号开关接触时,放料到位信号开关将关闭信号传递至plc控制器,放料闸门关闭;当plc控制器未接收到放料到位信号开关发送的关闭信号时,继续等待关闭信号,当超过五分钟未收到关闭信号时,plc控制器关闭整个系统,进行停机检修;
31.(3)燃爆危险品在炉体内膛中被火焰引燃焚烧,压力变送器检测炉体内气体压力变化是否大于500pa,温度变送器检测炉体内温度是否在设定的温度300℃-900℃间,压力变送器、温度变送器将检测到的数据发送至plc控制器,plc控制器根据检测数据进行控制;
32.(4)当炉体内气体压力变化大于500pa,炉体内温度在300℃-900℃间时,循环(1)-(3)中步骤;
33.(5)当炉体内气体压力变化小于500pa时,进行二次投料,步骤与(1)-(3)相同;当二次投料后,炉体内气体压力变化仍然小于500pa时,暂停投料,燃烧机持续保持开启状态,对炉内燃爆危险品进行持续焚烧,直至压力变送器检测炉体内气体压力变化大于500pa,炉体内继续焚烧五分钟,确保炉体内燃爆危险品充分燃烧后,循环步骤(1)-(3);
34.(6)当炉体内温度低于300℃时,继续保持燃烧机燃烧,使炉体内温度达到设定范围;当炉体内温度高于900℃时,温度变送器将检测到的数据发送至plc控制器,plc控制器关闭燃烧机,同时开启风机,风机将冷风从风道经过集气罩吹入炉体中,对炉体进行冷却,使炉体内温度降至设定范围中,然后循环步骤(1)-(3);
35.(7)燃爆危险品处理完成后,plc控制器关闭燃烧机,开启电机,电机带动转轴转动,摇臂摆动将排渣门打开,炉体内的炉渣从排渣门排出。
36.前述对本发明的具体示例性实施方案的描述是为了说明和例证的目的。这些描述并非想将本发明限定为所公开的精确形式,并且很显然,根据上述教导,可以进行很多改变和变化。对示例性实施例进行选择和描述的目的在于解释本发明的特定原理及其实际应用,从而使得本领域的技术人员能够实现并利用本发明的各种不同的示例性实施方案以及各种不同的选择和改变。本发明的范围意在由权利要求书及其等同形式所限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。