1.本技术涉及不粘材料技术领域,具体涉及一种不粘材料、不粘材料的制备方法和不粘材料的应用。
背景技术:
2.现有的炊具不粘材料主要为氟涂料,其主要成分为有机氟树脂材料,而有机氟树脂材料通常存在以下的缺点:
3.1、易被划伤:由于氟树脂为高分子材料,其硬度较低,当翻炒硬质食物(如贝壳等)时表面易被划伤而露出炊具基材。
4.2、不耐高温:氟树脂为高分子树脂,在高温环境下,氟树脂在长时间高温条件下易变性导致失效。
5.3、使用体验不佳:由于硬度较低容易被破坏,不能适用于爆炒、翻炒等条件,使用体验较差。
6.因此,需要对现有的不粘材料进行改进,以提升不粘涂层的耐刮伤性和不粘效果从而能够获得较长的不粘寿命。
技术实现要素:
7.因此,本技术的目的在于提供一种不粘材料及其制备方法和其应用,以解决现有技术中的不粘材料形成的不粘涂层耐刮伤性能不好和不粘效果而导致不粘寿命较短的问题。
8.根据本技术的第一方面,提供一种不粘材料,所述不粘材料包括至少一种复合金属阳离子金属酸盐粉末,所述复合金属阳离子金属酸盐具有非晶结构,所述复合金属阳离子金属酸盐中的复合金属阳离子包括至少两种金属阳离子。
9.在实施例中,所述复合金属阳离子金属酸盐包括复合金属阳离子钛酸盐、复合金属阳离子铬酸盐、复合金属阳离子锰酸盐、复合金属阳离子铁酸盐、复合金属阳离子偏铝酸盐、复合金属阳离子钨酸盐、复合金属阳离子钼酸盐和复合金属阳离子钒酸盐中的至少一种。
10.在实施例中,所述金属阳离子包括镁离子、铝离子、钙离子、硒离子、钛离子、钒离子、铬离子、锰离子、铁离子、钴离子、镍离子、铜离子、锌离子、镓离子、锗离子、钇离子、锆离子、铌离子、钼离子、锝离子、铟离子、锡离子、锑离子、铪离子、钽离子和钨离子中的至少一种。
11.在实施例中,在每种复合金属阳离子金属酸盐中,基于复合金属阳离子的总数量,任意一种金属阳离子的数量占所述复合金属阳离子的总数量的百分比大于或等于10%,所有的复合金属阳离子的数量百分比之和为100%。
12.在实施例中,所述不粘材料粉末的粒径范围为200目-800目。
13.在实施例中,所述不粘材料还包括金属材料,所述金属材料在所述复合金属阳离
子金属酸盐粉末表面上形成膜层,在所述不粘材料中,基于所述不粘材料的总重量,所述金属材料的重量占所述不粘材料的总重量的3%-10%,余量为所述复合金属阳离子金属酸盐粉末。
14.在实施例中,所述金属材料包括铁及其合金、锌及其合金、铝及其合金、钛及其合金、铬及其合金、镍及其合金、钴及其合金、铜及其合金、锆及其合金、钼及其合金和钒及其合金中的至少一种。
15.根据本技术的第二方面,提供一种不粘材料的制备方法,所述制备方法包括将至少两种金属阳离子金属酸盐粉末熔融,得到对应的熔融液;采用雾化制粉的方式对所述熔融液进行处理得到对应的复合金属阳离子金属酸盐粉末,所述复合金属阳离子金属酸盐具有非晶结构;其中,在不同种类的金属阳离子金属酸盐中,金属酸根离子相同,金属阳离子不同;所述不粘材料包括至少一种复合金属阳离子金属酸盐粉末。
16.在实施例中,任意两个所述金属阳离子的半径差的绝对值大于或等于氢原子半径的0.1倍。
17.在实施例中,在每种复合金属阳离子金属酸盐中,基于复合金属阳离子的总数量,任意一种金属阳离子的数量占所述复合金属阳离子的总数量的百分比大于或等于10%,所有的复合金属阳离子的数量百分比之和为100%。
18.在实施例中,所述金属阳离子金属酸盐包括钛酸盐、铬酸盐、锰酸盐、铁酸盐、偏铝酸盐、钨酸盐、钼酸盐和钒酸盐中的至少一种。
19.在实施例中,所述金属阳离子包括镁离子、铝离子、钙离子、硒离子、钛离子、钒离子、铬离子、锰离子、铁离子、钴离子、镍离子、铜离子、锌离子、镓离子、锗离子、钇离子、锆离子、铌离子、钼离子、锝离子、铟离子、锡离子、锑离子、铪离子、钽离子和钨离子中的至少一种。
20.在实施例中,所述采用雾化制粉的方式对所述熔融液进行处理,包括将所述熔融液进行雾化处理,在雾化处理中,所述熔融液以300k/s-450k/s的冷却速度进行第一次冷却并被分散成液滴;将所述液滴以600k/s-1000k/s的冷却速度进行第二次冷却,以得到复合金属阳离子金属酸盐粉末。
21.根据本技术的第三方面,提供一种不粘材料作为喷涂原料的应用,所述不粘材料作为炊具的不粘材料。
附图说明
22.通过下面结合附图对实施例进行的描述,本技术的上述以及其他目的和特点将会变得更加清楚,在附图中:
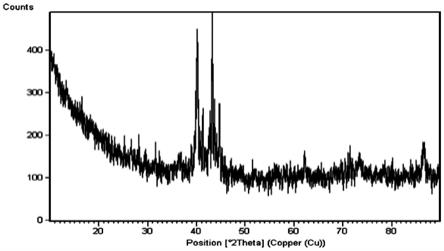
23.图1是根据本技术实施例的不粘材料的xrd图谱。
具体实施方式
24.将在下文中更充分地描述本技术的发明构思。
25.金属酸盐相较于金属材料而言,具有较高的硬度、熔点以及较好的抗氧化性,并且具有长久高温不变性的优点。因此,可以通过将金属酸盐作为不粘材料来实现具有一定强度的不粘材料,从而实现具有较好的耐刮伤性能和不粘寿命。
26.然而,不粘材料不仅需要具有一定的强度,还需要具有合适的不粘性能,而金属酸盐通常为晶体结构,不粘效果一般,为了提升不粘效果,还需要对金属酸盐进行处理。
27.发明人经研究发现,以金属酸盐为骨架成分,采用不同金属阳离子的同一种金属酸盐为原材料进行熔炼混合,并通过冷却的方式,从而制备出具有非晶结构的复合金属阳离子金属酸盐。通过对原材料的组合、原材料中金属阳离子的占比以及原材料中金属阳离子的个数进行设计,能够使得复合金属阳离子金属酸盐粉末具有较高的非晶化程度。由于非晶结构相较于晶体结构具有较低的表面能,采用具有非晶结构的复合金属阳离子金属酸盐粉末作为不粘材料能够实现烹饪不粘的目的。另外,具有非晶结构的材料具有一定的硬度,能够进一步提升不粘材料形成的产品的耐划伤性能。
28.此外,发明人还发现,在不粘材料的制备方法中,复合金属阳离子金属酸盐粉末在熔融至形成粉末的过程中,通过控制冷却速度,以快速冷却的方式保持复合金属阳离子金属酸盐的固溶体相的稳定,防止结晶析出,可以获得非晶化程度更高的粉末。
29.下面将结合示例性实施例,对本技术的发明构思进行详细的描述。
30.根据本技术的第一方面提供了一种不粘材料,所述不粘材料包括至少一种复合金属阳离子金属酸盐粉末。其中,复合金属阳离子金属酸盐具有非晶结构,复合金属阳离子金属酸盐中的复合金属阳离子包括至少两种金属阳离子。
31.根据本技术的不粘材料,由于非晶结构相比晶体结构具有更低的表面能,因此能够作为具有不粘效果的不粘材料。此外,由于非晶结构的复合金属阳离子金属酸盐还具有一定的硬度,能够提升不粘材料的耐划伤性能而提升不粘寿命。
32.根据本技术的不粘材料,可以采用上述的一种复合金属阳离子金属酸盐作为不粘材料,也可以采用上述的多种复合金属阳离子金属酸盐混合作为不粘材料,多种复合金属阳离子金属酸盐可以任意混合后作为不粘材料,本技术并不限制不粘材料的组合方式和混合比例。
33.图1是根据本技术实施例的不粘材料的xrd图谱。具体的,可以为al2fe(tio3)4的xrd图谱,如图1所示,特征峰不是特别明显,杂峰多且乱,结晶性差,al2fe(tio3)4粉末中呈现非晶趋势,根据常规全谱拟合法计算得到非晶相含量为87%。在本技术中,复合金属阳离子金属酸盐粉末非晶含量不小于50%,优选地,不小于65%。非晶相含量小于50%提升不粘的效果一般,而非晶相含量大于或者等于50%能够在很大程度上提升不粘性能。
34.需要说明的是,根据本技术,金属阳离子并不包括金属酸根离子中的金属阳离子。
35.在实施例中,复合金属阳离子金属酸盐的种类可以包括复合金属阳离子钛酸盐、复合金属阳离子铬酸盐、复合金属阳离子锰酸盐、复合金属阳离子铁酸盐、复合金属阳离子偏铝酸盐、复合金属阳离子钨酸盐、复合金属阳离子钼酸盐和复合金属阳离子钒酸盐中的至少一种。每种复合金属阳离子金属酸盐中的金属阳离子可以包括镁离子、铝离子、钙离子、硒离子、钛离子、钒离子、铬离子、锰离子、铁离子、钴离子、镍离子、铜离子、锌离子、镓离子、锗离子、钇离子、锆离子、铌离子、钼离子、锝离子、铟离子、锡离子、锑离子、铪离子、钽离子和钨离子中的至少两种。示例性的,当为复合金属阳离子m酸盐时,复合金属阳离子m酸盐可以包括m酸铝铁或者可以包括m酸铝铁镁。m酸铝铁镁的化学式可以为al
x
feymgz(mo3)w,其中0<x≤3,1≤y≤6,0<z≤3,w由金属阳离子的价态和摩尔数决定。m酸铝铁的化学式可以为al
x
fey(mo3)w,其中0<x≤3,1≤y≤6,w由金属阳离子的价态和摩尔数决定。具体的,钛酸
铝铁镁的化学式可以为al
x
feymgz(tio3)w,其中,当为fe
3
时,3x 3y 2z=2w,或者当为fe
2
时,3x 2y 2z=2w。
36.在实施例中,在每种复合金属阳离子金属酸盐中,基于复合金属阳离子的总数量,任意一种金属阳离子的数量占所述复合金属阳离子的总数量的百分比大于或等于10%,所有的复合金属阳离子的数量百分比之和为100%。
37.在本技术中,在采用不粘材料形成涂层的过程中,在保证能够形成涂层的条件下,尽可能的缩短飞行时间可以使不粘材料中保留较多的非晶结构。即控制复合金属阳离子金属酸盐粉末的熔融程度,使其在形成涂层的过程中保留更多的非晶相。具体地,使具有非晶结构的复合金属阳离子金属酸盐粉末表面熔融而内部不完全熔融,可以形成具有非晶结构的不粘涂层,从而保证不粘效果。
38.在实际应用中发现,由于复合金属阳离子金属酸盐粉末熔点高,导热性差,当作为不粘材料进行喷涂时,在较短的飞行时间(粉末从喷枪至产品上所用的时间)内,复合金属阳离子金属酸盐粉末的表面会熔融而内部很难完全的熔融,在喷涂至产品上时,与产品的结合力度会受到些许影响。在保证不粘性的前提下,为了提高结合力,不粘材料除了包括复合金属阳离子金属酸盐粉末之外,还可以包括金属材料。其中,金属材料在复合金属阳离子金属酸盐粉末表面上形成膜层。并且,在不粘材料中,基于不粘材料的总重量,金属材料的重量占不粘材料的总重量的3%-10%,余量为复合金属阳离子金属酸盐粉末。
39.根据本技术的不粘材料,金属材料的熔点相对较低并且导热性好,因此能够在较短时间内完全的熔融,通过将金属材料和复合金属阳离子金属酸盐粉末复合形成不粘材料,金属材料便可以充当复合金属阳离子金属酸盐粉末表面的“粘结剂”,在保证不粘性的前提下能够提高后续喷涂时与产品的结合力。
40.在示例性的实施例中,金属材料可以包括铁及其合金、锌及其合金、铝及其合金、钛及其合金、铬及其合金、镍及其合金、钴及其合金、铜及其合金、锆及其合金、钼及其合金和钒及其合金中的至少一种。但本领域技术人员还可以在本技术的教导下,选择其他合适的材料作为粘结剂,以提升复合金属阳离子金属酸盐与产品形成的涂层的结合力。
41.在下文中,将结合实施例来详细描述本技术的不粘材料的制备方法。
42.根据本技术第二方面的实施例还提供了一种不粘材料的制备方法,所述制备方法可以包括以下步骤:
43.步骤s101,将至少两种金属阳离子金属酸盐粉末熔融,得到对应的熔融液。
44.步骤s102,采用雾化制粉的方式对所述熔融液进行处理得到对应的复合金属阳离子金属酸盐粉末,所述复合金属阳离子金属酸盐具有非晶结构。其中,在不同种类的金属阳离子金属酸盐中,金属酸根离子相同,金属阳离子不同。所述不粘材料包括至少一种复合金属阳离子金属酸盐粉末。
45.根据本技术的不粘材料的制备方法,采用不同金属阳离子的同一种金属酸盐形成熔融液,通过雾化制粉的方法对熔融液进行处理,能够形成具有非晶结构的复合金属阳离子金属酸盐粉末,由于非晶结构相较于晶体结构具有较低的表面能,因此能够实现较好不粘效果的不粘材料。此外,由于非晶结构的复合金属阳离子金属酸盐还具有一定的硬度,能够提升不粘材料的耐划伤性能而提升不粘寿命。
46.根据本技术,金属酸盐常见为固溶体相,固溶体相分为置换固溶体和间隙固溶体,
固溶体存在晶格畸变效应。采用至少两种金属阳离子金属酸盐粉末形成熔融液,通过雾化制粉的方法对熔融液进行处理,在不断冷却形成粉末的过程中,由于不同阳离子的半径不同,不同阳离子以同等机会占据各个晶格位置,导致晶格发生畸变,不同阳离子的的尺寸差使晶格畸变能过高而无法保持晶体结构,从而晶格坍塌形成非晶结构,进而形成本技术的低的表面能的复合金属阳离子金属酸盐粉末。
47.根据本技术的不粘材料的制备方法,可以包括准备原材料的步骤,原材料可以包括至少两种金属阳离子金属酸盐粉末。在实施例中,原材料具有大小均匀的尺寸并且具有类球形的形状,以使得均能够在进行熔融的步骤中充分的熔化。根据本技术,原材料的粉末粒径的选择可以根据熔点的不同进行选择,示例性的,熔点在1000℃-1200℃之间的粉末,可选择的粉末的粒径尺寸为300-500目,熔点在1200℃-1500℃之间的粉末,可选择的粉末的粒径尺寸为500-800目,熔点越高,粉末越细。可以采用原材料通过球磨的方式获得对应的粒径粉末。
48.本技术,形成复合金属阳离子金属酸盐的原材料是以“金属酸盐”为骨架成分,由于金属酸盐具有较高的硬度以及抗氧化性,复合金属阳离子金属酸盐同样也兼具很好的硬度以及抗氧化性。进一步地,以至少一种复合金属阳离子金属酸盐形成的不粘材料同样具有较优的性质。在本技术的原材料中,金属阳离子金属酸盐可以包括钛酸盐、铬酸盐、锰酸盐、铁酸盐、偏铝酸盐、钨酸盐、钼酸盐、钒酸盐、硅酸盐和磷酸盐中的至少一种。金属阳离子可以包括镁离子、铝离子、钙离子、硒离子、钛离子、钒离子、铬离子、锰离子、铁离子、钴离子、镍离子、铜离子、锌离子、镓离子、锗离子、钇离子、锆离子、铌离子、钼离子、锝离子、铟离子、锡离子、锑离子、铪离子、钽离子和钨离子中的至少一种。根据本技术的原材料,可以通过购买得到,也可以通过现有技术中的合成方法制备得到。
49.根据本技术的原材料的制备方法,可以通过以下步骤实现,具体的,原材料的制备方法可以包括:化学沉淀法、液相合成法、水热法、溶剂热法、高温固相合成法。通过以上方法获得对应的原材料提纯后待用。
50.根据本技术的不粘材料的制备方法,在选择好原材料之后,可以对各个原材料的组合进行设计,以使原材料之间的金属阳离子具有相对较大的半径差,从而能够提高形成的复合金属阳离子金属酸盐的非晶化程度。在原材料中,任意两个原材料之间的金属阳离子的半径差的绝对值可以大于或等于氢原子半径的0.1倍。
51.需要说明的是,根据本技术,金属阳离子并不包括金属酸根离子中的金属阳离子。
52.此外,为了提高复合金属阳离子金属酸盐的非晶化程度,除了可以对形成一种复合金属阳离子金属酸盐的各个原材料的组合进行设计之外,还可以通过提供较多种类的金属阳离子,从而利于形成无序的非晶相。
53.另外,还可以通过设置原材料中金属阳离子的个数比,以使最终形成的复合金属阳离子金属酸盐中具有一定含量的金属阳离子。
54.在原材料中,任意两个金属阳离子摩尔比可以在1:9-9:1之间。根据本技术,在每种复合金属阳离子金属酸盐中,基于复合金属阳离子的总数量,任意一种金属阳离子的数量占复合金属阳离子的总数量的百分比大于或等于10%,所有的复合金属阳离子的数量百分比之和为100%。
55.示例性的,通过第一金属阳离子金属酸盐和第二金属阳离子金属酸盐形成复合金
属阳离子金属酸盐,在复合金属阳离子金属酸盐中,基于复合金属阳离子的总数量,第一金属阳离子的数量占复合金属阳离子的总数量的百分比大于或等于10%,第二金属阳离子的数量占复合金属阳离子的总数量的百分比大于或等于90%。
56.具体地,以4mol的fetio3和3mol的al2(tio3)3形成al2fe(tio3)4,在铝铁离子中,铝离子的数量占铝铁离子的总数量的60%时,则铁离子的数量占铝铁离子的总数量的40%。
57.根据本技术的不粘材料的制备方法,原材料中的金属阳离子的半径差异越大,过大的尺寸差会导致晶格畸变能过高而无法保持晶体结构,越容易形成无序的非晶相,通过设置原材料中的各个金属阳离子具有一定的占比,在形成复合金属阳离子金属酸盐的过程中,金属阳离子合适的数量占比可以发挥到金属阳离子作为掺杂离子的作用,以通过较多种类的金属阳离子破坏金属酸盐的晶体结构,从而更容易形成非晶结构,进而能够获得更低的表面能以提高不粘性能。
58.根据本技术的复合金属阳离子金属酸盐的制备方法,可以通过将两种金属酸盐粉末熔融并通过雾化制粉的方式获得,也可以通过更多种金属酸盐粉末熔融并通过雾化制粉的方式获得。而通过更多种金属酸盐形成的复合金属阳离子金属酸盐的制备方法,不同之处在于,仅是在熔融的过程中加入更多的原料,其他方法与两种金属酸盐形成的复合金属阳离子金属酸盐的制备方法相同。为了方便描述,下面将以两种金属酸盐形成复合金属阳离子金属酸盐为例,对本技术的不粘材料的制备方法进行描述。
59.根据本技术的不粘材料的制备方法,在准备好两种金属阳离子金属酸盐粉末之后,接下来,将对两种粉末进行熔炼。具体地,为了避免氧化,熔炼的过程需要在惰性气氛保护下进行,先将熔点相对较高的金属阳离子金属酸盐粉末加热至完全熔融,然后缓慢加入其他熔点相对较低的金属阳离子金属酸盐粉末,在熔炼过程中需要进行充分的搅拌,从而得到对应的熔融液。根据本技术,粉末的加料顺序可以根据熔点从高至低的顺序进行,从而使得熔点相对较高的粉末能够充分熔化,进而能够减少操作的时间而提升工作效率。根据本技术,熔炼的预设温度可以在1500℃-2000℃的范围下,熔炼的时间可以为4h-8h,以使其能完全熔融为依据。
60.接下来,采用高压水雾化的方式制粉,将熔融液放入水雾化装置中,熔融液在高压水流或水雾压力的冲击下,以一定的冷却速度进行第一次冷却后并被分散成液滴。然后,将液滴以一定的冷却速度进行第二次冷却,从而得到复合金属阳离子金属酸盐粉末。根据本技术,熔融液经过了两次冷却阶段并且通过控制合适的冷却速率,液滴来不及形成完整的晶体结构,从而趋向于形成非晶形态的复合金属阳离子金属酸盐粉末。通过控制合适的水压,以对熔融液不同程度的破碎,从而可以得到适合粒度的复合金属阳离子金属酸盐粉末。
61.初步得到的复合金属阳离子金属酸盐粉末还具有一定的水分,因此,需要对粉末进行烘干等去除水分的操作。根据本技术的不粘材料的制备方法,还包括对初步得到的复合金属阳离子金属酸盐粉末进行脱水以及烘干的步骤,从而得到具有颗粒形式的复合金属阳离子金属酸盐粉末。由于烘干的步骤是在相对较低的温度下进行的,不易于发生氧化等,因此,在烘干的过程中可以省去通过惰性气体保护的步骤,能够节省成本。
62.作为示例,步骤s201,在氩气的保护下,向高频感应电炉中加入高熔点的钛酸亚铁,加热使其熔融,然后加入熔点相对较低的钛酸镁,熔炼温度可以为1700℃-1900℃,熔融的时间可以为3h-5h,从而制备得到熔融液。
63.步骤s202,预先启动高压水泵,让高压水雾化装置开始工作。将步骤s201中所得的熔融液倒入水雾化装置的中间包中,中间包中的熔融液经过束流,通过中间包底部的漏嘴进入雾化器。在雾化器的高压水的压力的作用下,熔融液被不断地破碎并形成为细小的液滴,随后落入水雾化装置中的冷却液中,迅速凝固成复合金属阳离子金属酸盐粉末。根据本技术示例性实施例,为了避免杂质和氧气的干扰,高压水为纯净水,水压为45mpa-75mpa,水的流量为1500l/min-3000l/min,雾化器中可以加入用于保护的惰性气体,例如氩气等,压力为0.4mpa-0.6mpa,流量为30l/min-50l/min。
64.步骤s203,对雾化所得的复合金属阳离子金属酸盐粉末进行脱水及烘干,烘干温度为150℃-200℃。
65.在准备好不粘材料之后,选择合适粒径的粉末应用在产品上而形成不粘涂层。这里,不粘材料粉末的粒径范围为200目-800目。高于800目的粉末尺寸过小喷涂利用率低,浪费成本。低于200目的粉末尺寸过大喷涂过程中难以熔融,无法很好的附着在产品表面,而且会使得最终涂层表面粗糙,后处理难以进行,质感相对较差。
66.在本技术中,在采用不粘材料形成涂层的过程中,在保证能够形成涂层的条件下,尽可能的缩短飞行时间可以使不粘材料中保留较多的非晶结构。即控制复合金属阳离子金属酸盐粉末的熔融程度,使其在形成涂层的过程中保留更多的非晶相。具体地,使具有非晶结构的复合金属阳离子金属酸盐粉末表面熔融而内部不完全熔融,可以形成具有非晶结构的不粘涂层,从而保证不粘效果。
67.在实际应用中发现,由于复合金属阳离子金属酸盐粉末熔点高,导热性差,当作为不粘材料进行喷涂时,在较短的飞行时间(粉末从喷枪至产品上所用的时间)内,复合金属阳离子金属酸盐粉末的表面会熔融而内部很难完全的熔融,在喷涂至产品上时,与产品的结合力度会受到些许影响。
68.为此,为了提高与产品的结合力,根据本技术的不粘材料,可以通过适当的金属材料来提高不粘材料与产品的结合力。下面,将结合具体的实施例描述本技术另一种不粘粉末的制备方法。
69.在实施例中,不粘材料除了可以包括至少一种复合金属阳离子金属酸盐粉末之外,还可以包括金属材料,所述金属材料在所述复合金属阳离子金属酸盐粉末表面上形成膜层。金属材料的重量占比低于3%,难以达到提升结合力效果,金属材料的重量占比高于10%,却会影响最终形成的涂层的不粘效果。因此,在不粘材料中,基于不粘材料的总重量,金属材料的重量占不粘材料的总重量的3%-10%,余量为复合金属阳离子金属酸盐粉末。
70.根据本技术,可以将金属材料和上面所得的复合金属阳离子金属酸盐以一定比例进行混合而形成不粘材料。但是,为了保证作为“粘接剂”的金属材料在不粘材料中能够发挥更好地效果,可以将金属材料与复合金属阳离子金属酸盐粉末进行复合,以使金属材料沉积到复合金属阳离子金属酸盐粉末表面上而形成不粘材料。示例性的,可以通过物理气相沉积的方式在复合金属阳离子金属酸盐粉末表面上形成1μm-3μm的金属材料膜层。具体地,以金属材料作为靶材,采用磁控溅射物理气相沉积工艺,在复合金属阳离子金属酸盐的每个粉末表面上沉积一层金属材料膜层。制备根据本技术的不粘材料的具体步骤如下:
71.s301、将复合金属阳离子金属酸盐粉末,依次用丙酮、去离子水、无水乙醇超声清洗并烘干后置于基底座容器内。
72.s302、将清洗好的粉末从底座容器内转移到磁控溅射设备的样品台上,迅速关闭真空腔室,抽真空度至8.0
×
10-4
pa。打开氩气瓶罐,打开气阀,通入氩气,通过调节气体流量计设置氩气流量为60sccm,衬底温度设置为200℃,调节分子泵的插板阀,设置溅射气压为0.5pa。
73.s303、调节好对应金属靶材的功率,打开总挡板,开始溅射金属层。
74.s304、将经过上述工艺制备的复合不粘材料在真空腔中自然冷却,冷却到室温而形成根据本技术实施例的不粘材料。
75.根据本技术的不粘材料,金属材料的熔点相对较低并且导热性好,因此能够在较短时间内完全的熔融,通过将金属材料和复合金属阳离子金属酸盐粉末复合形成不粘材料,金属材料便可以充当复合金属阳离子金属酸盐粉末表面的粘结剂,在保证不粘性的前提下能够提高后续喷涂时与产品的结合力。
76.在下文中,将结合实施例来详细描述本技术的不粘材料的应用。
77.根据本技术第三方面的实施例,还提供了一种不粘材料作为喷涂原料的应用。
78.基于上述各个实施例的不粘材料,在所得的不粘材料中,可以筛选出合适粒径尺寸的粉末适用于不同的产品上,根据本技术实施例的产品,可以为容器、锅具等。
79.在选择好不粘粉末之后,在具体应用中,可以采用热喷涂的方式,以超音速等离子喷涂的方法为例,对本技术的喷涂方式进行简单描述:步骤s301、产品表面预处理,包括脱脂清洗、表面喷丸后喷砂粗化等预处理方式,以增强产品与不粘涂层之间的结合力。步骤s302、将产品的与喷涂面相背对的一面置于循环冷却空气气体环境下,冷却气体的温度在零下20℃-零下10℃之间。步骤s303、将200-800目的不粘材料的粉末装入送粉器,送粉速度20-50g/min;喷涂距离80-100mm;电弧电流450-650a;氢气压力0.2-0.4mpa,氢气流量6-15l/min,氩气压力2.5-4.0mpa,氩气流量1000-1500l/min。在以上参数下,枪口处形成的高压等离子焰流将不粘材料表面加热至熔融,然后以180-200k/s的冷却速度迅速冷却并沉积在产品表面,形成不粘涂层。
80.下面将结合实施例对本技术进行详细说明,但是本技术的保护范围不局限于实施例。
81.实施例1
82.通过下面的方法来制备根据实施例1的不粘材料。
83.步骤s10,提供原材料。提供平均粒径为500目的钛酸亚铁粉末(fetio3)作为第一金属阳离子金属酸盐粉末、平均粒径为500目的钛酸镁粉末(mgtio3)作为第二金属阳离子金属酸盐粉末。
84.步骤s20,制备熔融液。
85.在氩气的保护下,向高频感应电炉中加入高熔点的900mol的钛酸亚铁粉末,加热使其熔融,然后加入熔点相对较低的200mol的钛酸镁粉末,熔炼温度可以为1800℃,熔融的时间可以为3h,从而制备得到熔融液。
86.步骤s30,采用水雾化制粉的方式对熔融液进行处理,从而得到不粘粉末。
87.预先启动高压水泵,让高压水雾化装置开始工作。提前设置雾化器的工作参数:高压水选择纯净水,水压为60mpa,水的流量为2000l/min,并开启氩气保护,氩气的压力为0.5mpa,氩气的流量为40l/min。在准备好以上工作后,将步骤s20中所得的熔融液倒入水雾
化装置的中间包中,中间包中的熔融液经过束流,通过中间包底部的漏嘴进入雾化器。在雾化器的纯净水的作用下,熔融液被不断地破碎并形成细小的液滴,落入水雾化装置中的冷却液中,迅速凝固成复合金属阳离子金属酸盐粉末。
88.步骤s40,对形成的复合金属阳离子金属酸盐粉末进行烘干,以去除其中所含的水分,烘干温度为180℃,从而得到颗粒形式的复合金属阳离子金属酸盐粉末作为不粘材料。
89.实施例2
90.除了在提供原材料的步骤s10中准备了三种原材料并依次以10:8:3的摩尔比将三种原材料形成对应的熔融液之外{即在实施例1的基础上增加了钛酸铝粉末(al2(tio3)3)},采用与实施例1的方法相同的方法制备实施例2的不粘材料。
91.实施例3
92.除了在提供原材料的步骤s10中准备了四种原材料并依次以30:21:7:8的摩尔比将四种原材料形成熔融液之外{即在实施例1的基础上增加了钛酸铝粉末(al2(tio3)3)和钛酸铜粉末(cutio3)},采用与实施例1的方法相同的方法制备实施例3的不粘材料。
93.实施例4
94.除了采用铁酸锆zr3(feo3)4和铁酸锌zn3(feo3)2代替钛酸亚铁粉末和钛酸镁粉末,并依次以1:1的摩尔比形成熔融液之外,采用与实施例1的方法相同的方法制备实施例4的不粘材料。
95.实施例5
96.采用5%重量百分比的铜和95%重量百分比的实施例1获得的复合金属阳离子金属酸盐粉末通过物理气相沉积的方式形成不粘材料。
97.实施例6
98.采用5%重量百分比的铝和95%重量百分比的实施例1获得的复合金属阳离子金属酸盐粉末通过物理气相沉积的方式形成不粘材料。
99.实施例7
100.采用实施例1和实施例4中的不粘材料按照1:1的重量比进行混合形成的不粘材料。
101.对比例1
102.采用钛酸亚铁粉末作为不粘材料。
103.对比例2
104.采用钛酸镁粉末作为不粘材料。
105.对比例3
106.采用氟树脂形成的涂料作为不粘材料。
107.表1 本技术实施例以及对比例的参数
114.(2)实施例1-7和对比例1-2的不粘材料采用同样的喷涂条件应用在炊具上,具体方法如下:
115.选取预处理后的锅具基材(材质为304不锈钢),并将基材的外表面置于循环冷却空气气体环境下,冷却气体的温度为零下15℃。后将400目的不粘材料的粉末装入送粉器,设置参数为:送粉速度30g/min;喷涂距离90mm;电弧电流550a;氢气压力0.3mpa,氢气流量8l/min,氩气压力3mpa,氩气流量1200l/min,将不粘材料粉末喷涂在基材表面上而形成具有相应不粘涂层的锅具。
116.氟树脂不耐高温,通常都是配成涂料后,用空气喷枪进行喷涂,然后烧结成不粘涂层,因此对比例3采用空气喷涂的方式应用在炊具上,喷枪口径为1.2mm,雾化压力为0.3mpa,在420℃的烧结温度条件下烧结7min。
117.对上述所得锅具进行性能测试,并记录在下表3中,具体性能测试方法如下:
118.①
初始不粘性测试方法:gb/t32095.2-2015中煎蛋不粘性试验方法,该方法为初始不粘性测试,分为ⅰ、ⅱ、ⅲ级,ⅰ级不粘性最佳,ⅲ级不粘性最差。
119.②
持久不粘性测试方法:gb/t32388-2015中持久不粘性试验方法,单位为次数,次数越高说明寿命越长,500次评价一次不粘结果,记录到使用至ⅲ级时的次数。
120.③
硬度测试方法:gb/t4340.1-2009金属材料维氏硬度试验方法,单位为hv。
121.表3 本技术实施例以及对比例的性能指标测试数据
122.序号初始不粘性持久不粘性维氏硬度实施例1ⅱ84000550实施例2ⅱ88000620实施例3ⅱ90000660实施例4ⅱ82000530实施例5ⅱ76000480实施例6ⅱ73000450实施例7ⅱ83000540对比例1
ⅲ‑
380对比例2
ⅲ‑
350对比例3ⅰ15000-123.综上,根据本技术由不粘材料所得到的不粘涂层,能够实现炊具具有不粘效果,能够持久不粘并且具有较长的不粘寿命。另外,根据本技术,由不粘材料获得的涂层具有较好的耐划伤性能,可以使用铁铲、百洁布或钢丝球等对炊具进行清洗。
124.虽然上面已经详细描述了本技术的实施例,但本领域技术人员在不脱离本技术的精神和范围内,可对本技术的实施例做出各种修改和变型。但是应当理解,在本领域技术人员看来,这些修改和变型仍将落入权利要求所限定的本技术的实施例的精神和范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。