1.本公开涉及化油器装配技术领域,具体地,涉及一种用于化油器的二段全自动装配锁丝系统。
背景技术:
2.化油器包括本体、泡沫管、主量孔管、怠速量孔管、怠速调节螺杆、螺钉以及弹簧。在装配时,一般是通过人工上料与机械压装相结合的方式实现的装配。但是在装配过程中,本体的位置容易偏移,致使泡沫管、主量孔管、怠速量孔管、怠速调节螺杆、螺钉以及弹簧这几者在装配时难以快速准确地装配至本体上的相应位置,致使组装后的化油器不满足质量要求,不可避免的出现产品报废或者返工的情况,造成了人力和物力的浪费。另外,由于人员装配的差异性,难以保证装配后的化油器上各个零部件装配位置、压装深度以及倾斜角度的一致性,因此增加了后期总机装配时的调试难度,由此给工人增加了不小的工作量。另外,这种传统的方式效率较低,难以满足当前大批量的生产需求。
3.因此,针对现有技术中人工组装化油器时存在的装配质量差且效率低的问题,还需要提出一种更为合理的技术方案,以解决当前存在的技术问题。
技术实现要素:
4.本公开的目的是提供一种用于化油器的二段全自动装配锁丝系统,以解决现有技术中人工组装化油器时存在的装配质量差且效率低的问题。
5.为了实现上述目的,本公开提供一种用于化油器的二段全自动装配锁丝系统,化油器包括本体、泡沫管、主量孔管、怠速量孔管、怠速调节螺杆、螺钉以及弹簧,所述本体上设有与所述主量孔管相适配的第一安装孔以及与所述怠速量孔管相适配的第二安装孔,该系统具有多组间隔设置的工位,所述系统还包括:
6.第一装配设备,用于将怠速量孔管压装至第二安装孔中,并将所述怠速调节螺杆以及设有弹簧的螺钉分别装配于本体上,以得到半成品化油器;
7.第二装配设备,用于将泡沫管和主量孔管顺序装配于本体的第一安装孔中,以得到成品化油器,其中,所述第一装配设备与所述第二装配设备相对且间隔的设置;
8.中转搬运设备,设置于所述第一装配设备与所述第二装配设备之间,以夹持半成品化油器,并将该半成品化油器移动至第二装配设备上;
9.综合检测设备,用于分别检测半成品上的怠速量孔管、怠速调节螺杆以及螺钉的压装深度信息;以及
10.控制器,分别通信连接于所述第一装配设备、第二装配设备、中转搬运设备和所述综合检测设备,以根据所述综合检测设备传输的信息对应地控制所述第一装配设备、第二装配设备和中转搬运设备执行相应的动作。
11.在一种可能的设计中,所述第一装配设备包括:
12.第一定位装置,包括第一分度器、第一定位盘、第一分度盘和第一定位工装,所述
第一定位工装配置为与所述工位相对应的多组,并沿所述第一分度盘的圆周方向间隔地布设并连接于所述第一分度盘;所述第一分度器连接于所述第一分度盘,以带动所述第一分度盘上的所述第一定位工装以相同角度转动并逐一经过每个工位;所述第一定位盘与所述第一分度盘同轴设置,且所述第一定位盘位于所述第一分度盘上方,其中,所述第一定位盘的直径小于所述第一分度盘的直径,且所述第一定位盘固定连接于基体;
13.本体上料装置,用于将本体导入至当前工位所对应的定位工装中;
14.点油装置,连接于所述第一定位盘,用于对本体中的第二安装孔涂设润滑油;
15.怠速量孔管上料装置,用于将怠速量孔管压装至所述本体的第二安装孔中;
16.怠速调节螺杆上料装置,用于将怠速调节螺杆以相同姿态锁附至所述本体上;
17.螺钉锁紧装置,用于将套设有弹簧的螺钉锁附至本体上;以及
18.第一移载装置,用于将半成品化油器从第一定位工装上移除;
19.其中,所述本体上料装置、点油装置、怠速量孔管上料装置、怠速调节螺杆上料装置、螺钉锁紧装置、综合检测设备、中转搬运设备以及第一移载装置分别沿所述第一分度盘的圆周方向顺序设置,且所述第一分度器、本体上料装置、点油装置、怠速量孔管上料装置、怠速调节螺杆上料装置、螺钉锁紧装置、综合检测设备、中转搬运设备以及第一移载装置分别通信连接于所述控制器,所述控制器根据所述综合检测设备传输的信息,对应地控制所述第一分度器、本体上料装置、点油装置、怠速量孔管上料装置、怠速调节螺杆上料装置、螺钉锁紧装置、综合检测设备、中转搬运设备以及第一移载装置执行相应的动作。
20.在一种可能的设计中,所述本体上料装置包括:
21.上料机构,用于夹取或者释放所述本体;
22.升降横移机构,连接于所述上料机构,用于调节所述上料机构的位置;以及
23.配送机构,用于将本体以单列的方式运输至所述上料机构的下方;
24.其中,所述上料机构在所述升降横移机构的驱动下,能够从所述配送机构上夹持本体,并将本体移动并放置于第一定位工装中。
25.在一种可能的设计中,所述怠速量孔管上料装置包括:
26.底座,在竖直方向上具有基础高度;
27.第二振料机构,用于将怠速量孔管排列整齐;
28.压力吸附机构,用于产生负压来吸附所述怠速量孔管;
29.转移机构,连接于所述压力吸附机构,以带动所述压力吸附机构靠近或者远离所述底座;以及
30.平移机构,其一端连通于所述第一振料机构,其另一端延伸至于所述转移机构的下方,以将所述怠速量孔管从第二振料机构的出口逐一导入至压力吸附机构的吸附位置。
31.在一种可能的设计中,所述怠速调节螺杆上料装置包括:
32.载物座,在竖直方向具有基础高度,且所述载物座上设置有定位台,所述定位台上设有定位槽;
33.出料机构,用于将怠速调节螺杆排列整齐,并逐一导出至所述定位槽中;
34.锁丝机构,用于将所述怠速调节螺杆锁附至本体上;以及
35.横移机构,一端可移动地连接于所述载物座,另一端连接于所述锁丝机构,所述横移机构带动所述锁丝机构靠近所述定位槽,以锁附所述怠速调节螺杆。
36.在一种可能的设计中,所述螺钉锁紧装置包括:
37.弹簧上料机构,用于将弹簧逐一导出,并使得所述弹簧在重力作用下竖直落下;
38.螺钉进料机构,设置于所述弹簧上料机构的下方,用于使螺钉以尖端朝上的方式逐一排列,并将所述螺钉推送至所述弹簧下落的位置,以使得所述弹簧落下时能够套设于所述螺钉上;
39.吹料机构,用于将套设有弹簧的螺钉吹送至本体的中心牙孔中;以及
40.锁附机构,用于将所述螺钉锁附在所述本体上。
41.在一种可能的设计中,所述第二装配设备包括:
42.第二定位装置,包括第二分度器、第二定位盘、第二分度盘和第二定位工装,所述第二定位工装配置为与所述工位相对应的多组,并沿所述第二分度盘的圆周方向间隔地布设并连接于所述第二分度盘;所述第二分度器连接于所述第二分度盘,以带动所述第二分度盘上的所述第二定位工装以相同角度转动并逐一经过每个工位;所述第二定位盘与所述第二分度盘同轴设置,且所述第二定位盘位于所述第二分度盘上方,其中,所述第二定位盘的直径小于所述第二分度盘的直径,且所述第二定位盘固定连接于基体;
43.泡沫管上料装置,连接于所述第二定位盘,用于将泡沫管导入至半成品化油器的第一安装孔上;
44.泡沫管压装装置,连接于所述第二定位盘,用于抵压泡沫管,以将所述泡沫管压入至第一安装孔中;
45.主量孔管锁附装置,用于将主量孔管逐一锁附至第一安装孔中,以得到成品化油器;
46.清洁装置,用于对当前工位的成品化油器进行清吹;
47.高度检测装置,用于检测当前成品化油器中主量孔管的锁紧深度信息;
48.周转装置,用于夹持成品化油器,并将所述成品化油器从第二定位工装中移除;以及
49.第二移载装置,用于夹持成品化油器,并将成品化油器从第二定位工装上移除;
50.其中,所述泡沫管上料装置、泡沫管压装装置、主量孔管锁附装置、清洁装置、高度检测装置、周转装置、第二移载装置和中转搬运设备分别沿所述第二分度盘的圆周方向顺序设置,且所述第二分度器、泡沫管上料装置、泡沫管压装装置、主量孔管锁附装置、清洁装置、高度检测装置、周转装置以及第二移载装置分别通信连接于所述控制器,所述控制器根据所述高度检测装置传输的信息,对应地控制所述第二分度器、泡沫管上料装置、泡沫管压装装置、主量孔管锁附装置、清洁装置、高度检测装置、周转装置以及第二移载装置执行相应的动作。
51.在一种可能的设计中,所述泡沫管上料装置包括:
52.基座,在竖直方向具有基础高度,且所述基座连接于所述第二定位盘;
53.第一振料机构,用于将泡沫管排列整齐;
54.取料机构,用于夹取和释放泡沫管;
55.调节机构,连接于所述基座,以调节所述取料机构的位置;以及
56.传输机构,连通于所述第一振料机构,以能够将所述泡沫管逐一输送至所述取料机构的下方。
57.在一种可能的设计中,所述清洁装置包括:
58.支座,在竖直方向具有基础高度;
59.气泵,用于导入高压气体;
60.吹气件,连通于所述气泵;以及
61.驱动机构,其一端连接于所述支座,另一端连接于所述吹气件,以能够带动所述吹气件靠近或者远离所述第二定位工装。
62.在一种可能的设计中,所述周转装置包括:
63.下料机构,用于夹取或者释放所述本体;
64.移除机构,连接于所述下料机构,用于调节所述下料机构的位置;以及
65.输出机构,具有承载化油器的输送带,以将所述化油器以单列的方式运离于所述第二定位盘;
66.其中,所述下料机构在所述移除机构的驱动下,能够从所述第二定位工装上夹持化油器,并将化油器放置于输出机构的输送带上。
67.在一种可能的设计中,所述控制器配置为plc逻辑控制器、中央处理器、数字信号处理器、专用集成电路或现场可编程门阵列中的任一者。
68.通过上述技术方案,将本体放入至位于预留工位处的定位工装中。此后,分度器带动分度盘转动,使定位工装移动至清洁装置所对应的工位。此时,清洁装置对本体进行清洁,从而去除粘附在本体上的灰尘或者杂屑,从而避免或者减少这些附着物对装配过程的影响。在清洁工作完成后,泡沫管上料装置将泡沫管压入至本体的第一安装孔中。
69.此后,分度器带动分度盘转动,从而使设有泡沫管的本体移动至混合作业装置所在的工位。混合作业装置将主量孔管锁附于第一安装孔中,进而使得泡沫管能够密设于第一安装孔中。而在此之后,混合作业装置对第二安装孔进行涂油,完成提前润滑,以便于后续安装怠速量孔管。
70.此后,分度器带动分度盘转动,从而使本体移动至螺钉锁紧装置所在的工位。在这种情况下,螺钉锁紧装置能够将设有弹簧的螺钉锁附至本体上,从而完成装配。分度器带动分度盘转动,使装配有螺钉的本体移动至怠速量孔管上料装置所在的工位。怠速量孔管上料装置将怠速量孔管压装至所述本体的第二安装孔,从而完成进一步的装配工作。
71.此后,分度器带动分度盘转动,从而使压装有怠速量孔管的本体移动至怠速调节螺杆上料装置所在的当前工位。怠速调节螺杆上料装置将怠速调节螺杆锁附至所述本体,由此即完成化油器的基础装配。
72.此后,检测装置对本体中怠速调节螺杆的锁紧深度进行检测,并将检测结果传递给控制器。控制器根据检测装置检测的锁紧深度信息,来判断怠速调节螺杆的锁紧深度是否在预设的合格品深度值域范围内,从而判断怠速调节螺杆装配是否合格,进而将化油器区分为合格品和不合格品。在这种情况下,可以将合格的化油器和不合格的化油器进行分类移除,以便于对不合格品进行回收处理或者将合格品导入下游工序,避免出现合格品和不合格品混料的情况发生。
73.基于上述技术方案,能够对定位装置、清洁装置、泡沫管上料装置、混合作业装置、螺钉锁紧装置、怠速量孔管上料装置和怠速调节螺杆上料装置的工作状态进行实时控制,从而使得化油器的安装过程能够在该装配设备的调控下有效完成,进而保证了化油器装配
质量的一致性,有益于提高后期化油器的装配精度。并且,该用于化油器的装配设备能够有效代替传统的人工逐一上料的装配方式,不仅降低了人工投入的成本,还避免了人工漏装和错装的问题,能够有效提高化油器的效率,从而满足大批量的生产需求,可较好地适用于多种类型的生产线。
74.本公开的其他特征和优点将在随后的具体实施方式部分予以详细说明。
附图说明
75.附图是用来提供对本公开的进一步理解,并且构成说明书的一部分,与下面的具体实施方式一起用于解释本公开,但并不构成对本公开的限制。在附图中:
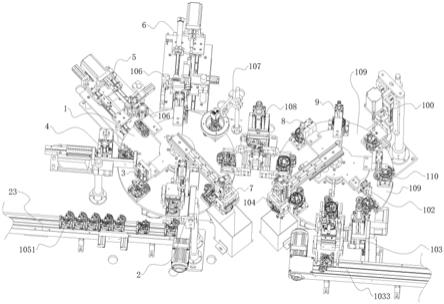
76.图1是用于化油器的二段全自动装配锁丝系统在一种视角下的立体结构示意图;
77.图2是用于化油器的二段全自动装配锁丝系统中第一装配设备在一种实施例中的立体结构示意图;
78.图3是用于化油器的二段全自动装配锁丝系统中本体上料装置在一种实施例中的立体结构示意图;
79.图4是用于化油器的二段全自动装配锁丝系统中怠速量孔管上料装置在一种实施例中的立体结构示意图;
80.图5是用于化油器的二段全自动装配锁丝系统中怠速调节螺杆上料装置在一种实施例中的立体结构示意图;
81.图6是用于化油器的二段全自动装配锁丝系统中螺钉锁紧装置在一种实施例中的立体结构示意图;
82.图7是用于化油器的二段全自动装配锁丝系统中综合检测设备在一种实施例中的立体结构示意图;
83.图8是用于化油器的二段全自动装配锁丝系统中第二装配设备在一种实施例中的立体结构示意图;
84.图9是用于化油器的二段全自动装配锁丝系统中中转搬运设备在一种实施例中的立体结构示意图;
85.图10是用于化油器的二段全自动装配锁丝系统中主量孔管锁附装置在一种实施例中的立体结构示意图;
86.图11是用于化油器的二段全自动装配锁丝系统中周转装置在一种实施例中的立体结构示意图;
87.图12是化油器在一种实施例中的立体结构示意图。
88.附图标记说明
89.1-第一定位装置,11-第一分度器,12-第一定位盘,13-第一分度盘,14-第一定位工装;
90.2-本体上料装置,21-上料机构,22-升降横移机构,23-配送机构;
91.3-点油装置;
92.4-怠速量孔管上料装置,41-底座,42-压力吸附机构,43-转移机构,44-平移机构;
93.5-怠速调节螺杆上料装置,51-载物座,52-出料机构,53-锁丝机构,54-横移机构;
94.6-螺钉锁紧装置,61-弹簧上料机构,62-螺钉进料机构,63-锁附机构;
95.7-第一移载装置,71-第一定位臂,72-第一位移机构,73-第一拾取机构;
96.8-泡沫管上料装置;
97.9-泡沫管压装装置;
98.100-主量孔管锁附装置,1001-连接座,1002-锁附电批,1003-第二气缸,1004-纵向平移机构;
99.110-清洁装置,111-支座,112-驱动机构,1121-第一气缸,1122-伸缩杆,113-吹气件,1131-吹气头,1132-第一毛细管,1133-第二毛细管;
100.102-高度检测装置;
101.103-周转装置,1031-下料机构,1032-移除机构,1033-输出机构;
102.104-第二移载装置,1041-第二定位臂,1042-第二位移机构,1043-第二拾取机构;
103.105-化油器,1051-本体,1052-泡沫管,1053-主量孔管,1054-怠速量孔管,1055-怠速调节螺杆,1056-螺钉,1057-弹簧;
104.106-抵压装置;
105.107-综合检测设备,1071-位置检测装置,1072-安装装置,1073-打光装置;
106.108-中转搬运设备,1081-机体,1082-竖移机构,1083-翻转机构,1084-双向移动夹爪;
107.109-第一定位装置,1091-第一分度器,1092-第一定位盘,1093-第一分度盘,1094-第一定位工装。
具体实施方式
108.以下结合附图对本公开的具体实施方式进行详细说明。
109.为便于对化油器105的结构进行简单描述,参阅图1至图12所示,化油器105包括本体1051、泡沫管1052、主量孔管1053、怠速量孔管1054、怠速调节螺杆1055、螺钉1056以及弹簧1057,本体1051上设有与主量孔管1053相适配的第一安装孔以及与怠速量孔管1054相适配的第二安装孔。
110.参阅图1至图12所示,该用于化油器的二段全自动装配锁丝系统,其特征在于,该设备具有多组间隔设置的工位,系统还包括第一装配设备、第二装配设备、中转搬运设备108、综合检测设备107和控制器。
111.第一装配设备,用于将怠速量孔管1054压装至第二安装孔中,并将怠速调节螺杆1055以及设有弹簧1057的螺钉1056分别装配于本体1051上,以得到成品化油器半成品化油器。第二装配设备,用于将泡沫管1052和主量孔管1053顺序装配于本体1051的第一安装孔中,以得到成品化油器,其中,第一装配设备与第二装配设备相对且间隔的设置。中转搬运设备108,设置于第一装配设备与第二装配设备之间,以夹持成品化油器半成品化油器,并将该成品化油器半成品化油器移动至第二装配设备上。综合检测设备107,用于分别检测半成品上的怠速量孔管1054、怠速调节螺杆1055以及螺钉1056的压装深度信息。
112.控制器分别通信连接于第一装配设备、第二装配设备、中转搬运设备108和综合检测设备107,以根据综合检测设备107传输的信息对应地控制第一装配设备、第二装配设备和中转搬运设备108执行相应的动作。
113.该用于化油器的二段全自动装配锁丝系统的工作过程概述为:首先,控制器发出
指令,使第一装配系统将怠速量孔管1054压装至第二安装孔中,将怠速调节螺杆1055以及设有弹簧1057的螺钉1056分别装配于本体1051上,由此得到成品化油器半成品化油器。此后,综合检测设备107对怠速量孔管1054、怠速调节螺杆1055以及螺钉1056的压装深度信息进行检测,并将检测结果实时传递给控制器,控制器根据综合检测设备107传输的信息进行综合分析,以对成品化油器半成品化油器的质量进行判断。其中,当判断当前的成品化油器半成品化油器为不合格品时,可以以其它任意合适的方式提示工人,或者通过自动或者手动的方式移除不合格品;而当判断当前的成品化油器半成品化油器为成品时,则并发出指令,驱使中转搬运设备108夹持成品化油器半成品化油器,并将该成品化油器半成品化油器移动至第二装配设备上,从而通过第二装配设备将泡沫管1052和主量孔管1053逐一压装至成品化油器半成品化油器上,从而得到成品化油器。
114.通过上述技术方案,能够对第一装配设备、第二装配设备和中转搬运设备108的工作状态进行实时控制,从而使得化油器105的安装过程能够在该系统的调控下有效完成,进而保证了化油器105装配质量的一致性,有益于提高后期化油器105的装配精度。并且,该用于化油器的二段全自动装配锁丝系统能够有效代替传统的人工逐一上料的装配方式,不仅降低了人工投入的成本,还避免了人工漏装和错装的问题,能够有效提高化油器105的装配效率,从而满足大批量的生产需求,可较好地适用于多种类型的生产线。
115.在本公开提供的一种实施例中,第一装配设备包括第一定位装置1、本体上料装置2、点油装置3、怠速量孔管上料装置4、怠速调节螺杆上料装置5、螺钉锁紧装置6以及第一移载装置7。
116.具体地,第一定位装置1包括第一分度器11、第一定位盘12、第一分度盘13和第一定位工装14,第一定位工装14配置为与工位相对应的多组,并沿第一分度盘13的圆周方向间隔地布设并连接于第一分度盘13;第一分度器11连接于第一分度盘13,以带动第一分度盘13上的第一定位工装14以相同角度转动并逐一经过每个工位;第一定位盘12与第一分度盘13同轴设置,且第一定位盘12位于第一分度盘13上方,其中,第一定位盘12的直径小于第一分度盘13的直径,且第一定位盘12固定连接于基体。
117.本体上料装置2,用于将本体1051导入至当前工位所对应的定位工装中;点油装置3,连接于第一定位盘12,用于对本体1051中的第二安装孔涂设润滑油;怠速量孔管上料装置4,用于将怠速量孔管1054压装至本体1051的第二安装孔中;怠速调节螺杆上料装置5,用于将怠速调节螺杆1055以相同姿态锁附至本体1051上;螺钉锁紧装置6,用于将套设有弹簧1057的螺钉1056锁附至本体1051上;第一移载装置7,用于将成品化油器半成品化油器从第一定位工装14上移除。
118.其中,本体上料装置2、点油装置3、怠速量孔管上料装置4、怠速调节螺杆上料装置5、螺钉锁紧装置6、综合检测设备107、中转搬运设备108以及第一移载装置7分别沿第一分度盘13的圆周方向顺序设置,且第一分度器11、本体上料装置2、点油装置3、怠速量孔管上料装置4、怠速调节螺杆上料装置5、螺钉锁紧装置6、综合检测设备107、中转搬运设备108以及第一移载装置7分别通信连接于控制器,控制器根据综合检测设备107传输的信息,对应地控制第一分度器11、本体上料装置2、点油装置3、怠速量孔管上料装置4、怠速调节螺杆上料装置5、螺钉锁紧装置6、综合检测设备107、中转搬运设备108以及第一移载装置7执行相应的动作。
119.该第一装配设备的工作过程可以概述为:首先,本体上料装置2将本体1051放入其当前所对的第一定位工装14中。此后,第一分度器11带动第一分度盘13转动,使第一定位工装14移动至点油装置3所对应的工位。在这种情况下,点油装置3动作,以对本体1051上的第二安装孔涂设润滑油,完成提前润滑,以便于后续安装怠速量孔管1054。此后,第一分度器11带动第一分度盘13转动,使第一定位工装14移动至怠速量管上料装置所对应的工位,从而使得怠速量管上料装置能够将怠速量管顺畅地压装至第二安装孔中。此后,第一分度器11带动第一分度盘13转动,使第一定位工装14移动至怠速调节螺杆上料装置5所对应的工位,怠速调节螺杆上料装置5将怠速调节螺杆1055锁附至本体1051后,第一分度器11带动第一分度盘13转动,使第一定位工装14移动至螺钉锁紧装置6所对应的工位,在这种情况下,螺钉锁紧装置6能够将设有弹簧1057的螺钉1056锁附至本体1051上,从而完成基础装配,即,得到成品化油器半成品化油器。
120.此后,综合检测设备107能够对怠速量孔管1054、怠速调节螺杆1055以及螺钉1056的压装深度信息进行检测,并将检测结果实时传递给控制器,控制器根据综合检测设备107传输的信息进行综合分析,以对成品化油器半成品化油器的质量进行判断。
121.其中,当判断当前的成品化油器半成品化油器为不合格品时,控制器输出指令使得第一分度盘13继续转动至第一移载装置7所对应的工位。此后,控制器再次输出指令使得第一移载装置7动作,从而将不合格的成品化油器半成品化油器从第一定位工装14上移除。由此,即移除了第一定位工装14上的物料,以便于其在第一分度器11的驱动下,移动至本体1051上料位置所对应的工位,从而开始下一轮作业。
122.而当判断当前的成品化油器半成品化油器为合格品时,控制器发出指令,驱动中转搬运设备108夹持成品化油器半成品化油器,并将该成品化油器半成品化油器移动至第二装配设备上,以进行后续工艺装配。
123.由此,可以将合格的成品化油器半成品化油器和不合格的成品化油器半成品化油器进行分类移除,避免出现合格品和不合格品混料的情况发生。同时,通过对第一分度器11、本体上料装置2、点油装置3、怠速量孔管上料装置4、怠速调节螺杆上料装置5、螺钉锁紧装置6、综合检测设备107、中转搬运设备108以及第一移载装置7的工作状态进行实时控制,可使化油器105的安装过程能够在该第一装配设备的调控下有效完成,进而保证了成品化油器半成品化油器装配质量的一致性,有益于提高后期化油器105的装配精度。这样一来,不仅降低了人工投入的成本,还避免了人工漏装和错装的问题,能够有效提高成品化油器半成品化油器的效率,从而满足大批量的生产需求。
124.需要说明的是,基体可以是地面、基架、机座或者其它任意合适的能够安装零部件的基体。在本公开中,基体配置为地面。
125.在本公开提供的一种实施例中,本体上料装置2包括上料机构21、升降横移机构22和配送机构23。其中,上料机构21用于夹取或者释放本体1051;升降横移机构22连接于上料机构21,用于调节上料机构21的位置;配送机构23,用于将本体1051以单列的方式运输至上料机构21的下方。其中,上料机构21在升降横移机构22的驱动下,能够从配送机构23上夹持本体1051,并将本体1051移动并放置于第一定位工装14中,从而实现本体1051的自动上料。
126.由于配送机构23上的本体1051是以单列的方式导入,有益于使上料机构21准确地夹取本体1051,避免错夹和漏夹的情况发生,有益于保证本体1051上料工作的连贯性和顺
序性,进而及时有效地将本体1051导入至空的第一定位工装14中。
127.作为一种选择,升降横移机构22可以配置为丝杆传动组件、气缸、液压缸以及直线模组中的至少一者,从而通过这几者的灵活配置来实现升降和横移动作,进而带动上料机构21准确地夹取本体1051并将本体1051放置于第一定位工装14中。
128.作为一种选择,上料机构21可以配置为市售的机械手。当然,本领域技术人员也可以配置为夹爪、磁吸装置或者真空吸附装置等任意合适的能够实现夹取的装置。对此,本领域技术人员也都可以在现有技术的基础上进行常规性改进。
129.作为一种选择,配送机构23可以包括第一机架、第一传动带、第一电机、第一主动轮和第一从动轮。其中,第一主动轮和第一从动轮分别可转动地连接于机架,第一传动带分别绕设在第一主动轮和第一从动轮上,第一主动轮传动连接于第一电机,以在第一电机的驱动下,带动第一传动带移动,进而实现本体1051的运输。
130.需要说明的是,在本公开中,第一机架的两侧分别设有第一限位板,由此限定本体1051的移动范围,使得本体1051能够以相同姿态被传输至上料机构21所在位置,进而便于上料机构21准确可靠地夹取本体1051。具体地,第一限位板可以配置为橡胶板、聚氨酯板等任意合适的限位板,在此仅做示例性展示。
131.进一步地,第一传送带上与本体1051的接触面设有缓冲垫,一方面可以增大与本体1051的摩擦,提高本体1051在运输过程中的稳定性,另一方面还可以起到缓冲作用,防止本体1051在移动过程中受到刚性触碰。缓冲垫可以配置为无纺布垫或者橡胶垫,对此,本领域技术人员可以根据实际需求灵活设置。
132.在本公开提供的一种实施例中,怠速量孔管上料装置4包括底座41、平移机构44、第二振料机构、分料机构、压力吸附机构42、转移机构43和压装机构。
133.其中,底座41在竖直方向上具有基础高度;第二振料机构,用于将怠速量孔管1054排列整齐;压力吸附机构42,用于产生负压来吸附怠速量孔管1054;转移机构(43),连接于压力吸附机构42,以带动压力吸附机构42靠近或者远离底座;平移机构44,其一端连通于第一振料机构,其另一端延伸至于转移机构43的下方,以将怠速量孔管1054从第二振料机构的出口逐一导入至压力吸附机构42的吸附位置。
134.具体在工作时,在第二振料机构和分料机构的共同作用下,将怠速量孔管1054导入至底座上。此后,转移机构43动作,以带动压力吸附机构42靠近底座上的怠速量孔管1054。此后,压力吸附机构42动作以夹取怠速量孔管1054,并在转移机构43的再次移动下远离底座。此后,转移机构43能够将怠速量孔管1054移动至预设的压装位置,使得压装机构的压装轴能够将怠速量孔管1054压入至第二安装孔中,从而实现怠速量孔管1054的压装。
135.压装机构通过调位机构连接于底座41,其中,调位机构可沿水平方向移动,从而带动压装机构靠近或者远离压装位置。作为一种选择,调位机构配置为第四气缸以及滑动机构的组合。滑动机构包括导向轨和导向块,导向轨设置在底座41上,导向块设置在压装机构的底部,导向块连接于第四气缸,从而在第四气缸的驱动下使压装机构沿导向轨移动。
136.在本公开中,分料机构包括推动器、分料座和位置检测组件,分料座上设有l型通路。其中,该通路一端连通于第一振料机构的出口,另一端连通于底座,推动器的推动端可沿通路的一端伸缩。这样,当位置检测组件检测到l型通路的拐角处存在怠速量孔管1054时,则推动器伸展以将拐角处的怠速量孔管1054推出至底座上。在此时,由于l型通过被推
动器的推动端截断,因此,仅能将一个怠速量孔管1054推出,故而实现物料的逐一导出。
137.需要说明的是,该分料机构同样可以被参考并用于其它需要逐一导出物料的位置,在此仅做示例性展示。
138.其中,第二振料机构可以配置为市售的振料器(通过振动将物料振动导出);转移机构43可以配置为升降组件和横移组件的结构,例如为移动方向互相垂直的气缸、液压缸或直线模组等任意合适的能够实现直线运动的驱动器;压力吸附机构42可以配置为现有技术中的夹爪或者机械手,对此,本领域技术人员均可以根据实际需求灵活配设。
139.在本公开中,底座上设有容纳槽,该容纳槽连通于分料机构,从而使得从分料机构导出的怠速量孔管1054能够逐一推送至容纳槽中,进而使得压力吸附机构42能够从该容纳槽中准确可靠地吸附怠速量孔管1054。
140.在本公开提供的一种实施例中,怠速调节螺杆上料装置5包括载物座51、出料机构52、锁丝机构53和横移机构54。
141.载物座51在竖直方向具有基础高度,且载物座51上设置有定位台,定位台上设有定位槽;出料机构52,用于将怠速调节螺杆1055排列整齐,并逐一导出至定位槽中;锁丝机构53,用于将怠速调节螺杆1055锁附至本体1051上;横移机构54,一端可移动地连接于载物座51,另一端连接于锁丝机构53,横移机构54带动锁丝机构53靠近定位槽,以锁附怠速调节螺杆1055。
142.出料机构52可以配置为市售的振料器;锁丝机构53配置为市售的电批,即,以能够钉入怠速调节螺杆1055,并将怠速调节螺杆1055锁附至螺孔的一种电器。而对于横移机构54,则可以配置为市售的丝杆传动组件、气缸、液压缸或者直线模组等任意合适的直线驱动件。
143.在本公开提供的一种实施例中,螺钉锁紧装置6包括弹簧上料机构61、螺钉进料机构62、吹料机构和锁附机构63。
144.其中,弹簧上料机构61用于将弹簧1057逐一导出,并使得弹簧1057在重力作用下竖直落下;螺钉进料机构62,设置于弹簧上料机构61的下方,用于使螺钉1056以尖端朝上的方式逐一排列,并将螺钉1056推送至弹簧1057下落的位置,以使得弹簧1057落下时能够套设于螺钉1056上;吹料机构,用于将套设有弹簧1057的螺钉1056吹送至本体1051的中心牙孔中;锁附机构63,用于将螺钉1056锁附在本体1051上。
145.这样一来,螺钉1056以尖头朝上的方式设置,弹簧1057在自由落体导出后能够套设在螺钉1056上,从而完成螺钉1056和弹簧1057的基础装配。在这种情况下,通过吹料机构的设置,可以将螺钉1056导出至螺钉1056的中心牙孔中,锁附机构63的设置,能够将螺钉1056锁紧在螺钉1056的中心牙孔上,便于下游工序的装配。
146.吹料机构包括导管和高压气泵,导管延伸至当前工位的上方,并对准定位工装上的柱塞,这样,当高压气泵导出高压气体时,能够将套有弹簧1057的螺钉1056吹入至导管中,从而通过导管限定螺钉1056和弹簧1057的位置,并在高压的作用下将套有弹簧1057的螺钉1056吹送至螺钉1056的中心牙孔中。此后,锁附机构63动作将螺钉1056螺接于螺钉1056的中心牙孔。
147.在一种可能的设计中,锁附机构63可以配置为现有技术中的电批,当然,本领域技术人员也可以在本公开的技术构思下配置为其它任意合适的能够锁附具有螺牙类零件的
其它机构。
148.螺钉进料机构62,则包括振料盘、分料器和推送组件,其中,分料器一端连通于振料盘,另一端连通于推送组件。这样,振料器可以使螺钉1056排列整齐并导出,而分料器则可以使螺钉1056逐一导出至推送组件上,进而在推送组件的振动下,使螺钉1056运输至预设的位置。
149.在本公开提供的一种具体实施例中,点油装置3包括定位座、点油机构和线性驱动器。其中,定位座在竖直方向上具有基础高度,定位座上设有导轨;点油机构用于涂设润滑油,点油机构上设有与导轨相适配的滑块;线性驱动器连接于定位座,且线性驱动器的伸缩方向平行于导轨的延伸方向,以带动点油机构沿导轨移动。
150.具体在应用时,基于导轨和滑块的配合,当线性驱动器工作时,能够带动点油机构沿着导轨移动,从而靠近或者远离本体1051,以能够将润滑油涂设于第二安装孔。在本公开中,点油机构的出油部设有点油头,该点油头呈柱状杆体。具体地,点油头由海绵、棉布或者无纺布等任意合适的材料制成。
151.在一种具体实施方式中,第一移载装置7包括第一定位臂71、第一位移机构72和第一拾取机构73,第一定位臂71连接于第一定位盘12;第一位移机构72一端连接于定位臂,另一端连接于第一拾取机构73,由此带动第一拾取机构73在竖直方向和水平方向移动,即,调节第一拾取机构73的位置,进而快速有效地拾取不合格的成品化油器半成品化油器,并将该不合格的成品化油器半成品化油器置于第一回收容器,具体可参阅图1和图2所示。
152.其中,第一位移机构72可以配置为任意合适的能够实现升降和横移运动的机构,进而快速有效地调节第一拾取机构73的空间位置。例如,配置为气缸、液压缸、直线模组或者丝杆传动组件的组合。
153.而对于第一拾取机构73,则包括第一活动爪、第一固定爪、第一卡座和第一驱动器,第一固定爪固定连接于第一卡座,第一活动爪可移动地连接于第一卡座,并且第一活动爪与第一固定爪相对设置。其中,第一驱动器的固定端连接于第一卡座,第一驱动器的活动端连接于第一活动爪,由此通过第一驱动器的移动带动第一活动爪靠近或者远离第一固定爪,进而实现对成品化油器半成品化油器的夹持或者释放,实现了物料的周转。
154.其中,第一驱动器可以配置为气缸、液压缸、直线模组或者丝杆传动组件中的任一者,对此本领域技术人员可以根据实际需求自由组配。
155.在本公开提供的一种示例性实施方式中,第一装配设备还包括抵压装置106,抵压装置106配置为两组,并每组抵压装置106分别连接于第二定位盘。
156.在两组抵压装置106中,其中一组抵压装置106位于与螺钉锁紧装置6相对的位置,以与螺钉锁紧装置6共用同一工位;另一组抵压装置106位于怠速量孔管上料装置4相对的位置,以与怠速量孔管上料装置4共用同一工位。
157.这样一来,可以通过抵压装置106来抵紧本体1051,保证本体1051在装配过程中位置的稳定性和可靠性,从而使螺钉锁紧装置6和怠速量孔管上料装置4能够分别将相应的零件装配于本体1051上,并保证螺钉1056和怠速量孔管1054在装配过程中的准确性,提高安装效率,并减少装配误差。
158.具体地,抵压装置106包括支撑座,在竖直方向具有基础高度;线性驱动组件,连接于支撑座;以及抵压板,连接于线性驱动组件的活动端,且抵压板的下端设有抵压轴。这样
一来,使线性驱动组件进行相应的移动,并将抵压板的抵压轴准确可靠地作用到本体1051,从而压紧本体1051以减少颤动,进而使得螺钉1056和怠速量孔管1054能够分别准确可靠地装配至本体1051上,保证了装配质量。
159.具体地,线性驱动组件可以配置为气缸、液压缸、直线模组或者丝杆传动组件等任意合适的驱动器,对此,本领域技术人员可以根据实际需求灵活配置。
160.在本公开提供的一种实施例中,第二装配设备包括第二定位装置、泡沫管上料装置8、泡沫管压装装置9、主量孔管锁附装置100、清洁装置110、高度检测装置102、周转装置103以及第二移载装置104。
161.第二定位装置包括第二分度器、第二定位盘、第二分度盘和第二定位工装,第二定位工装配置为与工位相对应的多组,并沿第二分度盘的圆周方向间隔地布设并连接于第二分度盘;第二分度器连接于第二分度盘,以带动第二分度盘上的第二定位工装以相同角度转动并逐一经过每个工位;第二定位盘与第二分度盘同轴设置,且第二定位盘位于第二分度盘上方,其中,第二定位盘的直径小于第二分度盘的直径,且第二定位盘固定连接于基体。
162.泡沫管上料装置8,连接于第二定位盘,用于将泡沫管1052导入至成品化油器半成品化油器的第一安装孔上;泡沫管压装装置9,连接于第二定位盘,用于抵压泡沫管1052,以将泡沫管1052压入至第一安装孔中;主量孔管锁附装置100,用于将主量孔管1053逐一锁附至第一安装孔中,以得到成品化油器;清洁装置110,用于对当前工位的成品化油器进行清吹;高度检测装置102,用于检测当前成品化油器中主量孔管1053的锁紧深度信息;周转装置103,用于夹持成品化油器,并将成品化油器从第二定位工装中移除;第二移载装置104,用于将成品化油器从第二定位工装上移除。
163.其中,泡沫管上料装置8、泡沫管压装装置9、主量孔管锁附装置100、清洁装置110、高度检测装置102、周转装置103、第二移载装置104和中转搬运设备108分别沿第二分度盘的圆周方向顺序设置,且第二分度器、泡沫管上料装置8、泡沫管压装装置9、主量孔管锁附装置100、清洁装置110、高度检测装置102、周转装置103以及第二移载装置104分别通信连接于控制器,控制器根据高度检测装置102传输的信息,对应地控制第二分度器、泡沫管上料装置8、泡沫管压装装置9、主量孔管锁附装置100、清洁装置110、高度检测装置102、周转装置103以及第二移载装置104执行相应的动作。
164.该第二装配设备的工作过程可以概述为:首先,中转搬运设备108将化油器105本体1051放置于第二定位工装上,此后,第二分度器带动第二分度盘转动,使第二定位工装移动至泡沫管1052所对应的工位。此后,泡沫管上料装置8将泡沫管1052导入至第一安装孔中。此后,第二分度器带动第二分度盘转动,使第二定位工装移动至泡沫管压装装置9所对应的工位,进而通过泡沫管压装装置9将泡沫管1052进一步地压入至第一安装孔中。接下来,第二分度器带动第二分度盘转动,使第二定位工装移动至主量孔管锁附装置100所对应的工位,由此通过主量孔管锁附装置100将主量孔管1053逐一锁附至第一安装孔中,进而保证泡沫管1052相对于本体1051的位置,由此即得到成品化油器。
165.此后,第二分度器带动第二分度盘转动,使第二定位工装移动至清洁装置110所对应的工位,从而使清洁装置110对成品化油器进行清吹处理,进而去除粘附在成品化油器上的灰尘或者杂屑,进而保证成品化油器的产品质量,便于后期存储或者装机。此后,第二分
度器带动第二分度盘转动,使第二定位工装移动至高度检测装置102所在的工位,从而使得高度检测装置102能够对主量孔管1053的锁紧深度信息进行准确地检测,并将检测到的主量孔管1053锁紧深度信息传递给控制器。控制器对主量孔管1053的锁紧深度信息进行分析和判断,进而判断当前主量孔管1053锁紧深度是否在预设的值域内,由此判断成品化油器的质量是否合格。
166.其中,当判断当前的成品化油器为合格品时,控制器输出指令使得第二分度盘继续转动至周转装置103所对应的工位。此后,控制器再次输出指令使得周转装置103动作,从而夹持成品化油器,并将该合格的成品化油器从第二定位工装上移除。由此,即移除了第二定位工装上的物料,此后,第二定位工装在第二分度器的驱动下,顺序移动至第二移载装置104和中转搬运设备108所对应的工位,由此开始下一轮作业。
167.而当判断当前的成品化油器为不合格品时,控制器发出指令,驱动第二移载装置104将不合格的成品化油器从第二定位工装上移除。由此,即移除了第二定位工装上的物料,此后,第二定位工装在第二分度器的驱动下,移动至中转搬运设备108所对应的工位,由此便于将成品化油器半成品化油器放入至第二定位工装上,即,开始下一轮作业。
168.由此,可以将合格的成品化油器和不合格的成品化油器进行分类移除,避免出现合格品和不合格品混料的情况发生。同时,通过对第二分度器、泡沫管上料装置8、泡沫管压装装置9、主量孔管锁附装置100、清洁装置110、高度检测装置102、周转装置103以及第二移载装置104的工作状态进行实时控制,可使化油器105的安装过程能够在该第二装配设备的调控下有效完成,进而保证了成品化油器装配质量的一致性,有益于提高后期化油器105的装配精度。同时降低了人工投入的成本,并有效提高成品化油器的效率。
169.在本公开提供的一种实施例中,参阅图1和图2所示,泡沫管上料装置8包括基座、第一振料机构、取料机构、调节机构和传输机构。
170.具体地,基座在竖直方向具有基础高度,且基座连接于第二定位盘;第一振料机构,用于将泡沫管1052排列整齐;取料机构,用于夹取和释放泡沫管1052;调节机构,连接于基座,以调节取料机构的位置;传输机构,连通于第一振料机构,以能够将泡沫管1052逐一输送至取料机构的下方。
171.在应用时,第一振料机构将泡沫管1052排列整齐后,基于其振动力,泡沫管1052能够逐一导出至传输机构上,然后通过传输机构将泡沫管1052传输至取料机构的下方。此后,调节机构带动取料机构动作夹取泡沫管1052,调节机构再次动作,使取料机构能够靠近定位工装,从而将泡沫管1052压入至第一安装孔中。由此,即实现泡沫管1052的上料以及基础压装。
172.具体地,传输机构包括安装架、直振器和传输轨,传输轨上设有与泡沫管1052相适配的限位槽,限位槽的延伸方向平行于传输轨的长度方向;其中,限位槽构造为仅能够使泡沫管1052沿长度方向移动的结构,以保持泡沫管1052在移动过程中的姿态。直振器一端连接于安装架,另一端连接于传输轨,以通过其产生的振动带动传输轨上的泡沫管1052移动。
173.这样一来,从第一振料机构导出的泡沫管1052能够在传输轨的限位槽中以单列的形式呈现,并在直振器的驱动下振动并逐渐移动至取料机构的下方,从而便于取料机构在同一位置准确地拾取泡沫管1052,避免空夹或者多夹的情况发生。
174.具体地,对于第一振料机构,则可以配置为现有技术中的振料器。至于调节机构,
则可以配置为机械手或者其它能够实现升降和横移的线性驱动器,例如丝杆传动组件、气缸或者液压缸。取料机构,则可以配置为夹爪或者其它任意合适的吸附机构。对此,本领域技术人员也都可以在现有技术的基础上进行常规性改进。
175.进一步地,传输机构还包括止挡座,止挡座设置取料机构的正下方,且止挡座上设有仅能容纳单个泡沫管1052的置物槽,容纳槽与限位槽连通。这样一来,可以对泡沫管1052进行限制,即,使得泡沫管1052能够以相同的姿态设置在置物槽中,进而便于取料机构准确可靠地夹持泡沫管1052。
176.主量孔管锁附装置100包括连接于基体的连接座1001、锁附电批1002和第二气缸1003,第二气缸1003连接于连接座1001,锁附电批1002一端通过现有的可滑移的纵向平移机构1004连接于连接座1001,另一端连接于第二气缸1003的伸缩段,由此,在第二气缸1003和锁附电批1002的共同作用下,能够一边平稳地推进主量孔管1053,一边匀速地转动主量孔管1053,进而使得主量孔管1053能够稳定可靠地旋入至第一安装孔,进而将泡沫管1052密设于第一安装孔中。
177.在本公开提供的一种实施例中,清洁装置110可以包括支座111、气泵、吹气件113和驱动机构112。
178.其中,支座111在竖直方向具有基础高度;气泵用于导入高压气体;吹气件113连通于气泵;驱动机构112,其一端连接于支座111,另一端连接于吹气件113,以能够带动吹气件113靠近或者远离第二定位工装。
179.在实际应用环境中,当需要清吹本体1051时,驱动机构112带动吹气件113靠近定位工装中的本地,气泵工作输出高压气体,从而将粘附在本体1051上的灰尘或者杂屑吹除干净,保证本体1051的卫生以及光滑度,从而便于后续工位装配主量孔管1053、怠速量孔管1054、怠速调节螺杆1055或螺钉1056等另配件。
180.具体地,吹气件113可以包括吹气头1131、第一毛细管1132和第二毛细管1133,吹气头1131上设有与气泵连通的气流通路,气流通路具有两条支路,其中一条支路连通于第一毛细管1132,另一条支路连通于第二毛细管1133。这样一来,可以高压气体分别从两条支路导入至第一毛细管1132和第二毛细管1133中,从而从不同的位置去清吹本体1051,从而将粘附在本体1051上的异物干净彻底的吹除。
181.需要说明的是,第一毛细管1132和第二毛细管1133的结构可以相同,也可以不同。在本公开中,第一毛细管1132配置为直管,第二毛细管1133配置为弯管。对此,本领域技术人员可以根据本体1051的结构以及作用到的清吹位置灵活组配。另外,对于第一毛细管1132和第二毛细管1133的管径,本领域技术人员也可以根据实际需求灵活配设。
182.在本公开提供的一种实施例中,驱动机构112配置为第一气缸1121,第一气缸1121至少包括两条平行设置的伸缩杆1122,每个伸缩杆1122均水平设置并分别连接于吹气件113的吹气头1131。这样一来,能够增大与吹气头1131的接触面积,提高连接的可靠性,进而使第一气缸1121带动吹气头1131沿水平方向平稳地移动,进而使高压气体能够准确地作用到本体1051。
183.在本公开提供的一种实施例中,周转装置103包括下料机构1031、移除机构1032和输出机构1033。其中,下料机构1031用于夹取或者释放本体1051;移除机构1032,连接于下料机构1031,用于调节下料机构1031的位置;输出机构1033,具有承载化油器105的输送带,
以将化油器105以单列的方式运离于第二定位盘。其中,下料机构1031在移除机构1032的驱动下,能够从第二定位工装上夹持化油器105,并将化油器105放置于输出机构1033的输送带上。由此,通过输出机构1033的传输将下料机构1031夹取到的合格的成品化油器运送至下游的打包工序或者装配工序,进而及时有效地转移化油器105,避免出现打堆的情况。
184.作为一种选择,下料机构1031可以配置为现有技术中的夹爪、卡爪或者机械臂。对应地,移除机构1032可以配置为任意合适的能够带动夹爪伸缩的机构,例如各类气缸、液压缸以及直线模组的组合,或者,移除机构1032配置为现有技术中的三轴机械臂、六轴机械臂,对此,本领域技术人员可以根据实际应用环境以及精度要求灵活地组配。
185.作为另一种选择,对于周转装置103的结构和工作原理,亦可以参考中转搬运设备108的结构和工作原理进行参考和设计。本公开对此进行示例性描述,本领域技术人员在本公开的技术构思下可以灵活组配。
186.在本公开提供的一种实施例中,输出机构1033可以包括第二机架、第二传动带、第二电机、第二主动轮和第二从动轮。其中,第二主动轮和第二从动轮分别可转动地连接于机架,第二传动带分别绕设在第二主动轮和第二从动轮上,第二主动轮传动连接于第二电机,以在第二电机的驱动下,带动第二传动带移动,进而实现化油器105的周转。
187.需要说明的是,在本公开中,第二机架的两侧分别设有第二限位板,由此限定化油器105的移动范围,一方面可以防止化油器105在周转过程中滑落,另一方面还可以使化油器105能够以相同姿态被传输至上料机构21所在位置,进而便于下游工序准确地去取料。具体地,第二限位板可以配置为橡胶板、聚氨酯板等任意合适的限位板,在此仅做示例性展示。
188.进一步地,第二传送带上与化油器105的接触面设有缓冲垫,一方面可以增大与化油器105的摩擦,提高化油器105在运输过程中的稳定性,另一方面还可以起到缓冲作用,防止化油器105在移动过程中受到刚性触碰。缓冲垫可以配置为无纺布垫或者橡胶垫,对此,本领域技术人员可以根据实际需求灵活设置。
189.在本公开提供的一种实施例中,高度检测装置102包括安装座、定位架和视觉检测机构。安装座,在竖直方向上具有基础高度;定位架,可锁定地连接于安装座;视觉检测机构,可拆卸地连接于定位架。
190.这样不来,不仅便于根据实际应用环境调节视觉检测机构的高度,从而提高检测结果的准确性和有效性。同时,还能够便于拆装,益于根据需求更换不同的视觉检测机构。
191.在本公开提供的一种实施例中,视觉检测机构包括摄像头、激光位移传感器和雷达中的至少一者,由此对当前本体1051中怠速调节螺杆1055进行检测,并将得到的信息传递给控制器,从而使控制器根据所接收的信息进行有效整合、分析和判断,从而对成品化油器中主量孔管1053的锁紧深度信息的判断。
192.在本公开提供的一种实施例中,高度检测装置102包括摄像头、激光位移传感器和雷达中的至少一者,由此对当前主量孔管1053的锁紧深度信息进行实时检测,并将得到的信息传递给控制器,从而使控制器根据所接收的信息进行有效整合、分析和判断,进而使控制器根据最终的结论对主量孔管1053的锁紧深度进行分析,以判断成品化油器是否为合格品。进而对第二分度器、泡沫管上料装置8、泡沫管压装装置9、主量孔管锁附装置100、清洁装置110、高度检测装置102、周转装置103以及第二移载装置104发出相应的指令。同时,在
设有摄像头的情况下,还可以对当前主量孔管1053的安装位置进行拍照存档,以便于后期调取数据。
193.需要说明的是,上文中提及的“至少一者”,可以是使检测机构配置为摄像头、激光位移传感器和雷达中的任一者,也可以配置为这三者中同一类型的多个检测机构,还可以是这三者检测机构以任何适合的方式组配使用,对此,本领域技术人员可以根据应用环境灵活设置。
194.泡沫管压装装置9包括纵向移动机构和抵压杆。纵向移动机构的一端连接于第二定位盘,纵向移动机构的另一端连接于抵压杆,从而带动抵压杆将泡沫管1052压入至第一安装孔。
195.具体地,纵向移动机构可以配置为沿竖直沿线伸缩的气缸。
196.在本公开中,第二移载装置104包括第二定位臂1041、第二位移机构1042和第二拾取机构1043,第二定位臂1041连接于第二定位盘;第二位移机构1042一端连接于定位臂,另一端连接于第二拾取机构1043,由此带动第二拾取机构1043在竖直方向和水平方向移动,即,调节第二拾取机构1043的位置,进而快速有效地拾取不合格的成品化油器,并将该不合格的成品化油器置于第二回收容器,具体可参阅图1和图8所示。
197.其中,第二位移机构1042可以配置为任意合适的能够实现升降和横移运动的机构,进而快速有效地调节第二拾取机构1043的空间位置。例如,配置为气缸、液压缸、直线模组或者丝杆传动组件的组合。
198.而对于第二拾取机构1043,则包括第二活动爪、第二固定爪、第二卡座和第二驱动器,第二固定爪固定连接于第二卡座,第二活动爪可移动地连接于第二卡座,并且第二活动爪与第二固定爪相对设置。其中,第二驱动器的固定端连接于第二卡座,第二驱动器的活动端连接于第二活动爪,由此通过第二驱动器的移动带动第二活动爪靠近或者远离第二固定爪,进而实现对成品化油器的夹持或者释放,实现了物料的周转。
199.其中,第二驱动器可以配置为气缸、液压缸、直线模组或者丝杆传动组件中的任一者,对此本领域技术人员可以根据实际需求自由组配。
200.在本公开中,中转搬运设备108包括机体1081、竖移机构1082、翻转机构1083和双向移动夹爪1084,竖移机构1082一端连接于机体1081的顶部,另一端连接于翻转机构1083,以带动翻转机构1083在竖直方向移动;翻转机构1083连接于双向移动夹爪1084,以调节双向移动夹爪1084的偏转角度;双向夹爪用于夹持或者释放物料。
201.具体在应用时,竖移机构1082和翻转机构1083可以分别或者共同运动,从而调节双向移动夹爪1084的位置,使得双向移动夹爪1084能够靠近第一装配设备上的第一定位工装14,即,使双向移动夹爪1084靠近等待夹取的物料。此后,当双向移动夹爪1084夹取物料(化油器105)后,竖移机构1082和/或翻转机构1083再次动作,进而调节双向移动夹爪1084的位置,使得物料能够靠近第二装配设备上的第二定位工装,接着,双向移动夹爪1084释放物料,从而使化油器105能够有效地置于第二装配设备的第二定位工装上。由此,即完成物料(化油器105)周转。
202.其中,竖移机构1082可以配置为气缸、液压缸、直线模组或者丝杆传动组件;而翻转机构1083,则可以配置为电动机、减速电机或者电机与齿轮转动组件的结合,由此带动双向移动夹爪1084偏转,即,在第一装配设备和第二装配设备之间往复移动。
203.在本公开中,对于双向移动夹爪1084,则可以配置为双头气缸和两组夹板。双头气缸的两个驱动头朝相反方向设置,并且每个驱动头分别连接于夹板,进而通过驱动头的伸缩带动两组夹板靠近或者远离,进而实现对于物料的夹持或者释放。
204.为了提高物料在夹持过程中的稳定性和可靠性,两组夹板与物料相接触的一面设有防滑部,由此增大与物料的摩擦力,提高物料在夹持过程中其位置的稳定性,防止其脱落,进而使得装配工作能够有序进行。
205.防滑部可以配置为橡胶垫、橡胶凸起或者硅胶垫,在本公开的技术构思下,本领域技术人员可以根据实际需求灵活配设,在此仅做示例性展示。
206.在本公开提供的一种实施例中,综合检测设备107可以包括位置检测装置1071、安装装置1072以及打光装置1073。检测装置和打光装置1073分别连接于安装装置1072,其中,打光装置1073位于检测装置的下方,这样,能够通过打光装置1073发出的亮光形成较好的照明环境,继而使得检测装置能够对半成品上的怠速量孔管1054、怠速调节螺杆1055以及螺钉1056的压装深度信息进行准确地检测,由此保证了检测数据的准确性和可靠性。
207.其中,位置检测装置1071配置为摄像头、激光位移传感器和雷达中的至少一者,由此对当前怠速量孔管1054、怠速调节螺杆1055以及螺钉1056的压装深度信息进行实时检测,并将得到的信息传递给控制器,从而使控制器根据所接收的信息进行有效整合、分析和判断,从而控制第二分度器、泡沫管上料装置8、泡沫管压装装置9、主量孔管锁附装置100、清洁装置110、高度检测装置102、周转装置103以及第二移载装置104执行相应的动作。同时,在设有摄像头的情况下,还可以对当前本体1051中的怠速量孔管1054、怠速调节螺杆1055以及螺钉1056这几者的位置状态进行拍照存档,以便于后期调取数据。
208.在本公开提供的一种可能的设计中,控制器配置为plc逻辑控制器、中央处理器、数字信号处理器、专用集成电路或现场可编程门阵列中的任一者。
209.在本公开中,控制器配置为中央处理器(central processing unit,cpu)。
210.而在其他实施例中,控制器还可以是配置为数字信号处理器(digital signal processor,dsp)、专用集成电路(application specific integrated circuit,asic)或现场可编程门阵列(field-programmable gatearray,fpga)中的一者。此外,控制器也可以是网络处理器(networkprocessor,np)、其他可编程逻辑器件、分立门或者晶体管逻辑器件、分立硬件组件。对此,本领域技术人员可以根据实际应用环境灵活组配。
211.进一步地,第一装配设备、第二装配设备、中转搬运设备、综合检测设备和控制器这几者可以是通过gprs、wi-fi、蓝牙等各种本领域公知的无线传输协议实现数据的传输,从而减少信号线的铺设。当然,也可以通过通信线缆等实现数据的有线传输,本公开对此不做限制。
212.以上结合附图详细描述了本公开的优选实施方式,但是,本公开并不限于上述实施方式中的具体细节,在本公开的技术构思范围内,可以对本公开的技术方案进行多种简单变型,这些简单变型均属于本公开的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。