技术特征:
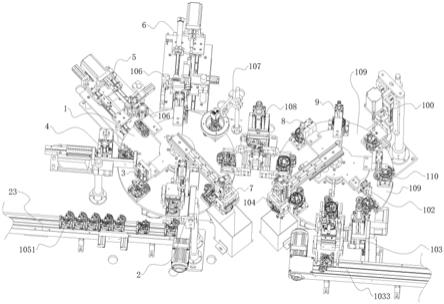
1.一种用于化油器的二段全自动装配锁丝系统,化油器(105)包括本体(1051)、泡沫管(1052)、主量孔管(1053)、怠速量孔管(1054)、怠速调节螺杆(1055)、螺钉(1056)以及弹簧(1057),所述本体(1051)上设有与所述主量孔管(1053)相适配的第一安装孔以及与所述怠速量孔管(1054)相适配的第二安装孔,其特征在于,该系统具有多组间隔设置的工位,所述系统还包括:第一装配设备,用于将怠速量孔管(1054)压装至第二安装孔中,并将所述怠速调节螺杆(1055)以及设有弹簧(1057)的螺钉(1056)分别装配于本体(1051)上,以得到成品化油器半成品化油器;第二装配设备,用于将泡沫管(1052)和主量孔管(1053)顺序装配于本体(1051)的第一安装孔中,以得到成品化油器,其中,所述第一装配设备与所述第二装配设备相对且间隔的设置;中转搬运设备(108),设置于所述第一装配设备与所述第二装配设备之间,以夹持成品化油器半成品化油器,并将该成品化油器半成品化油器移动至第二装配设备上;综合检测设备(107),用于分别检测半成品上的怠速量孔管(1054)、怠速调节螺杆(1055)以及螺钉(1056)的压装深度信息;以及控制器,分别通信连接于所述第一装配设备、第二装配设备、中转搬运设备(108)和所述综合检测设备(107),以根据所述综合检测设备(107)传输的信息对应地控制所述第一装配设备、第二装配设备和中转搬运设备(108)执行相应的动作。2.根据权利要求1所述的用于化油器的二段全自动装配锁丝系统,其特征在于,所述第一装配设备包括:第一定位装置(1),包括第一分度器(11)、第一定位盘(12)、第一分度盘(13)和第一定位工装(14),所述第一定位工装(14)配置为与所述工位相对应的多组,并沿所述第一分度盘(13)的圆周方向间隔地布设并连接于所述第一分度盘(13);所述第一分度器(11)连接于所述第一分度盘(13),以带动所述第一分度盘(13)上的所述第一定位工装(14)以相同角度转动并逐一经过每个工位;所述第一定位盘(12)与所述第一分度盘(13)同轴设置,且所述第一定位盘(12)位于所述第一分度盘(13)上方,其中,所述第一定位盘(12)的直径小于所述第一分度盘(13)的直径,且所述第一定位盘(12)固定连接于基体;本体上料装置(2),用于将本体(1051)导入至当前工位所对应的定位工装中;点油装置(3),连接于所述第一定位盘(12),用于对本体(1051)中的第二安装孔涂设润滑油;怠速量孔管上料装置(4),用于将怠速量孔管(1054)压装至所述本体(1051)的第二安装孔中;怠速调节螺杆上料装置(5),用于将怠速调节螺杆(1055)以相同姿态锁附至所述本体(1051)上;螺钉锁紧装置(6),用于将套设有弹簧(1057)的螺钉(1056)锁附至本体(1051)上;以及第一移载装置(7),用于将成品化油器半成品化油器从第一定位工装(14)上移除;其中,所述本体上料装置(2)、点油装置(3)、怠速量孔管上料装置(4)、怠速调节螺杆上料装置(5)、螺钉锁紧装置(6)、综合检测设备(107)、中转搬运设备(108)以及第一移载装置(7)分别沿所述第一分度盘(13)的圆周方向顺序设置,且所述第一分度器(11)、本体上料装
置(2)、点油装置(3)、怠速量孔管上料装置(4)、怠速调节螺杆上料装置(5)、螺钉锁紧装置(6)、综合检测设备(107)、中转搬运设备(108)以及第一移载装置(7)分别通信连接于所述控制器,所述控制器根据所述综合检测设备(107)传输的信息,对应地控制所述第一分度器(11)、本体上料装置(2)、点油装置(3)、怠速量孔管上料装置(4)、怠速调节螺杆上料装置(5)、螺钉锁紧装置(6)、综合检测设备(107)、中转搬运设备(108)以及第一移载装置(7)执行相应的动作。3.根据权利要求2所述的用于化油器的二段全自动装配锁丝系统,其特征在于,所述本体上料装置(2)包括:上料机构(21),用于夹取或者释放所述本体(1051);升降横移机构(22),连接于所述上料机构(21),用于调节所述上料机构(21)的位置;以及配送机构(23),用于将本体(1051)以单列的方式运输至所述上料机构(21)的下方;其中,所述上料机构(21)在所述升降横移机构(22)的驱动下,能够从所述配送机构(23)上夹持本体(1051),并将本体(1051)移动并放置于第一定位工装(14)中。4.根据权利要求2所述的用于化油器的二段全自动装配锁丝系统,其特征在于,所述怠速量孔管上料装置(4)包括:底座(41),在竖直方向上具有基础高度;第二振料机构,用于将怠速量孔管(1054)排列整齐;压力吸附机构(42),用于产生负压来吸附所述怠速量孔管(1054);转移机构(43),连接于所述压力吸附机构(42),以带动所述压力吸附机构(42)靠近或者远离所述底座;以及平移机构(44),其一端连通于所述第一振料机构,其另一端延伸至于所述转移机构(43)的下方,以将所述怠速量孔管(1054)从第二振料机构的出口逐一导入至压力吸附机构(42)的吸附位置。5.根据权利要求2所述的用于化油器的二段全自动装配锁丝系统,其特征在于,所述怠速调节螺杆上料装置(5)包括:载物座(51),在竖直方向具有基础高度,且所述载物座(51)上设置有定位台,所述定位台上设有定位槽;出料机构(52),用于将怠速调节螺杆(1055)排列整齐,并逐一导出至所述定位槽中;锁丝机构(53),用于将所述怠速调节螺杆(1055)锁附至本体(1051)上;以及横移机构(54),一端可移动地连接于所述载物座(51),另一端连接于所述锁丝机构(53),所述横移机构(54)带动所述锁丝机构(53)靠近所述定位槽,以锁附所述怠速调节螺杆(1055)。6.根据权利要求2所述的用于化油器的二段全自动装配锁丝系统,其特征在于,所述螺钉锁紧装置(6)包括:弹簧上料机构(61),用于将弹簧(1057)逐一导出,并使得所述弹簧(1057)在重力作用下竖直落下;螺钉进料机构(62),设置于所述弹簧上料机构(61)的下方,用于使螺钉(1056)以尖端朝上的方式逐一排列,并将所述螺钉(1056)推送至所述弹簧(1057)下落的位置,以使得所
述弹簧(1057)落下时能够套设于所述螺钉(1056)上;吹料机构,用于将套设有弹簧(1057)的螺钉(1056)吹送至本体(1051)的中心牙孔中;以及锁附机构(63),用于将所述螺钉(1056)锁附在所述本体(1051)上。7.根据权利要求1所述的用于化油器的二段全自动装配锁丝系统,其特征在于,所述第二装配设备包括:第二定位装置,包括第二分度器、第二定位盘、第二分度盘和第二定位工装,所述第二定位工装配置为与所述工位相对应的多组,并沿所述第二分度盘的圆周方向间隔地布设并连接于所述第二分度盘;所述第二分度器连接于所述第二分度盘,以带动所述第二分度盘上的所述第二定位工装以相同角度转动并逐一经过每个工位;所述第二定位盘与所述第二分度盘同轴设置,且所述第二定位盘位于所述第二分度盘上方,其中,所述第二定位盘的直径小于所述第二分度盘的直径,且所述第二定位盘固定连接于基体;泡沫管上料装置(8),连接于所述第二定位盘,用于将泡沫管(1052)导入至成品化油器半成品化油器的第一安装孔上;泡沫管压装装置(9),连接于所述第二定位盘,用于抵压泡沫管(1052),以将所述泡沫管(1052)压入至第一安装孔中;主量孔管锁附装置(100),用于将主量孔管(1053)逐一锁附至第一安装孔中,以得到成品化油器;清洁装置(110),用于对当前工位的成品化油器进行清吹;高度检测装置(102),用于检测当前成品化油器中主量孔管(1053)的锁紧深度信息;周转装置(103),用于夹持成品化油器,并将所述成品化油器从第二定位工装中移除;以及第二移载装置(104),用于夹持成品化油器,并将成品化油器从第二定位工装上移除;其中,所述泡沫管上料装置(8)、泡沫管压装装置(9)、主量孔管锁附装置(100)、清洁装置(110)、高度检测装置(102)、周转装置(103)、第二移载装置(104)和中转搬运设备(108)分别沿所述第二分度盘的圆周方向顺序设置,且所述第二分度器、泡沫管上料装置(8)、泡沫管压装装置(9)、主量孔管锁附装置(100)、清洁装置(110)、高度检测装置(102)、周转装置(103)以及第二移载装置(104)分别通信连接于所述控制器,所述控制器根据所述高度检测装置(102)传输的信息,对应地控制所述第二分度器、泡沫管上料装置(8)、泡沫管压装装置(9)、主量孔管锁附装置(100)、清洁装置(110)、高度检测装置(102)、周转装置(103)以及第二移载装置(104)执行相应的动作。8.根据权利要求7所述的用于化油器的二段全自动装配锁丝系统,其特征在于,所述泡沫管上料装置(8)包括:基座,在竖直方向具有基础高度,且所述基座连接于所述第二定位盘;第一振料机构,用于将泡沫管(1052)排列整齐;取料机构,用于夹取和释放泡沫管(1052);调节机构,连接于所述基座,以调节所述取料机构的位置;以及传输机构,连通于所述第一振料机构,以能够将所述泡沫管(1052)逐一输送至所述取料机构的下方。
9.根据权利要求7所述的用于化油器的二段全自动装配锁丝系统,其特征在于,所述清洁装置(110)包括:支座(111),在竖直方向具有基础高度;气泵,用于导入高压气体;吹气件(113),连通于所述气泵;以及驱动机构(112),其一端连接于所述支座(111),另一端连接于所述吹气件(113),以能够带动所述吹气件(113)靠近或者远离所述第二定位工装。10.根据权利要求7所述的用于化油器的二段全自动装配锁丝系统,其特征在于,所述周转装置(103)包括:下料机构(1031),用于夹取或者释放所述本体(1051);移除机构(1032),连接于所述下料机构(1031),用于调节所述下料机构(1031)的位置;以及输出机构(1033),具有承载化油器(105)的输送带,以将所述化油器(105)以单列的方式运离于所述第二定位盘;其中,所述下料机构(1031)在所述移除机构(1032)的驱动下,能够从所述第二定位工装上夹持化油器(105),并将化油器(105)放置于输出机构(1033)的输送带上。
技术总结
本公开涉及一种用于化油器的二段全自动装配锁丝系统。该设备包括第一装配设备,用于将怠速量孔管压装至第二安装孔中,并将所述怠速调节螺杆以及设有弹簧的螺钉分别装配于本体上,以得到半成品化油器;第二装配设备,用于将泡沫管和主量孔管顺序装配于本体的第一安装孔中,其中,所述第一装配设备与所述第二装配设备相对且间隔的设置;中转搬运设备,设置于所述第一装配设备与所述第二装配设备之间,以夹持半成品化油器,并将该半成品化油器移动至第二装配设备上;综合检测设备;以及控制器,分别通信连接于所述第一装配设备、第二装配设备、中转搬运设备和所述综合检测设备。由此,通过上述技术方案来提高化油器的装配效率和装配质量。配质量。配质量。
技术研发人员:陈书进
受保护的技术使用者:福鼎睿达自动化设备有限公司
技术研发日:2022.01.24
技术公布日:2022/5/17
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。