1.本发明涉及深孔加工技术领域,具体为一种小直径偏心斜相贯深孔的加工工艺及装置。
背景技术:
2.深孔是指孔深与孔径比l/d≥5的孔,在对小直径偏心斜相贯深孔进行加工时,传统的小直径偏心斜相贯深孔的加工方法存在以下一些问题:
3.1、零件多次装夹,存在定位误差,其次存在单个孔钻斜的情况,同时这种现象还会影响刀具寿命和孔径,位置度达不到图纸要求,经常出现综合检具无法通过;
4.2、由于排屑不畅引起导致孔的表面粗糙度达不到图纸要求;
5.因此我们提出了一种小直径偏心斜相贯深孔的加工工艺及装置。
技术实现要素:
6.本发明的目的在于提供一种小直径偏心斜相贯深孔的加工工艺及装置,以解决刀具寿命短,孔径、位置度达不到图纸要求问题和由于排屑不畅引起导致孔的表面粗糙度达不到图纸要求的问题。
7.为实现上述目的,本发明提供如下技术方案:一种小直径偏心斜相贯深孔的加工工艺及装置,包括工件、偏心斜相贯深孔a、偏心斜相贯深孔b、钻铰刀具、中心出水钻孔刀具和出水孔,工件工装在卧式数控加工中心上,所述工件上分别开设有偏心斜相贯深孔a和偏心斜相贯深孔b,所述偏心斜相贯深孔a与偏心斜相贯深孔b相连通,所述钻铰刀具与中心出水钻孔刀具安装在卧式数控加工中心刀具工装上,所述中心出水钻孔刀具的端部开设有出水孔。
8.优选的,所述偏心斜相贯深孔a、偏心斜相贯深孔b的内径与深度相等,且偏心斜相贯深孔a、偏心斜相贯深孔b的孔径与孔深比为1:33。
9.优选的,所述钻铰刀具外径小于偏心斜相贯深孔a、偏心斜相贯深孔b的内径,且偏心斜相贯深孔a、偏心斜相贯深孔b的内径与中心出水钻孔刀具外径相吻合。
10.优选的,具体加工工艺步骤如下:
11.a、将工件通过工装夹具安装在卧式数控加工中心加工台上;
12.a、加工出工件的基准面,之后使用高度尺画出孔位置的十字中心线;
13.a、在孔的十字中心线相交位置打样冲眼;
14.a、通过钻铰刀具钻铰出偏心斜相贯深孔a的引导孔,加工深度大于6mm,之后使中心出水钻孔刀具通过引导孔钻出偏心斜相贯深孔a;
15.a、通过钻铰刀具钻铰出偏心斜相贯深孔b的引导孔,加工深度大于6mm,之后使中心出水钻孔刀具通过引导孔钻出偏心斜相贯深孔b;
16.a、检验入库、成品检验、包装入库。
17.与现有技术相比,本发明的有益效果是:
18.1.该小直径偏心斜相贯深孔的加工工艺及装置,在加工偏心斜相贯深孔a和偏心斜相贯深孔b时,先通过钻铰刀具钻铰出偏心斜相贯深孔a与偏心斜相贯深孔b的引导孔,加工深度大于6mm,之后通过中心出水钻孔刀具通过引导孔钻出偏心斜相贯深孔a与偏心斜相贯深孔b,通过该加工顺序能够避免孔被钻斜,同时避免反复对工件装夹导致偏心斜相贯深孔的孔径、位置度达不到图纸要求,能够有效的提高工件的良品率。
19.2.该小直径偏心斜相贯深孔的加工工艺及装置,卧式数控加工中心由于主轴与地面水平,铝屑容易通过切削液排除工件加工孔外,通过中心出水钻孔刀具钻孔,在加工小直径深孔时,能够保证稳定压力的切削液及时把铝屑排除零件加工孔外,这样从根本上解决排屑困难,容易断钻头,能够有效的提高深孔的表面精度。
附图说明
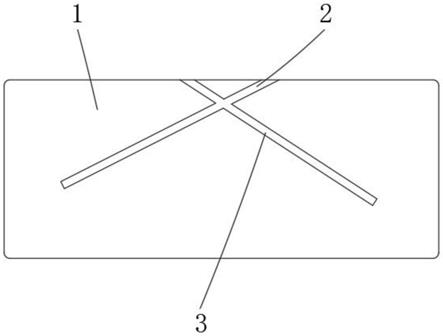
20.图1为本发明工件加工结构示意图;
21.图2为本发明钻铰刀具立体结构示意图;
22.图3为本发明中心出水钻孔刀具立体结构示意图。
23.图中:1、工件;2、偏心斜相贯深孔a;3、偏心斜相贯深孔b;4、钻铰刀具;5、中心出水钻孔刀具;6、出水孔。
具体实施方式
24.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
25.请参阅图1
‑
3,本发明提供一种技术方案:一种小直径偏心斜相贯深孔的加工工艺及装置,包括工件1、偏心斜相贯深孔a2、偏心斜相贯深孔b3、钻铰刀具4、中心出水钻孔刀具5和出水孔6,工件1工装在卧式数控加工中心上,所述工件1上分别开设有偏心斜相贯深孔a2和偏心斜相贯深孔b3,所述偏心斜相贯深孔a2与偏心斜相贯深孔b3相连通,所述钻铰刀具4与中心出水钻孔刀具5安装在卧式数控加工中心刀具工装上,所述中心出水钻孔刀具5的端部开设有出水孔6。
26.所述偏心斜相贯深孔a2、偏心斜相贯深孔b3的内径与深度相等,且偏心斜相贯深孔a2、偏心斜相贯深孔b3的孔径与孔深比为1:33;
27.所述钻铰刀具4外径小于偏心斜相贯深孔a2、偏心斜相贯深孔b3的内径,且偏心斜相贯深孔a2、偏心斜相贯深孔b3的内径与中心出水钻孔刀具5外径相吻合;
28.具体加工工艺步骤如下:
29.a1、将工件1通过工装夹具安装在卧式数控加工中心加工台上;
30.a2、加工出工件1的基准面,之后使用高度尺画出孔位置的十字中心线;
31.a3、在孔的十字中心线相交位置打样冲眼;
32.a4、通过钻铰刀具4钻铰出偏心斜相贯深孔a2的引导孔,加工深度大于6mm,之后使中心出水钻孔刀具5通过引导孔钻出偏心斜相贯深孔a2;
33.a5、通过钻铰刀具4钻铰出偏心斜相贯深孔b3的引导孔,加工深度大于6mm,之后使
中心出水钻孔刀具5通过引导孔钻出偏心斜相贯深孔b3;
34.a6、检验入库、成品检验、包装入库。
35.尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
技术特征:
1.一种小直径偏心斜相贯深孔的加工工艺及装置,包括工件(1)、偏心斜相贯深孔a(2)、偏心斜相贯深孔b(3)、钻铰刀具(4)、中心出水钻孔刀具(5)和出水孔(6),其特征在于:工件(1)工装在卧式数控加工中心上,所述工件(1)上分别开设有偏心斜相贯深孔a(2)和偏心斜相贯深孔b(3),所述偏心斜相贯深孔a(2)与偏心斜相贯深孔b(3)相连通,所述钻铰刀具(4)与中心出水钻孔刀具(5)安装在卧式数控加工中心刀具工装上,所述中心出水钻孔刀具(5)的端部开设有出水孔(6)。2.根据权利要求1所述的一种小直径偏心斜相贯深孔的加工工艺及装置,其特征在于:所述偏心斜相贯深孔a(2)、偏心斜相贯深孔b(3)的内径与深度相等,且偏心斜相贯深孔a(2)、偏心斜相贯深孔b(3)的孔径与孔深比为1:33。3.根据权利要求1所述的一种小直径偏心斜相贯深孔的加工工艺及装置,其特征在于:所述钻铰刀具(4)外径小于偏心斜相贯深孔a(2)、偏心斜相贯深孔b(3)的内径,且偏心斜相贯深孔a(2)、偏心斜相贯深孔b(3)的内径与中心出水钻孔刀具(5)外径相吻合。4.根据权利要求1所述的一种小直径偏心斜相贯深孔的加工工艺及装置,其特征在于:具体加工工艺步骤如下:a1、将工件(1)通过工装夹具安装在卧式数控加工中心加工台上;a2、加工出工件(1)的基准面,之后使用高度尺画出孔位置的十字中心线;a3、在孔的十字中心线相交位置打样冲眼;a4、通过钻铰刀具(4)钻铰出偏心斜相贯深孔a(2)的引导孔,加工深度大于6mm,之后使中心出水钻孔刀具(5)通过引导孔钻出偏心斜相贯深孔a(2);a5、通过钻铰刀具(4)钻铰出偏心斜相贯深孔b(3)的引导孔,加工深度大于6mm,之后使中心出水钻孔刀具(5)通过引导孔钻出偏心斜相贯深孔b(3);a6、检验入库、成品检验、包装入库。
技术总结
本发明公开了一种小直径偏心斜相贯深孔的加工工艺及装置,包括工件、偏心斜相贯深孔A、偏心斜相贯深孔B、钻铰刀具、中心出水钻孔刀具和出水孔,工件工装在卧式数控加工中心上。该小直径偏心斜相贯深孔的加工工艺及装置,在加工偏心斜相贯深孔A和偏心斜相贯深孔B时,先通过钻铰刀具钻铰出偏心斜相贯深孔A与偏心斜相贯深孔B的引导孔,加工深度大于6mm,之后通过中心出水钻孔刀具通过引导孔钻出偏心斜相贯深孔A与偏心斜相贯深孔B,通过该加工顺序能够避免孔被钻斜,同时避免反复对工件装夹导致偏心斜相贯深孔的孔径、位置度达不到图纸要求,能够有效的提高工件的良品率。能够有效的提高工件的良品率。能够有效的提高工件的良品率。
技术研发人员:陈占江 刘小林 邓永杰 蒋小春 范兵 熊茂 张涛 张奉渝
受保护的技术使用者:成都新航工业科技有限公司
技术研发日:2021.07.30
技术公布日:2021/11/21
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。