1.本实用新型属于飞机钣金零件液压工装技术领域,涉及一种钣金成形工装的压条对模销装置。
背景技术:
2.飞机钣金零件液压工装普通形式为胎体与胎盖依靠对模销定位配合,定位后胎体与胎盖保持固定不动,用橡皮垫液压机等设备进行零件成形,存在如下弊端:
3.1)工装结构不灵活;
4.多弯边零件工装胎体与压条通过对模销固定,将毛料进行第一次液压成形,液压后零件r角成形不到位需将压条更换为胎盖进行二次液压,胎盖起到对零件校形作用。在第二次液压过程中由于胎盖与工装胎体是对模销固定,零件校形过程中胎盖对零件接触摩擦,易产生挤压、划伤等问题。(见附图1)
5.2)凹形的胎盖的设计间隙精度要求高,加工难度大;
6.胎体与胎盖之间的间隙理论上是零件的毛料厚度,但实际生产中二者间隙需要按需加大,否则会出现卡料、挤料的问题,甚至导致胎盖卡死无法拆卸,因此根据实际情况调节间隙,极大增加了制造难度。
7.3)胎盖使用范围有局限性;
8.零件如果带有扭曲或立面弯边小于90
°
,胎盖将无法安装和拆卸。
9.针对上缺点与不足,将工装形式进行改进。
技术实现要素:
10.本实用新型目的是提供一种在液压成形过程中既能让零件充分完成成形过程,又能让胎盖与零件不发生硬性挤压,从而避免划伤零件,还可以更广泛应用的工装结构。
11.本实用新型的技术方案如下:
12.一种钣金成形工装的压条对模销装置,包括工装主体、顶部压条和侧压条;
13.所述的工装主体为山字形结构,山字形结构的两端设有凸起,山字形结构的两端与内侧底面之间通过斜面相连。工装主体的内侧底面设有长圆孔,长圆孔宽度为对模销的直径,长圆孔长度是在对模销直径的基础上增加可滑动距离,经设备试验测算滑动距离在大于0且不超过3mm效果最佳,该距离的设定使压条可以在液压过程中随着橡皮垫的挤压而产生侧向滑动,成形效果更好,液压效果更充分且在校形过程中减少摩擦,进而减少胎盖对零件的划伤;见附图2。
14.所述的顶部压条固定在所述的工装主体的中间凸起上;所述的侧压条分别设在工装主体的两侧底面上;侧压条上设有斜面,使工装主体与侧压条之间形成凹槽,在液压过程中,橡皮进入凹槽首先起到了增压作用,配合长圆孔和对模销,让侧压条产生向零件的滑动,从而起到零件校形的作用;见附图5。
15.侧压条顶部的斜面设计,配合工装主体的凸起和椭圆形的对模销、长圆孔,成形过
程中橡皮挤压时产生侧向力,推动侧压条滑动,该结构创新完成了制定的目的和任务。
16.本工装采用45#钢材料制作而成,可应用于带有侧向弯曲及整体扭曲的多弯边零件,见附图4。
17.本实用新型的有益效果:
18.1本实用新型工装对模销和侧压条结构解决了液压工装结构不灵活的问题,压条的安装及拆卸更方便,替代了胎盖安装、拆卸不方便的情况;
19.2工装对模销配合长圆孔结构,使侧压条可以滑动,解决了侧向增压成形零件的问题,零件弯边能完全贴合工装,使零件校形更充分。
20.3降低了工装整体的加工成本,胎盖与胎体的配合精度要求更高,对模销长圆孔使压条与胎体的配合精度要求不高,因此加工成本显著降低;
21.4工装结构应用范围更加广泛,可以完全代替原工装,还可以成形及校正带有扭曲、立面角度更小的零件。
附图说明
22.附图1传统液压工装结构示意图;
23.附图2长圆孔配合对模销设计示意图;
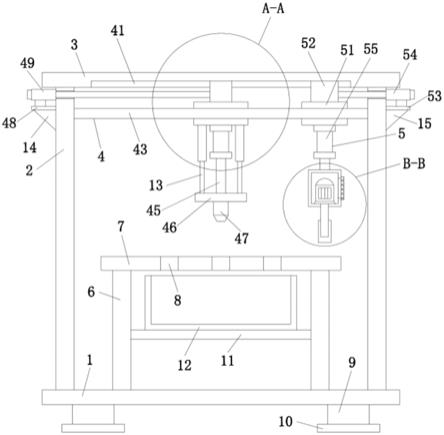
24.附图3工装整体结构图;
25.附图4典型零件示意图;
26.附图5工装两侧凸起及带斜面侧压块示意图。
27.图中:1工装胎体;2压条;3对模销a;4胎盖;5零件;6长圆孔;7对模销b;8工装主体;9顶部压条;10侧压条;11凸起;12斜面。
具体实施方式
28.为了进一步解释本实用新型的技术方案,下面结合附图来对本实用新型进行详细阐述。
29.一种钣金成形工装的压条对模销装置,包括工装主体8、顶部压条9和侧压条10;
30.所述的工装主体8为山字形结构,山字形结构的两端设有凸起11,山字形结构的两端与内侧底面之间通过斜面相连。工装主体8的内侧底面设有长圆孔6,长圆孔6宽度为对模销7的直径,长圆孔6长度是在对模销7直径的基础上增加可滑动距离,经设备试验测算滑动距离在大于0且不超过3mm效果最佳,该距离的设定使压条可以在液压过程中随着橡皮垫的挤压而产生侧向滑动,成形效果更好,液压效果更充分且在校形过程中减少摩擦,进而减少胎盖对零件的划伤;见附图2。
31.所述的顶部压条9固定在所述的工装主体8的中间凸起上;所述的侧压条10分别设在工装主体8的两侧底面上;侧压条10上设有斜面12,使工装主体8与侧压条10之间形成凹槽,在液压过程中,橡皮进入凹槽首先起到了增压作用,配合长圆孔6和对模销7,让侧压条10产生向零件的滑动,从而起到零件校形的作用;见附图5。
32.侧压条10顶部的斜面设计,配合工装主体8的凸起11和椭圆形的对模销7、长圆孔6,成形过程中橡皮挤压时产生侧向力,推动侧压条10滑动,该结构创新完成了制定的目的和任务。
33.本工装采用45#钢材料制作而成,可应用于带有侧向弯曲及整体扭曲的多弯边零件,见附图4。
技术特征:
1.一种钣金成形工装的压条对模销装置,其特征在于,包括工装主体(8)、顶部压条(9)和侧压条(10);所述的工装主体(8)为山字形结构,山字形结构的两端设有凸起(11),山字形结构的两端与内侧底面之间通过斜面相连;工装主体(8)的内侧底面设有长圆孔(6),长圆孔(6)宽度为对模销(7)的直径;所述的顶部压条(9)固定在所述的工装主体(8)的中间凸起上;所述的侧压条(10)分别设在工装主体(8)的两侧底面上;侧压条(10)上设有斜面(12),使工装主体(8)与侧压条(10)之间形成凹槽;侧压条(10)顶部的斜面设计,配合工装主体(8)的凸起(11)和椭圆形的对模销(7)、长圆孔(6),成形过程中橡皮挤压时产生侧向力,推动侧压条(10)滑动。2.如权利要求1所述的一种钣金成形工装的压条对模销装置,其特征在于,所述的长圆孔(6)长度是在对模销(7)直径的基础上增加可滑动距离,距离大于0且不超过3mm。3.如权利要求1或2所述的一种钣金成形工装的压条对模销装置,其特征在于,所述的工装主体(8)、顶部压条(9)和侧压条(10)采用45#钢材料制作而成。
技术总结
本实用新型属于飞机钣金零件液压工装技术领域,涉及一种钣金成形工装的压条对模销装置。本实用新型工装对模销和侧压条结构解决了液压工装结构不灵活的问题,压条的安装及拆卸更方便,替代了胎盖安装、拆卸不方便的情况;工装对模销配合长圆孔结构,使侧压条可以滑动,解决了侧向增压成形零件的问题,零件弯边能完全贴合工装,使零件校形更充分。降低了工装整体的加工成本,胎盖与胎体的配合精度要求更高,对模销长圆孔使压条与胎体的配合精度要求不高,因此加工成本显著降低;工装结构应用范围更加广泛,可以完全代替原工装,还可以成形及校正带有扭曲、立面角度更小的零件。立面角度更小的零件。立面角度更小的零件。
技术研发人员:葛岩 张瑞萌 蔡吉福 孔美娜
受保护的技术使用者:中航沈飞民用飞机有限责任公司
技术研发日:2021.12.03
技术公布日:2022/5/16
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。