1.本实用新型涉及冲模对中技术领域,具体涉及一种冲模对中器。
背景技术:
2.铸件内孔清理冲模是一种无导向冲模,它的上模主要由凸模(即冲头)、冲杆、冲杆固定盘、和上模板组成,下模主要由凹模、底座组成。这种冲模在开式双柱固定压力机上安装时对模(即上下模对中)比较复杂。其方法及步骤如下:1)、将冲模放在压力机的工作台中心处,把上、下模之间用合适厚度的垫块垫起;2)、用手或撬杠转动压力机飞轮,使压力机滑块下降到同上模板接触,并使上模板的模柄进入滑块中;3)、滑块的高度调整好后,将上模板紧固在压力机滑块上;4)、取出上下模之间的垫块,调整下模位置,使凸、凹模合模时四周间隙均匀,方法是在凹模的刃口上,垫以相当于凸、凹模单面间隙值厚的硬纸片(或铜铂片)并用透光法调整凸、凹模之间的间隙,并使之均匀;5)、间隙调好后,将下模紧固在压力机工作台上。
3.然而上述对中方式在对中时,需要用手或撬杠转动压力机飞轮,操作过程较为繁琐,费时费力,同时为了对中下模位置要仔细反复比较,对中效率较低,此外在对中过程中由于无法对冲模对中精度进行有效把控,导致冲模的最终对中精度较差,因此急需一种新型的冲模对中器来解决现有问题。
技术实现要素:
4.(一)要解决的技术问题
5.为了克服现有技术不足,现提出一种冲模对中器,解决了目前在对开式双柱固定压力机上的冲模进行对中时,需要用手或撬杠转动压力机飞轮,操作过程较为繁琐,费时费力,同时为了对中下模位置要仔细反复比较,对中效率较低,此外在对中过程中由于无法对冲模对中精度进行有效把控,导致冲模的最终对中精度较差的问题。
6.(二)技术方案
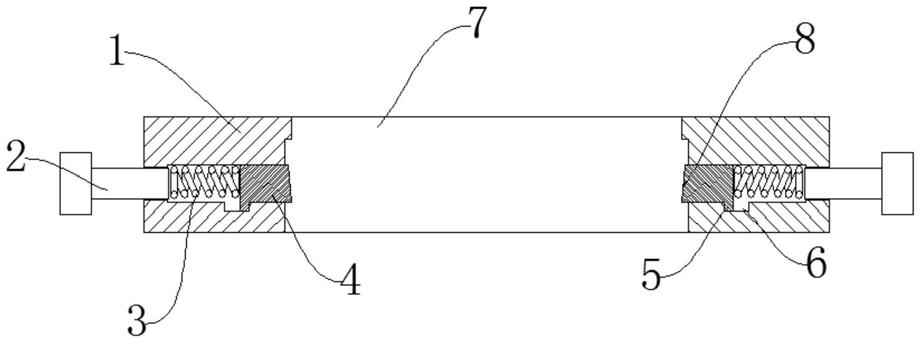
7.本实用新型通过如下技术方案实现:本实用新型提出了一种冲模对中器,包括定位套和定位柱,所述定位套下方设置有所述定位柱,所述定位柱以及所述定位套外形均采用柱状结构,所述定位柱底端安装有安装座,所述安装座底端设置有安装凸台,所述定位套内与所述定位柱相连处设置有过孔,所述定位柱内位于所述过孔上方设置有安装槽。
8.进一步的,所述定位套、所述定位柱、所述安装座以及所述安装凸台均采用45钢制成。
9.通过采用上述技术方案,能够有效确保该冲模对中器的刚度,确保该冲模对中器的使用寿命。
10.进一步的,所述安装槽成型于所述定位套上,所述安装槽采用内凹结构。
11.通过采用上述技术方案,所述安装槽能够实现所述定位套的可靠安装固定。
12.进一步的,所述过孔孔径大于所述定位柱外径,所述过孔与所述定位柱间隙配合。
13.通过采用上述技术方案,能够实现所述定位柱相对于所述过孔的便捷滑动。
14.进一步的,所述安装座成型于所述定位柱上,所述安装凸台成型于所述安装座上。
15.通过采用上述技术方案,所述安装凸台能够实现所述安装座的可靠安装固定。
16.进一步的,所述安装座的外径大于所述安装凸台的外径,所述安装凸台的外径大于所述定位柱的外径。
17.通过采用上述技术方案,能够确保该冲模对中器底端在安装后的稳定性。
18.(三)有益效果
19.本实用新型相对于现有技术,具有以下有益效果:
20.为解决目前在对开式双柱固定压力机上的冲模进行对中时,需要用手或撬杠转动压力机飞轮,操作过程较为繁琐,费时费力,同时为了对中下模位置要仔细反复比较,对中效率较低,此外在对中过程中由于无法对冲模对中精度进行有效把控,导致冲模的最终对中精度较差的问题,本实用新型通过定位套、定位柱、安装槽以及凸台的设计,使得该冲模对中器在使用时只需先将定位套与冲模上模板上的冲头相连,并将定位柱与冲模下模板上的凹槽相连,然后不断敲击冲模下模板进行移动,直到定位套与定位柱完全配合后,便可实现冲模上下模板的精准对中,对中质量好,操作流程简单,省时省力,同时对中效率高,便于铸造加工的高效进行。
附图说明
21.图1是本实用新型所述一种冲模对中器的结构示意图;
22.图2是本实用新型所述一种冲模对中器的主剖视图。
23.附图标记说明如下:
24.1、定位套;2、定位柱;3、安装座;4、安装凸台;5、安装槽;6、过孔。
具体实施方式
25.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
26.如图1-图2所示,本实施例中的一种冲模对中器,包括定位套1和定位柱2,定位套1下方设置有定位柱2,定位柱2在使用时与冲模上模板上的冲头相连,定位柱2在使用时与冲模下模板上的凹槽相连,通过不断调整下模座位置,以使得定位柱2与定位套1配合安装,从而实现冲模上下模板之间的对中操作,大大提高了冲模上下模板之间的对中精度,定位柱2以及定位套1外形均采用柱状结构,定位柱2底端安装有安装座3,安装座3底端设置有安装凸台4,安装凸台4与冲模下模板上的凹槽配合,能够实现定位柱2的可靠固定安装,安装槽5与冲模上模板上的冲头相连,能够实现定位套1的可靠安装固定。
27.如图1-图2所示,本实施例中,定位套1、定位柱2、安装座3以及安装凸台4均采用45钢制成,安装槽5成型于定位套1上,安装槽5采用内凹结构,过孔6孔径大于定位柱2外径,过孔6与定位柱2间隙配合,能够实现定位柱2相对于过孔6的便捷滑动,安装座3成型于定位柱2上,安装凸台4成型于安装座3上,安装座3的外径大于安装凸台4的外径,安装凸台4的外径大于定位柱2的外径,能够确保该冲模对中器底端在安装后的稳定性。
28.本实施例的具体实施过程如下:当冲床上的滑块处于上止点位置时,将定位套1通过安装槽5与冲床上的冲头相连,与此同时,将定位柱2与冲床下模上的凹槽相连,接着只需采用榔头锤击下模以使得下模移动,导致下模移动到定位柱2能够插入到定位套1内时,便可完成冲床上下模具之间的精准对中操作。
29.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本实用新型。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本实用新型的精神或范围的情况下,在其它实施例中实现。因此,本实用新型将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
技术特征:
1.一种冲模对中器,其特征在于:包括定位套(1)和定位柱(2),所述定位套(1)下方设置有所述定位柱(2),所述定位柱(2)以及所述定位套(1)外形均采用柱状结构,所述定位柱(2)底端安装有安装座(3),所述安装座(3)底端设置有安装凸台(4),所述定位套(1)内与所述定位柱(2)相连处设置有过孔(6),所述定位柱(2)内位于所述过孔(6)上方设置有安装槽(5)。2.根据权利要求1所述的一种冲模对中器,其特征在于:所述定位套(1)、所述定位柱(2)、所述安装座(3)以及所述安装凸台(4)均采用45钢制成。3.根据权利要求1所述的一种冲模对中器,其特征在于:所述安装槽(5)成型于所述定位套(1)上,所述安装槽(5)采用内凹结构。4.根据权利要求1所述的一种冲模对中器,其特征在于:所述过孔(6)孔径大于所述定位柱(2)外径,所述过孔(6)与所述定位柱(2)间隙配合。5.根据权利要求1所述的一种冲模对中器,其特征在于:所述安装座(3)成型于所述定位柱(2)上,所述安装凸台(4)成型于所述安装座(3)上。6.根据权利要求1所述的一种冲模对中器,其特征在于:所述安装座(3)的外径大于所述安装凸台(4)的外径,所述安装凸台(4)的外径大于所述定位柱(2)的外径。
技术总结
本实用新型公开了一种冲模对中器,包括定位套和定位柱,所述定位套下方设置有所述定位柱,所述定位柱以及所述定位套外形均采用柱状结构,所述定位柱底端安装有安装座,所述安装座底端设置有安装凸台,所述定位套内与所述定位柱相连处设置有过孔。有益效果在于:本实用新型通过定位套、定位柱、安装槽以及凸台的设计,使得该冲模对中器在使用时只需先将定位套与冲模上模板上的冲头相连,并将定位柱与冲模下模板上的凹槽相连,然后不断敲击冲模下模板进行移动,直到定位套与定位柱完全配合后,便可实现冲模上下模板的精准对中,对中质量好,操作流程简单,省时省力,同时对中效率高,便于铸造加工的高效进行。铸造加工的高效进行。铸造加工的高效进行。
技术研发人员:鄢明海
受保护的技术使用者:东风锻造有限公司
技术研发日:2021.12.10
技术公布日:2022/5/16
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。