1.本发明属于机械加工领域,具体提供一种限位孔口倒圆角装置及方法。
背景技术:
2.在对孔口倒圆角时,以前都是手工拿小锉刀进行修锉,受限于孔的大小、圆角型面及个人技术水平的高低,孔口圆角极易出现不规则的现象,加工状态不稳定,效率低,难度大,现设计一种限位倒圆角装置,减少孔大小及人为因素的制约,保证圆角型面的准确性。
技术实现要素:
3.为了克服现有技术的不足,本发明的目的在于提供一种限位倒圆角装置及其使用方法。设计新颖,定位准确,操作方便,结构简单、耐用,解决了倒圆角不稳定的现象,同时显著提高了生产效率。
4.本发明的目的采用如下技术方案实现:
5.一种孔口倒圆角装置,包括锪钻、导柱、滚动轴承、限位套,所述锪钻设置在机床床头夹套内,所述导柱设置在所述锪钻内,所述滚动轴承安装在所述锪钻上,所述滚动轴承内圈内径与所述锪钻外圆过盈配合,所述限位套套设在所述滚动轴承上。
6.优选的,所述锪钻包括:与机床床头夹套配制的一段外圆,一段比倒圆角后最大外圆大且小于滚动轴承内圈外径的定位外圆,一段比定位外圆小且比倒角外圆最大外圆大且与滚动轴承内圈内径相配的外圆,一段与倒圆角最大外圆一样大的外圆,以及头部。
7.优选的,所述锪钻头部为成型圆角r的切削刃且分为多个齿(通常均布四个齿)头部端面是一个锥度孔且锥孔最大尺寸小于待倒角内孔尺寸,锥孔段外圆柱上开有排气小孔。
8.优选的,所述导柱一端为与锪钻相配的外锥,另一端为与待倒角内孔间隙配合的外圆。
9.优选的,所述限位套内部结构为一个与滚动轴承内径相配的大内孔,一段为比大内孔小的内孔,所述限位套外部是一个外圆,接着是一个锥度外圆,端面开有三个槽。
10.一种多孔口倒圆角方法,包括以下步骤:
11.s1、将锪钻装入机床床头夹头;
12.s2、将导柱装入锪钻;
13.s3、将滚动轴承装在锪钻上;
14.s4、将定位套装在滚动轴承上;
15.s5、利用机床转动带动锪钻旋转,锪钻带动滚动轴承旋转,将导柱深入待倒圆角小孔中进行引导,直至限位套端面与小孔端面贴合,通过限位,锪钻旋转,实现小孔倒圆角。
16.相比现有技术,本发明的有益技术效果在于:
17.该发明体积小,重量轻,操作简单、耐用,倒圆角时可以利用定位装置进行精准操作,摩擦力小,化繁为简。从而实现高效、高质、稳定的实现倒圆角。
18.下面结合附图和具体实施方式对本发明作进一步详细说明。
附图说明
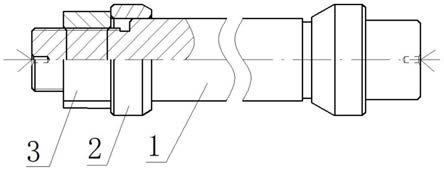
19.图1是本发明结构示意图;
20.图2是本发明导柱结构示意图;
21.图3是本发明滚动轴承结构示意图;
22.其中,1-锪钻、2-导柱、3-滚动轴承、4-限位套。
具体实施方式
23.下面将结合附图对本发明的技术方案进行清楚、完整的描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
24.在本发明的描述中,需要说明的是,如出现术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等,其所指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,如出现术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
25.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,如出现术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体的连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
26.一种通过导柱引导,限位装置定位,锪钻带动轴承旋转,实现小孔孔口倒圆角的高效加工。它包括导柱、锪钻、限位装置及滚动轴承实现连接装配。对不同大小的孔进行倒圆角,可以通过更换导柱及锪钻的形式实现不同孔口倒圆角。
27.本装置装配关系如图1,将锪钻1装入机床床头夹套,锪钻1结构左端为与机床床头夹套配制的一段外圆,接着是一段比倒圆角后最大外圆大且小于滚动轴承内圈外径的定位外圆,再接着是一段比定位外圆小且比倒角外圆最大外圆大且与滚动轴承内圈内径相配的外圆,再接着是一段与倒圆角最大外圆一样大的外圆,再接着是头部为成型圆角r的切削刃且分为四个齿,最后头部端面是一个锥度孔且锥孔最大尺寸小于待倒角内孔尺寸,锥孔段外圆柱上开有排气小孔;将导柱2装入锪钻1,导柱2一端为一段与锪钻1相配的外锥,另一端为与待倒角内孔间隙配合的外圆;将滚动轴承3装到锪钻1上,滚动轴承3为标准件,轴承内圈内径与锪钻1外圆过盈配合;将限位套4装入滚动轴承3上,限位套4内部结构为一个与滚动轴承内径相配的大内孔,一段为比大内孔小的内孔,限位套4外部是一个外圆,接着是一个锥度外圆,端面开有三个槽。
28.一种多孔口倒圆角方法,首先将锪钻1装入机床床头夹头,再将导柱2装入锪钻1,然后将滚动轴承3装在锪钻1上,再将定位套4装在滚动轴承3上,利用机床转动带动锪钻1旋转,锪钻1带动滚动轴承3旋转,将导柱2深入待倒圆角小孔中进行引导,直至限位套4端面与小孔端面贴合,通过限位,锪钻1旋转,实现小孔倒圆角。在方式实施过程中,可机床可通过
程序控制,实现自动化程序加工。
29.该工具体积小,重量轻,操作简单、耐用,倒圆角时可以利用定位装置进行精准操作,摩擦力小,化繁为简。从而实现高效、高质、稳定的实现倒圆角。
30.最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
技术特征:
1.一种孔口倒圆角装置,其特征在于,包括锪钻(1)、导柱(2)、滚动轴承(3)、限位套(4),所述锪钻(1)设置在机床床头夹套内,所述导柱(2)设置在所述锪钻(1)内,所述滚动轴承(3)安装在所述锪钻(1)上,所述滚动轴承(3)内圈内径与所述锪钻(1)外圆过盈配合,所述限位套(4)套设在所述滚动轴承(3)上。2.如权利要求1所述的孔口倒圆角装置,其特征在于:所述锪钻(1)包括:与机床床头夹套配制的一段外圆,一段比倒圆角后最大外圆大且小于滚动轴承(3)内圈外径的定位外圆,一段比定位外圆小且比倒角外圆最大外圆大且与滚动轴承内圈内径相配的外圆,一段与倒圆角最大外圆一样大的外圆,以及头部。3.如权利要求2所述的孔口倒圆角装置,其特征在于:所述锪钻(1)头部为成型圆角r的切削刃且分为多个齿,头部端面是一个锥度孔且锥孔最大尺寸小于待倒角内孔尺寸,锥孔段外圆柱上开有排气小孔。4.如权利要求3所述的孔口倒圆角装置,其特征在于:所述锪钻(1)头部为成型圆角r的切削刃且均分为4个齿。5.如权利要求1所述的孔口倒圆角装置,其特征在于:所述导柱(2)一端为与锪钻(1)相配的外锥,另一端为与待倒角内孔间隙配合的外圆。6.如权利要求1所述的孔口倒圆角装置,其特征在于:所述限位套(4)内部结构为一个与滚动轴承内径相配的大内孔,一段为比大内孔小的内孔,所述限位套(4)外部是一个外圆,接着是一个锥度外圆,端面开有三个槽。7.一种孔口倒圆角方法,采用如权利要求1-5任一项所述的孔口倒圆角装置,其特征在于:包括以下步骤:s1、将锪钻装入机床床头夹头;s2、将导柱装入锪钻;s3、将滚动轴承装在锪钻上;s4、将定位套装在滚动轴承上;s5、利用机床转动带动锪钻旋转,锪钻带动滚动轴承旋转,将导柱深入待倒圆角小孔中进行引导,直至限位套端面与小孔端面贴合,通过限位,锪钻旋转,实现小孔倒圆角。8.如权利要求7所述的一种孔口倒圆角装置,其特征在于,所述机床采用程序控制,实现自动化批量加工。
技术总结
本发明公开了一种孔口倒圆角装置及方法,其中装置包括锪钻、导柱、滚动轴承、限位套,所述锪钻设置在机床床头夹套内,所述导柱设置在所述锪钻内,所述滚动轴承安装在所述锪钻上,所述滚动轴承内圈内径与所述锪钻外圆过盈配合,所述限位套套设在所述滚动轴承上。该发明体积小,重量轻,操作简单、耐用,倒圆角时可以利用定位装置进行精准操作,摩擦力小,化繁为简。从而实现高效、高质、稳定的实现倒圆角。稳定的实现倒圆角。稳定的实现倒圆角。
技术研发人员:季传旭 张亚欣 王欢 张君阳 宁湧
受保护的技术使用者:昌河飞机工业(集团)有限责任公司
技术研发日:2021.12.10
技术公布日:2022/3/21
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。