1.本实用新型涉及压铸机技术领域,特别涉及一种高压压铸机液压自动锁模具装置。
背景技术:
2.压力铸造简称压铸,是一种将熔化合金液导入压室内,以高速充填钢制模具的型腔,并使合金液在压力下凝固而形成铸件的铸造方法。压铸机是一种应用属于金属材料加工成型作业的机械设备,其主要包括动模、定模及射出装置,其中,动模可相对于定模进行合模工作,其合模后而利用射出装置将呈熔融状态的金属熔液注入动模及定模之间所形成的模穴内,并通过加压方式使其完全被充填在模穴内,待金属熔液冷却后成型为成品。
3.现有的一种压铸机,其具有一个相对设置的定模扳和动模板,为了大型压铸模更方便快速地上模,大吨位压铸机需要液压自动锁紧模具装置结构来改善压铸机装配模具效率,然而采用手动装夹到模具上存在许多不方便,使用码模夹效率装配模具效率低。
技术实现要素:
4.本实用新型的目的是克服现有技术存在的缺陷,提供一种结构设计合理、可以提高生产效率的高压压铸机液压自动锁模具装置。
5.实现本实用新型目的的技术方案是:一种高压压铸机液压自动锁模具装置,具有主体;所述主体包括相互契合的动模和定模;所述动模和定模之间设有锁紧机构;所述锁紧机构包括油缸、斜块和模具定心销子;所述油缸的缸体固定于压铸机上,油缸的活塞杆与斜块相连;所述模具定心销子对应斜块位置活动设置于压铸机上的凹槽内,且模具定心销子上开设有与斜块相匹配的槽孔,模具定心销子的上端对应动模上的定位孔。
6.上述技术方案所述模具定心销子活动设置于安装在定模上的固定块的凹槽内;所述固定块与定模之间形成导向通道。
7.上述技术方案所述动模上对应斜块移动位置连接有限位板;所述限位板与固定块之间的间距与斜块的高度相等。
8.上述技术方案所述油缸的缸体上连接有第一位置检测开关和第二位置检测开关,油缸近缸体一端的活塞杆伸出缸体,且端部连接有限位块和检测块;所述检测块在初始状态和工作状态分别对应第一位置检测开关和第二位置检测开关设置。
9.上述技术方案所述油缸的输入、输出口通过对应的管路与油管相连。
10.采用上述技术方案后,本实用新型具有以下积极的效果:
11.(1)本实用新型通过油缸推动斜块,从而移动模具定心销子,使模具定心销子的上端插入动模的定位孔内;不需要手动使用码模夹固定模具,提高生产效率。
12.(2)本实用新型的固定块与定模之间形成导向通道,导向通道的目的是便于斜块在导向通道内滑动。
13.(3)本实用新型的限位板与固定块之间的间距与斜块的高度相等,其目的是对斜
块进行纵向限位,避免斜块位置不准导致无法对准槽孔,影响锁紧效果。
附图说明
14.为了使本实用新型的内容更容易被清楚地理解,下面根据具体实施例并结合附图,对本实用新型作进一步详细的说明,其中
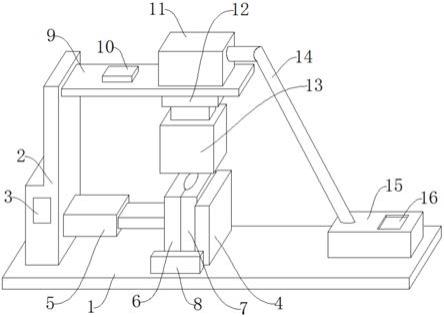
15.图1为本实用新型的结构示意图;
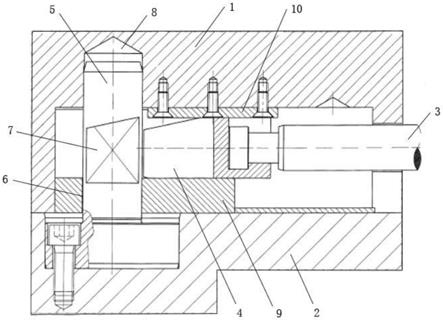
16.图2为本实用新型的油缸的结构示意图;
17.图3为图2的g-g方向的剖视图;
具体实施方式
18.见图1至图3,本实用新型具有主体;主体包括相互契合的动模1和定模2,定模2固定于压铸机上,动模1与定模2配合使用;动模1和定模2之间设有锁紧机构;锁紧机构包括油缸3、斜块4和模具定心销子5;油缸3的缸体固定于压铸机上,油缸3的活塞杆与斜块4相连,油缸3的输入、输出口通过对应的管路与油管相连;模具定心销子5对应斜块4位置活动设置于压铸机上的凹槽6内,且模具定心销子5上开设有与斜块4相匹配的槽孔7,模具定心销子5的上端对应动模1上的定位孔8,当油缸3动作时,活塞杆伸出,连接于活塞杆上的斜块4向前推送,斜块4的斜面作用配合凹槽6的作用,使得模具定心销子5发生纵向位移,从而使得模具定心销子5插入至动模1上的定位孔8实现锁模效果。
19.为使斜块4更精准地对应定位孔8运动,模具定心销子5活动设置于安装在定模2上的固定块9的凹槽6内;固定块与定模2之间形成导向通道;动模1上对应斜块4移动位置连接有限位板10;限位板10与固定块9之间的间距与斜块4的高度相等。
20.为便于观察活塞杆的具体位置,油缸3的缸体上连接有第一位置检测开关11和第二位置检测开关12,油缸3近缸体一端的活塞杆伸出缸体,且端部连接有限位块13和检测块14;检测块14在初始状态和工作状态分别对应第一位置检测开关11和第二位置检测开关12设置。
21.本实用新型的工作原理为:通过油缸3推动斜块4,从而移动模具定心销子5,使模具定心销子5的上端插入动模1的定位孔内;不需要手动使用码模夹固定模2具,提高生产效率。
22.以上所述的具体实施例,对本实用新型的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本实用新型的具体实施例而已,并不用于限制本实用新型,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种高压压铸机液压自动锁模具装置,具有主体;所述主体包括相互契合的动模和定模;其特征在于:所述动模和定模之间设有锁紧机构;所述锁紧机构包括油缸连接活塞杆(3)、斜块(4)和模具定心销子(5);所述油缸的缸体固定于压铸机上,油缸的活塞杆(3)与斜块(4)相连;所述模具定心销子(5)对应斜块(4)位置活动设置于压铸机上的凹槽内,且模具定心销子上开设有与斜块相匹配的夹紧槽孔,模具定心销子的上端对应动模(1)上的定位孔。2.根据权利要求1所述的高压压铸机液压自动锁模具装置,其特征在于:所述模具定心销子(5)活动设置于安装在动模(1)上的固定块的凹槽内;所述固定块与动模之间形成导向通道。3.根据权利要求2所述的高压压铸机液压自动锁模具装置,其特征在于:所述动模(1)上对应斜块(4)移动位置连接有限位板;所述限位板与固定块之间的间距与斜块的高度相等。4.根据权利要求1至3任一所述的高压压铸机液压自动锁模具装置,其特征在于:所述油缸的缸体上连接有第一位置检测开关和第二位置检测开关,油缸近缸体一端的活塞杆伸出缸体,且端部连接有限位块和检测块;所述检测块在初始状态和工作状态分别对应第一位置检测开关和第二位置检测开关设置。5.根据权利要求1所述的高压压铸机液压自动锁模具装置,其特征在于:所述油缸的输入、输出口通过对应的管路与油管相连。
技术总结
本实用新型涉及一种高压压铸机液压自动锁模具装置,具有主体;所述主体包括相互契合的动模和定模;所述动模和定模之间设有锁紧机构;所述锁紧机构包括油缸、斜块和模具定心销子;所述油缸的缸体固定于压铸机上,油缸的活塞杆与斜块相连;所述模具定心销子对应斜块位置活动设置于压铸机上的凹槽内,且模具定心销子上开设有与斜块相匹配的槽孔,模具定心销子的上端对应动模上的定位孔。本实用新型通过油缸推动斜块,从而卡住模具定心销子,使模具定心销子的上端插入动模的定位孔内;不需要手动使用码模夹固定模具,提高生产效率。提高生产效率。提高生产效率。
技术研发人员:王永桃 刘文俊 施玉俊
受保护的技术使用者:迪砂(常州)机械有限公司
技术研发日:2021.12.16
技术公布日:2022/5/16
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。