1.本实用新型属于精密铸造造型模具技术领域,特别涉及一种精密铸造平面镂空铸件造型模具。
背景技术:
2.铸造模具是指为了获得零件的结构形状,预先用其他容易成型的材料做成零件的结构形状,然后再在砂型中放入模具,于是砂型中就形成了一个和零件结构尺寸一样的空腔,再在该空腔中浇注流动性液体,该液体冷却凝固之后就能形成和模具形状结构完全一样的铸件,在传统的造型模具中往往为分体式模具,需要人工将整体模具放入两侧沙箱之间进行挤压成型,此种方法效率较低,不适合大批量生产,传统模具上开设过多气孔,导致铸件在气孔处容易产生缺陷影响产量质量,并且传统的模具在平面镂空铸件浇筑过程中容易在边角处出现毛边等缺陷,需要二次打磨。
技术实现要素:
3.本实用新型的目的是克服现有技术中不足,提供一种精密铸造平面镂空铸件造型模具,通过在正模板与反模板上分别设置浇道与腔体凸模,使得液体能够沿浇道流入腔体下方自下向上完成整体浇筑,并且在顶部设置排气通道防止产生缺陷。
4.为了实现上述目的,本实用新型采用的技术方案是:
5.一种精密铸造平面镂空铸件造型模具,包括正模板、浇口杯、浇口杯耐磨片、竖浇道、圆弧浇道、固定销孔、加强筋、快速换板螺丝孔、反模板、排气片、连接片、内浇口、腔体凸模,所述正模板内侧设有竖浇道,竖浇道一侧连接圆弧浇道,竖浇道另一端设有浇口杯,浇口杯一侧设有浇口杯耐磨片,正模板外侧设有若干加强筋,加强筋上设有若干固定销孔,加强筋四周设有若干快速换板螺丝孔,所述反模板与正模板对应位置设有浇口杯,浇口杯底部设有连接片,反模板上设有腔体凸模,腔体凸模一侧设有内浇口,内浇口连通圆弧浇道,腔体凸模另一侧设有排气片。
6.所述反模板外侧与内模板外侧对应设有加强筋,加强筋上对应设有若干固定销孔、快速换板螺纹孔。
7.所述正模板与反模板内则对应位置设有刮砂条安装位。
8.所述腔体凸模为圆形凸模,圆形凸模内部设有若干镂空槽,镂空槽边角处为倒圆角。
9.优选的,所述加强筋四周设有若干预留固定孔位,可根据实际生产需求进行加工。
10.优选的,所述圆弧浇道与内浇口一一对应,内浇口的长度不低于腔体凸模长度的1/4,进一步满足腔体凸模造型后形成型腔的充型,防止镂空铸件浇不足的现象发生。
11.本实用新型与现有技术相比较有益效果表现在:
12.1)通过设置多组固定销孔之间配合,能够防止正模板与反模板之间的错位,并且正模板与反模板均为分体式结构,通过快速换板螺丝孔进行内侧板的更换,能够大大提升
工作效率并且降低生产成本,无需反复调整模板与砂箱之间定位关系,提高产品质量。
13.2)分体式模具在砂箱中成型效果更好,工作效率高,并且排气通道为阶梯型排气通道,能够有效的防止在浇筑过程中产生的火焰外窜,并且通过将铸件肋条竖直浇筑,使液体能够自下而上完成浇筑工作,保证铸件质量。
附图说明
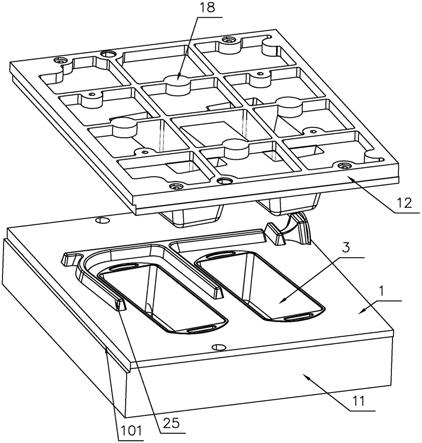
14.附图1是本实用新型一种精密铸造平面镂空铸件造型模具结构示意图;
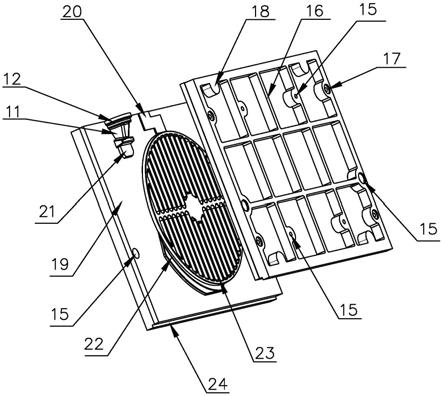
15.附图2是正模板内侧结构示意图;
16.附图3是正模板外侧结构示意图;
17.附图4是反模板内侧结构示意图;
18.附图5是反模板外侧结构示意图;
19.图中:10、正模板;11、浇口杯;12、浇口杯耐磨片;13、竖浇道;14、圆弧浇道;15、固定销孔;16、加强筋;17、快速换板螺丝孔;18、预留固定孔位;19、反模板;20、排气片;21、连接片;22、内浇口;23、腔体凸模;24、刮砂条安装位。
具体实施方式
20.为方便本技术领域人员的理解,下面结合附图1-5,对本实用新型的技术方案进一步具体说明。
21.一种精密铸造平面镂空铸件造型模具,包括正模板10、浇口杯11、浇口杯耐磨片12、竖浇道13、圆弧浇道14、固定销孔15、加强筋16、快速换板螺丝孔17、反模板19、排气片20、连接片21、内浇口22、腔体凸模23,所述正模板10内侧设有竖浇道13,竖浇道13一侧连接圆弧浇道14,竖浇道13另一端设有浇口杯11,浇口杯11一侧设有浇口杯耐磨片12,正模板10外侧设有若干加强筋16,加强筋16上设有若干固定销孔15,加强筋16四周设有若干快速换板螺丝孔17,所述反模板19与正模板10对应位置设有浇口杯11,浇口杯11底部设有连接片21,反模板19上设有腔体凸模23,腔体凸模23一侧设有内浇口22,内浇口22连通圆弧浇道14,腔体凸模23另一侧设有排气片20。
22.所述反模板19外侧与正模板10外侧对应设有加强筋16,加强筋16上对应设有若干固定销孔15、快速换板螺丝孔17。
23.所述正模板10与反模板19内则对应位置设有刮砂条安装位24。
24.所述腔体凸模23为圆形凸模,圆形凸模内部设有若干镂空槽,镂空槽边角处为倒圆角,腔体凸模对型砂完成造型后,圆形凸模内部中若干镂空槽对型砂造型形成若干独立的镂空凸块,进一步完成镂空铸件的浇铸。
25.所述圆弧浇道14与内浇口22一一对应,内浇口22的长度不低于腔体凸模23长度的1/4,进一步满足腔体凸模造型后形成型腔的充型,防止镂空铸件浇不足的现象发生。
26.所述加强筋16四周设有若干预留固定孔位18,可根据实际生产需求进行加工。
27.以上内容仅仅是对本实用新型的结构所作的举例和说明,所属本技术领域的技术人员对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离实用新型的结构或者超越本权利要求书所定义的范围,均应属于本实用新型的保护范围。
技术特征:
1.一种精密铸造平面镂空铸件造型模具,包括正模板、浇口杯、浇口杯耐磨片、竖浇道、圆弧浇道、固定销孔、加强筋、快速换板螺丝孔、反模板、排气片、连接片、内浇口、腔体凸模,其特征在于所述正模板内侧设有竖浇道,竖浇道一侧连接圆弧浇道,竖浇道另一端设有浇口杯,浇口杯一侧设有浇口杯耐磨片,正模板外侧设有若干加强筋,加强筋上设有若干固定销孔,加强筋四周设有若干快速换板螺丝孔,所述反模板与正模板对应位置设有浇口杯,浇口杯底部设有连接片,反模板上设有腔体凸模,腔体凸模一侧设有内浇口,内浇口连通圆弧浇道,腔体凸模另一侧设有排气片。2.根据权利要求1所述的一种精密铸造平面镂空铸件造型模具,其特征在于所述反模板外侧与内模板外侧对应设有加强筋,加强筋上对应设有若干固定销孔、快速换板螺纹孔。3.根据权利要求1所述的一种精密铸造平面镂空铸件造型模具,其特征在于所述正模板与反模板内则对应位置设有刮砂条安装位。4.根据权利要求1所述的一种精密铸造平面镂空铸件造型模具,其特征在于所述腔体凸模为圆形凸模,圆形凸模内部设有若干镂空槽,镂空槽边角处为倒圆角。5.根据权利要求1或4所述的一种精密铸造平面镂空铸件造型模具,其特征在于所述圆弧浇道与内浇口一一对应,内浇口的长度不低于腔体凸模长度的1/4。6.根据权利要求2所述的一种精密铸造平面镂空铸件造型模具,其特征在于所述加强筋四周设有若干预留固定孔位。
技术总结
本实用新型公开了一种精密铸造平面镂空铸件造型模具,包括正模板、浇口杯、浇口杯耐磨片、竖浇道、圆弧浇道、固定销孔、加强筋、快速换板螺丝孔、反模板、排气片、连接片、内浇口、腔体凸模,正模板内侧设有竖浇道,竖浇道一侧连接圆弧浇道,竖浇道另一端设有浇口杯,浇口杯一侧设有浇口杯耐磨片,正模板外侧设有若干加强筋,加强筋上设有若干固定销孔,加强筋四周设有若干快速换板螺丝孔,所述反模板与正模板对应位置设有浇口杯,浇口杯底部设有连接片,反模板上设有腔体凸模。本实用新型通过在正模板与反模板上分别设置浇道与腔体凸模,使得液体能够沿浇道流入腔体下方自下向上完成整体浇筑,并且在顶部设置排气通道防止产生缺陷。并且在顶部设置排气通道防止产生缺陷。并且在顶部设置排气通道防止产生缺陷。
技术研发人员:房升三 肖佰利 孙庆涛
受保护的技术使用者:临沂富中机械有限公司
技术研发日:2021.12.27
技术公布日:2022/5/10
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。