1.本实用新型属于铸件模具技术领域,特别涉及一种精密铸造长方体深腔铸件造型模具。
背景技术:
2.通过将铸件模具压印在造型砂上,形成铸件的模具腔体,以及浇注所需的浇道,再将型砂合模,进而形成完整的腔体,再将铸件材料的液体倒入腔体内部,等待其内部冷却之后,将型砂与铸件分离,铸件进行再处理后形成铸件;
3.现有的铸件模具中有以下问题:现有的长方体铸件模具在浇注过程中,通常采用横向放置,由于长方体底部过大,在对其在型砂上形成的腔体进行浇注时,会导致液体与型砂接触面过大冷却凝固过快,影响铸件内部的应力,导致铸件局部强度过低。
技术实现要素:
4.本实用新型的目的是克服现有技术中不足,提供一种精密铸造长方体深腔铸件造型模具,通过成模机构提高铸件的局部强度。
5.为了实现上述目的,本实用新型采用的技术方案是:
6.一种精密铸造长方体深腔铸件造型模具,包括安装机构、浇料机构、成模机构,所述安装机构一侧设有浇料机构,浇料机构一侧设有成模机构,安装机构与浇料机构和成模机构固定连接,成模机构和浇料机构通过安装机构固定在造型机上,对造型砂进行挤压造型;
7.所述成模机构包括长方体腔、长方体凸块、外接圆片ⅰ、凹槽ⅰ、外接圆片ⅱ、凹槽ⅱ、外沿片ⅰ、外沿片ⅱ,所述长方体腔外侧与外沿片ⅱ固定连接,外沿片ⅱ和外接圆片ⅱ固定连接,外接圆片ⅱ内侧设有凹槽ⅱ,所述长方体凸块外侧与外沿片ⅰ固定连接,外沿片ⅰ与外接圆片ⅰ固定连接,外接圆片ⅰ内侧设有凹槽ⅰ,长方体腔和长方体凸块均斜向放置。
8.所述安装机构包括正板、反板、筋条ⅰ、筋条ⅱ、换板螺丝孔、固定销孔、边缘预留孔、中心预留孔、固定孔、刮砂槽,所述正板背面设有若干筋条ⅰ,筋条ⅰ呈网格状分布,正板背面两端均设有换板螺丝孔和固定销孔,正板背面设有若干固定孔,筋条ⅰ上设有若干边缘预留孔,筋条ⅰ中心设有中心预留孔,正板正面上设有长方体腔、外接圆片ⅰ、凹槽ⅰ、外沿片ⅰ;
9.所述反板背面设有若干筋条ⅱ,筋条ⅱ呈网格状分布,反板背面两端均设有换板螺丝孔和固定销孔,反板背面设有若干固定孔,筋条ⅱ上设有若干中心预留孔和边缘预留孔,反板正面设有长方体凸块、外接圆片ⅱ、凹槽ⅱ,正板与反板上均设有刮砂槽。
10.所述浇料机构包括耐磨片、浇口杯、连接片、竖浇道、斜浇道、末浇道、圆弧浇道、内浇口、排气片ⅰ、排气片ⅱ,所述耐磨片一侧设有浇口杯,一组浇口杯与反板固定连接,同时浇口杯一侧设有连接片,另一组浇口杯与正板固定连接,同时浇口杯一侧设有竖浇道,竖浇道一端设有末浇道,竖浇道一侧与斜浇道和圆弧浇道固定连接,圆弧浇道一端和斜浇道固
定连接,所述内浇口和反板固定连接,所述排气片ⅰ和排气片ⅱ均与反板固定连接,竖浇道、斜浇道和末浇道均与正板固定连接,排气片ⅱ呈阶梯状;
11.造型机通过正板带动长方体腔、外接圆片ⅰ、凹槽ⅰ、外沿片ⅰ、耐磨片、浇口杯、竖浇道、斜浇道、末浇道和圆弧浇道对型砂挤压成型,造型机通过反板带动长方体凸块、外接圆片ⅱ、凹槽ⅱ、耐磨片、浇口杯、连接片、排气片ⅰ和排气片ⅱ对另一组型砂挤压成,然后将两组型砂进行拼合,外接圆片ⅰ和外接圆片ⅱ相对应,凹槽ⅰ和凹槽ⅱ相对应,再向型砂内进行浇注成型。
12.本实用新型与现有技术相比较有益效果表现在:
13.1)长方体腔和长方体凸块均斜向放置,在对其在型砂上形成的腔体进行浇注时,浇注的液体会从腔体底部逐渐斜向上填满腔体,避免浇注液体接触面过大导致的冷却凝固过快,避免影响铸件内部应力,提高铸件的局部强度;
14.2)排气片ⅱ呈阶梯状,防止浇注的液体直接迸溅出型砂,减小浇注难度。
附图说明
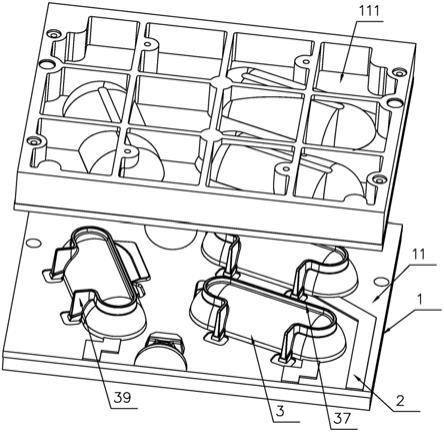
15.附图1是本实用新型一种精密铸造长方体深腔铸件造型模具结构示意图;
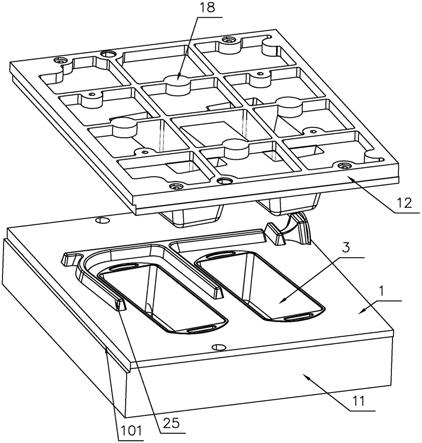
16.附图2是本实用新型一种精密铸造长方体深腔铸件造型模具中正板结构示意图;
17.附图3是本实用新型一种精密铸造长方体深腔铸件造型模具中正板另一侧结构示意图;
18.附图4是本实用新型一种精密铸造长方体深腔铸件造型模具中反板结构示意图;
19.附图5是本实用新型一种精密铸造长方体深腔铸件造型模具中反板另一侧结构示意图;
20.图中:1、安装机构;11、正板;12、反板;13、筋条ⅰ;14、筋条ⅱ;15、换板螺丝孔;16、固定销孔;17、边缘预留孔;18、中心预留孔;19、固定孔;101、刮砂槽;2、浇料机构;21、耐磨片;22、浇口杯;23、连接片;24、竖浇道;25、斜浇道;26、末浇道;27、圆弧浇道;28、内浇口;29、排气片ⅰ;201、排气片ⅱ;3、成模机构;31、长方体腔;32、长方体凸块;33、外接圆片ⅰ;34、凹槽ⅰ;35、外接圆片ⅱ;36、凹槽ⅱ;37、外沿片ⅰ;38、外沿片ⅱ。
具体实施方式
21.为方便本技术领域人员的理解,下面结合附图1-5,对本实用新型的技术方案进一步具体说明。
22.一种精密铸造长方体深腔铸件造型模具,包括安装机构1、浇料机构2、成模机构3,所述安装机构1一侧设有浇料机构2,浇料机构2一侧设有成模机构3,安装机构1与浇料机构2和成模机构3固定连接,成模机构3和浇料机构2通过安装机构1固定在造型机上,对造型砂进行挤压造型;
23.所述成模机构3包括长方体腔31、长方体凸块32、外接圆片ⅰ33、凹槽ⅰ34、外接圆片ⅱ35、凹槽ⅱ36、外沿片ⅰ37、外沿片ⅱ38,所述长方体腔31外侧与外沿片ⅱ38固定连接,外沿片ⅱ38和外接圆片ⅱ35固定连接,外接圆片ⅱ35内侧设有凹槽ⅱ36,所述长方体凸块32外侧与外沿片ⅰ37固定连接,外沿片ⅰ37与外接圆片ⅰ33固定连接,外接圆片ⅰ33内侧设有凹槽ⅰ34,长方体腔31和长方体凸块32均斜向放置。
24.所述安装机构1包括正板11、反板12、筋条ⅰ13、筋条ⅱ14、换板螺丝孔15、固定销孔16、边缘预留孔17、中心预留孔18、固定孔19、刮砂槽101,所述正板11背面设有若干筋条ⅰ13,筋条ⅰ13呈网格状分布,正板11背面两端均设有换板螺丝孔15和固定销孔16,正板11背面设有若干固定孔19,筋条ⅰ13上设有若干边缘预留孔17,筋条ⅰ13中心设有中心预留孔18,正板11正面上设有长方体腔31、外接圆片ⅰ33、凹槽ⅰ34、外沿片ⅰ37;
25.所述反板12背面设有若干筋条ⅱ14,筋条ⅱ14呈网格状分布,反板12背面两端均设有换板螺丝孔15和固定销孔16,反板12背面设有若干固定孔19,筋条ⅱ14上设有若干中心预留孔18和边缘预留孔17,反板12正面设有长方体凸块32、外接圆片ⅱ35、凹槽ⅱ36,正板11与反板12上均设有刮砂槽101。
26.所述浇料机构2包括耐磨片21、浇口杯22、连接片23、竖浇道24、斜浇道25、末浇道26、圆弧浇道27、内浇口28、排气片ⅰ29、排气片ⅱ201,所述耐磨片21一侧设有浇口杯22,一组浇口杯22与反板12固定连接,同时浇口杯22一侧设有连接片23,另一组浇口杯22与正板11固定连接,同时浇口杯22一侧设有竖浇道24,竖浇道24一端设有末浇道26,竖浇道24一侧与斜浇道25和圆弧浇道27固定连接,圆弧浇道27一端和斜浇道25固定连接,所述内浇口28和反板12固定连接,所述排气片ⅰ29和排气片ⅱ201均与反板12固定连接,竖浇道24、斜浇道25和末浇道26均与正板11固定连接,排气片ⅱ201呈阶梯状;
27.造型机通过正板带动长方体腔31、外接圆片ⅰ33、凹槽ⅰ34、外沿片ⅰ37、耐磨片21、浇口杯22、竖浇道24、斜浇道25、末浇道26和圆弧浇道27对型砂挤压成型,造型机通过反板带动长方体凸块32、外接圆片ⅱ35、凹槽ⅱ36、耐磨片21、浇口杯22、连接片23、排气片ⅰ29和排气片ⅱ201对另一组型砂挤压成,然后将两组型砂进行拼合,外接圆片ⅰ33和外接圆片ⅱ35相对应,凹槽ⅰ34和凹槽ⅱ36相对应,再向型砂内进行浇注成型。
28.以上内容仅仅是对本实用新型的结构所作的举例和说明,所属本技术领域的技术人员对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离实用新型的结构或者超越本权利要求书所定义的范围,均应属于本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。