1.本发明涉及一种碳纤维石墨化方法,能有效解决碳纤维石墨化过程中张力控制不均匀,纤维容易脆断,导致石墨纤维力学性能离散系数大的技术问题。
技术背景
2.碳纤维因高比强度、耐高温、耐腐蚀等优异性能,已广泛应用于国防军工和工业民用等领域;并按原料来源分为聚丙烯腈(pan)基、沥青基和粘胶基三大类。pan基碳纤维因工艺简单、原料广泛、技术成熟,在碳纤维生产与应用中占最高比例。碳纤维经进一步石墨化处理,可得含碳量高于碳纤维的石墨纤维;石墨纤维具有超高模量、更高导热、更高导电、极低热膨胀等特性,最适用于昼夜温差大的太空环境,可制备出热膨胀甚小的结构和功能材料,在航空航天领域不可或缺。除了在太空环境的应用之外,石墨纤维在多领域有广泛应用,包括国防军工方面:战略、战术火箭中某些结构件、承力筒等;卫星太阳能电池的基板装置和支架;各种卫星天线反射器、馈源等;干扰雷达波遮蔽材料、电子对抗器材;消静电材料等;军用战机中某些部件、结构件;大型直升机旋翼、垂尾、安定面等;各种石墨炸弹。工业民用方面:体育用品,如高尔夫球杆补强(耐冲击性)、滑雪板、钓鱼竿、球拍等;纺织器材,如剑杆头、齿轮、工业辊件(质量比钢辊和铝辊大为减轻)等;电池、电热及输电材料,如电缆芯、二次锂离子电池电极、民用电热基板等;土木工程材料。基于石墨纤维的应用前景和重要战略地位,国内外投入大量人力、物力进行研发及产业化。
3.石墨纤维的市场需求巨大,而石墨化过程中由于纤维中氮、氢和氧元素进一步逃逸,碳元素结构更加规整,反应张力难以控制,生产过程中极易造成纤维过松或者过紧,从而降低石墨纤维的生产效率。
4.周玉柱等人发表的《高强高模pan基石墨纤维的制备研究》(高科技纤维与应用,第40卷第5期2015年10月),属于纤维材料领域。该文章涉及一种石墨纤维的制备过程中张力控制方法,所述的制备方法碳纤维罗拉导入石墨化炉,经高于2200℃高温石墨化后得到石墨纤维,之后经罗拉进入上浆槽进行上浆和干燥炉进行干燥处理最后制得最终产品,炉膛充入氮气及氩气,石墨化处理时间为10-60s,牵伸比通过罗拉转速来实现。
5.现有的技术方案能在实验装置上对进行张力控制,但是实施方案对工业化石墨炉的张力控制存在一定难度。
6.本发明对涉及一种实施简单的碳纤维石墨化过程中的张力控制方法,能有效的提高碳纤维生产效率。
技术实现要素:
7.本发明所要解决的技术问题是现有碳纤维石墨化过程中张力难以控制,石墨炉内不同区域张力不均匀,纤维容易脆断,导致石墨纤维力学性能离散系数大,易产生毛丝等技术问题,提供一种碳纤维石墨化方法。该方法具有工艺简单和操作方便等优点。
8.为了解决上述技术问题,本发明采用的技术方案为:一种碳纤维石墨化方法,包括
将碳纤维经多辊机i进入石墨炉中进行石墨化的步骤,以及将石墨纤维经多辊机ii牵出石墨炉的步骤;其特征在于,所述多辊机ii沿走丝方向各辊半径逐渐增大,且后一辊半径为前一辊半径的1~1.25倍;优选大于1倍,更优选后一辊半径为前一辊半径的1.05~1.25倍。
9.上述技术方案中,优选:所述多辊机i中的第一个辊和最后一个辊包角为90~120
°
,其它辊包角为60~90
°
。
10.上述技术方案中,优选:所述多辊机i中辊半径相同。
11.上述技术方案中,优选:所述多辊机ii中的第一辊半径与所述多辊机i中的辊半径相同。
12.上述技术方案中,优选:所述多辊机ii中的第一辊和最后一辊包角为90~120
°
,其它辊包角为60~90
°
。
13.上述技术方案中,优选:所述多辊机i和多辊机ii的辊表面采用梨面处理。
14.上述技术方案中,优选:所述多辊机i和多辊机ii上装有在线张力检测仪,控制系统通过设定张力对石墨炉前后驱动单元转速进行调整。
15.上述技术方案中,优选:所述多辊机i和多辊机ii为五辊机或七辊机。
16.上述技术方案中,优选:所述石墨化过程中采用牵伸,根据石墨化温度设置牵伸比例,温度高于2500℃时采用正牵,温度处于2000~2500℃时采用零牵,温度低于2000℃时采用负牵。
17.上述技术方案中,优选:采用正牵、零牵和负牵时,12k碳纤维张力控制在3000~5000cn;24k碳纤维张力控制在4000~6000cn。
18.上述技术方案中,优选:所述方法中12k碳纤维走丝过程中丝束中心距7~9mm,24k碳纤维走丝过程中丝束中心距12~15mm。。
19.上述技术方案中,所述方法还包括表面处理、上浆、干燥、收卷的步骤。
20.本发明相较于现有技术的优点:
21.(1)、公用工程要求低、实施简单、低能耗、清洁无污染。
22.(2)、石墨炉内不同区域张力均匀,石墨纤维力学性能离散系数;
23.(3)、石墨化过程中走丝平稳,基本无毛丝产生。
24.采用本发明的技术方案,碳纤维石墨化过程中张力简单易控,能有效提高生产效率,取得了较好的技术效果。
附图说明
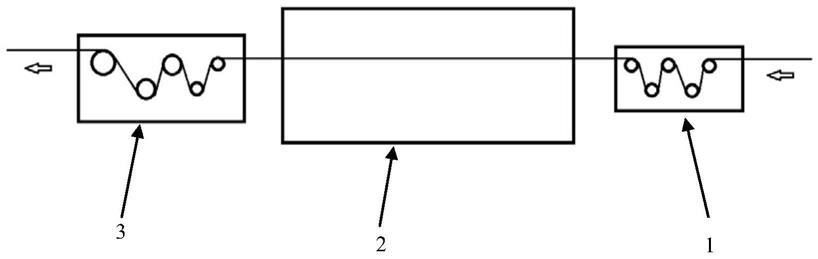
25.图1为本发明采用的石墨化装置示意图。
26.图1中,1为进口端多辊机i(图示为五辊机);2为石墨炉;3为出口端多辊机ii(图示为五辊机)。
27.下面通过实施例对本发明作进一步的阐述,但不仅限于本实施例。
具体实施方式
28.下面结合具体实施例对本发明进行具体的描述,有必要在此指出的是以下实施例只用于对本发明的进一步说明,不能理解为对本发明保护范围的限制,本领域技术人员根据本发明内容对本发明做出的一些非本质的改进和调整仍属本发明的保护范围。
29.实施例与对比例中采用的原料,如果没有特别限定,那么均是现有技术公开的,例如可直接购买获得或者根据现有技术公开的制备方法制得。
30.【实施例1】
31.碳纤维经五辊机进入石墨炉中,五辊机的第一个辊和最后一个辊包角为90
°
,其它辊包角为60
°
。石墨纤维出石墨炉后经五辊机进入后处理单元。五辊机沿走丝方向各辊半径逐渐增大,后一辊半径为前一辊半径的1.1倍,第一辊半径与五辊机或七辊机中辊半径相同。第一辊和最后一辊包角为90
°
,其它辊包角为60
°
。驱动装置采用经梨面处理后的五辊机,每台五辊机装配有在线张力检测仪,控制系统通过设定张力对石墨炉前后驱动单元转速进行调整。根据石墨化温度设置牵伸比例。以12k碳纤维为原料,石墨炉温度设置为2500℃,丝束中心距7mm。
32.设置张力为3200cn,使用张力仪在线监测,结果如下:3221cn、3250cn、3316cn、3124cn、3228cn、3136cn、3189cn、3204cn、3276cn、3196cn。
33.实际平均值为3214cn,变异系数cv值为1.83%,现场走丝平稳。
34.【实施例2】
35.碳纤维经五辊机进入石墨炉中,五辊机的第一个辊和最后一个辊包角为90
°
,其它辊包角为60
°
。石墨纤维出石墨炉后经五辊机进入后处理单元。五辊机沿走丝方向各辊半径逐渐增大,后一辊半径为前一辊半径的1.2倍,第一辊半径与五辊机或七辊机中辊半径相同。第一辊和最后一辊包角为90
°
,其它辊包角为60
°
。驱动装置采用经梨面处理后的五辊机,每台五辊机装配有在线张力检测仪,控制系统通过设定张力对石墨炉前后驱动单元转速进行调整。根据石墨化温度设置牵伸比例。以12k碳纤维为原料,石墨炉温度设置为2500℃,丝束中心距7mm。
36.设置张力为3200cn,使用张力仪在线监测,结果如下:3208cn、3224cn、3216cn、3188cn、3202cn、3183cn、3179cn、3211cn、3225cn、3186cn。
37.实际平均值为3202cn,变异系数cv值为0.54%,现场走丝平稳。
38.【实施例3】
39.碳纤维经五辊机进入石墨炉中,五辊机的第一个辊和最后一个辊包角为120
°
,其它辊包角为60
°
。石墨纤维出石墨炉后经五辊机进入后处理单元。五辊机沿走丝方向各辊半径逐渐增大,后一辊半径为前一辊半径的1.2倍,第一辊半径与五辊机或七辊机中辊半径相同。第一辊和最后一辊包角为90
°
,其它辊包角为60
°
。驱动装置采用经梨面处理后的五辊机,每台五辊机装配有在线张力检测仪,控制系统通过设定张力对石墨炉前后驱动单元转速进行调整。根据石墨化温度设置牵伸比例。以12k碳纤维为原料,石墨炉温度设置为2500℃,丝束中心距7mm。
40.设置张力为3200cn,使用张力仪在线监测,结果如下:3265cn、3264cn、3256cn、3186cn、3265cn、3185cn、3143cn、3219cn、3264cn、3175cn。
41.实际平均值为3222cn,变异系数cv值为1.44%,现场走丝平稳。
42.【实施例4】
43.碳纤维经五辊机进入石墨炉中,五辊机的第一个辊和最后一个辊包角为120
°
,其它辊包角为60
°
。石墨纤维出石墨炉后经五辊机进入后处理单元。五辊机沿走丝方向各辊半径逐渐增大,后一辊半径为前一辊半径的1.2倍,第一辊半径与五辊机或七辊机中辊半径相
同。第一辊和最后一辊包角为90
°
,其它辊包角为90
°
。驱动装置采用经梨面处理后的五辊机,每台五辊机装配有在线张力检测仪,控制系统通过设定张力对石墨炉前后驱动单元转速进行调整。根据石墨化温度设置牵伸比例。以12k碳纤维为原料,石墨炉温度设置为2500℃,丝束中心距7mm。
44.设置张力为3200cn,使用张力仪在线监测,结果如下:3215cn、3224cn、3226cn、3189cn、3234cn、3115cn、3125cn、3211cn、3235cn、3177cn。
45.实际平均值为3195cn,变异系数cv值为1.37%,现场走丝平稳。
46.【实施例5】
47.碳纤维经五辊机进入石墨炉中,五辊机的第一个辊和最后一个辊包角为120
°
,其它辊包角为60
°
。石墨纤维出石墨炉后经五辊机进入后处理单元。五辊机沿走丝方向各辊半径逐渐增大,后一辊半径为前一辊半径的1.2倍,第一辊半径与五辊机或七辊机中辊半径相同。第一辊和最后一辊包角为90
°
,其它辊包角为90
°
。驱动装置采用经梨面处理后的五辊机,每台五辊机装配有在线张力检测仪,控制系统通过设定张力对石墨炉前后驱动单元转速进行调整。根据石墨化温度设置牵伸比例。以12k碳纤维为原料,石墨炉温度设置为2600℃,丝束中心距8mm。
48.设置张力为3500cn,使用张力仪在线监测,结果如下:3525cn、3484cn、3516cn、3469cn、3494cn、3475cn、3522cn、3543cn、3512cn、3496cn。
49.实际平均值为3503cn,变异系数cv值为0.68%,现场走丝平稳。
50.【比较例1】
51.碳纤维经五辊机进入石墨炉中,五辊机的第一个辊和最后一个辊包角为90
°
,其它辊包角为60
°
。石墨纤维出石墨炉后经五辊机进入后处理单元。五辊机沿走丝方向各辊半径相等,第一辊半径与五辊机或七辊机中辊半径相同。第一辊和最后一辊包角为90
°
,其它辊包角为60
°
。驱动装置采用经梨面处理后的五辊机,每台五辊机装配有在线张力检测仪,控制系统通过设定张力对石墨炉前后驱动单元转速进行调整。根据石墨化温度设置牵伸比例。以12k碳纤维为原料,石墨炉温度设置为2500℃,丝束中心距7mm。
52.设置张力为3200cn,使用张力仪在线监测,结果如下:3398cn、3458cn、3451cn、3285cn、3305cn、3054cn、3121cn、3082cn、3175cn、3062cn。
53.实际平均值为3239cn,变异系数cv值为4.97%,石墨炉出口端驱动第三辊上有较多毛丝。
54.【比较例2】
55.碳纤维经五辊机进入石墨炉中,五辊机的第一个辊和最后一个辊包角为90
°
,其它辊包角为45
°
。石墨纤维出石墨炉后经五辊机进入后处理单元。五辊机沿走丝方向各辊半径逐渐增大,后一辊半径为前一辊半径的1.2倍,第一辊半径与五辊机或七辊机中辊半径相同。第一辊和最后一辊包角为90
°
,其它辊包角为45
°
。驱动装置采用经梨面处理后的五辊机,每台五辊机装配有在线张力检测仪,控制系统通过设定张力对石墨炉前后驱动单元转速进行调整。根据石墨化温度设置牵伸比例。以12k碳纤维为原料,石墨炉温度设置为2500℃,丝束中心距7mm。
56.设置张力为3200cn,使用张力仪在线监测,结果如下:3498cn、3621cn、3468cn、3101cn、3098cn、3485cn、3036cn、3674cn、3385cn、3485cn。
57.实际平均值为3365cn,变异系数cv值为6.715%,现场较多毛丝。
58.显然,采用本发明的工艺,可以有效控制碳纤维石墨化过程中的张力,具有较大的技术优势,可用于碳纤维石墨化的工业生产中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。