1.本发明属于电缆制造技术领域,具体涉及一种焊接式整体注塑多通道电缆治具及其使用方法。
背景技术:
2.电缆是一种电能或信号传输装置,通常是由几根或几组导线组成,在电线电缆产品的生产中,制造模具往往对产品的质量起着至关重要的作用,而且直接决定了产品的外表美观程度。现有的制造模具都为内模、外模两体结构,根据内、外模相互间的距离与出口配合形成了挤压式、半挤压式、挤管式和半挤管式的结构方式。
3.目前,连接器主壳体、固化胶、多路电缆、外部热缩管这四者之间通过热缩管实现外部环境的保护,其耐环境效果随着时间与外部的延续会急剧恶化,外部防护失效,导致多个部件之间连接失效,工序复杂,同时固化胶的批次固化状态效果不一致,导致批次差异较大,胶体固化需要较长的时间,一般需要24小时以上的固化时间,极大地影响了产出效能。
技术实现要素:
4.本发明的目的在于提供一种焊接式整体注塑多通道电缆治具及其使用方法,以解决上述背景技术中提出的问题。
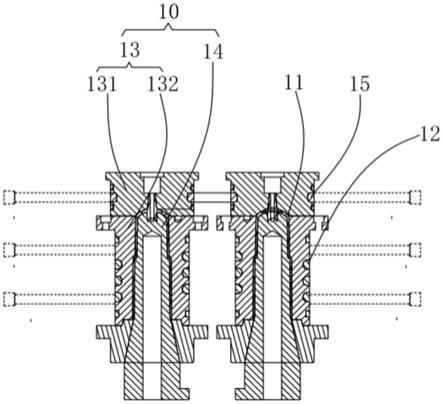
5.为实现上述目的,本发明提供如下技术方案:一种焊接式整体注塑多通道电缆治具,包括支撑基座,所述支撑基座顶部设置有承载座,所述承载座内开设有用于盛放待注塑生产电缆的盛放腔;所述盛放腔内设置有电缆连接头,所述电缆连接头外侧连接有固定块,所述固定块远离电缆连接头一端设置有连接柱,所述连接柱外侧设置有注塑模具型腔,且连接柱远离固定块一端连接有电缆,所述电缆贯穿注塑模具型腔,并延伸至注塑模具型腔外;所述注塑模具型腔内插接有注塑嵌缩块,所述注塑嵌缩块与电缆之间预留有用来穿线的穿孔间隙。
6.优选的,所述注塑嵌缩块设置为若干,且每个所述注塑嵌缩块靠近电缆一端设置有配合部。
7.优选的,所述注塑嵌缩块外侧设置有嵌入凸点颗粒,所述嵌入凸点颗粒为若干,并绕所述注塑嵌缩块外侧一周等距间隔设置。
8.优选的,所述注塑嵌缩块为一种弹性材料。
9.优选的,所述注塑嵌缩块优选为橡胶材料。
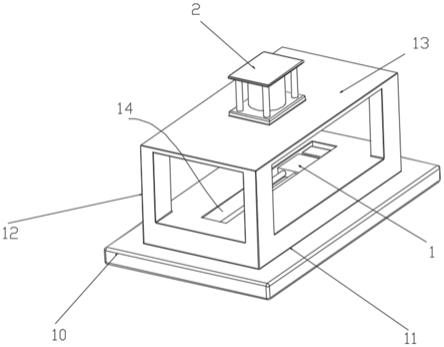
10.优选的,所述承载座外侧设置有支撑柱,所述支撑柱设置为四个,所述支撑柱远离承载座一端连接有顶板。
11.优选的,所述顶板顶部设置有液压泵,所述液压泵位于盛放腔竖直上方,且液压泵动力输出端连接有液压柱。优选的,所述盛放腔内开设有凹槽,所述凹槽内设置有弹簧连接座,所述弹簧连接座外侧连接有复位弹簧。
12.优选的,所述复位弹簧远离弹簧连接座一端设置有限位块。
13.一种焊接式整体注塑多通道电缆治具的使用方法,包括以下步骤,步骤a,首先将待注塑加工的电缆放置于盛放腔内,由于电缆本身对限位块进行挤压,带动复位弹簧发生形变,将弹性势能转化为动能反作用于电缆,使限位块与电缆相抵接;步骤b,将电缆分别贯穿注塑模具型腔,与连接柱相连接,随后将注塑材料通过注塑嵌缩块与电缆之间预留的穿孔间隙导入至注塑模具型腔内,将嵌入凸点颗粒与注塑模具型腔相卡接;步骤c,通电液压泵,驱动液压泵带动液压柱的位移,使得液压柱带动模具预压注塑嵌缩块,使得注塑嵌缩块外部受挤压变形后,在模具合模的状态下,注塑嵌缩块内部穿孔间隙发生收缩形变,并与电缆外径相贴合;步骤d,注塑结束后,拉动电缆连接头,带动固定块的移动,随着电缆的移动,打破与限位块之间的力平衡,使得复位弹簧再次收缩,将注塑结束的电缆拿出。
14.本发明的技术效果和优点:本发明的一种焊接式整体注塑多通道电缆治具及其使用方法,通过配合部与电缆之间预留有穿孔间隙,提升电缆在注塑嵌缩块中的穿线的便利与可操作性,摆脱了常规蛟河加热缩管对耐环境的局限,解决了常规蛟河加热缩管对产品外形限制于圆形连接器,提高连接器与多路电缆组件之间防护构件生产效率500%。
附图说明
15.图1为本发明的整体的结构示意图;图2为本发明的电缆的剖视图图;图3为本发明的注塑嵌缩块的剖视图;图4为本发明图3中a处的放大结构示意图;图5为本发明的嵌入凸点颗粒的结构示意图;图6为本发明的限位块的俯视图。
16.图中:1、电缆连接头;2、液压泵;3、固定块;4、连接柱;5、电缆;6、注塑模具型腔;7、穿孔间隙;8、注塑嵌缩块;9、嵌入凸点颗粒;10、支撑基座;11、承载座;12、支撑柱;13、顶板;14、盛放腔;15、凹槽;16、弹簧连接座;17、复位弹簧;18、限位块;19、配合部。
具体实施方式
17.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。
18.为了便于解决注塑料从穿孔间隙7力溢出的问题,参考图2、图3、图4和图5,包括支撑基座10,支撑基座10顶部设置有承载座11,承载座11内开设有用于盛放待注塑生产电缆的盛放腔14;盛放腔14内设置有电缆连接头1,电缆连接头1外侧连接有固定块3,固定块3远离电缆连接头1一端设置有连接柱4,连接柱4外侧设置有注塑模具型腔6,且连接柱4远离固定块3一端连接有电缆5,电缆5贯穿注塑模具型腔6,并延伸至注塑模具型腔6外,注塑模具型腔6内插接有注塑嵌缩块8,注塑嵌缩块8与电缆5之间预留有用来穿线的穿孔间隙7,注塑嵌缩块8设置为若干,且每个注塑嵌缩块8靠近电缆5一端设置有配合部19,注塑嵌缩块8外
侧设置有嵌入凸点颗粒9,嵌入凸点颗粒9为若干,并绕注塑嵌缩块8外侧一周等距间隔设置,注塑嵌缩块8为一种弹性材料,注塑嵌缩块8优选为橡胶材料,单独的注塑嵌缩块8,适用于圆形阵列、矩形阵列和其它形状的阵列,材料选用弹性和硬度度较好的材料,同时还需要与注塑pe材料具备良好的胶黏性效果,优选地选择橡胶材料,对于注塑嵌缩块8表面采用嵌入凸点颗粒9结构实现,需要解决注塑料从穿孔间隙7里溢出的技术问题,同时在过程中还要实现注塑嵌缩块8与电缆5是有间隙松配的,解决这两个矛盾问题是核心技术原理是我们利用注塑嵌缩块8的弹性特性,采用模具预压注塑嵌缩块8的外部直径方法,使得注塑嵌缩块8外部受挤压变形后,在模具合模的状态下,注塑嵌缩块8内部穿线孔发生收缩变形、贴合电缆外径实现过盈配合。
19.为了便于提升电缆5在注塑时的稳定性,参考图1和图6所示,承载座11外侧设置有支撑柱12,支撑柱12设置为四个,支撑柱12远离承载座11一端连接有顶板13,顶板13顶部设置有液压泵2,液压泵2位于盛放腔14竖直上方,且液压泵2动力输出端连接有液压柱,盛放腔14内开设有凹槽15,凹槽15内设置有弹簧连接座16,弹簧连接座16外侧连接有复位弹簧17,复位弹簧17远离弹簧连接座16一端设置有限位块18,该液压泵2为现有技术,不在赘述。当电缆5放置于盛放腔14内对限位块18进行挤压,使得复位弹簧17发生形变,将弹性势能转化为动能反作用于限位块18,使得限位块18与电缆5相抵接,将电缆5进行固定。
20.一种焊接式整体注塑多通道电缆治具的使用方法,包括以下步骤,步骤a,首先将待注塑加工的电缆5放置于盛放腔14内,由于电缆5本身对限位块18进行挤压,带动复位弹簧17发生形变,将弹性势能转化为动能反作用于电缆5,使限位块18与电缆5相抵接;步骤b,将电缆5分别贯穿注塑模具型腔6,与连接柱4相连接,随后将注塑材料通过注塑嵌缩块8与电缆5之间预留的穿孔间隙7导入至注塑模具型腔6内,将嵌入凸点颗粒9与注塑模具型腔6相卡接;步骤c,通电液压泵2,驱动液压泵2带动液压柱的位移,使得液压柱带动模具预压注塑嵌缩块8,使得注塑嵌缩块8外部受挤压变形后,在模具合模的状态下,注塑嵌缩块8内部穿孔间隙7发生收缩形变,并与电缆5外径相贴合;步骤d,注塑结束后,拉动电缆连接头1,带动固定块3的移动,随着电缆5的移动,打破与限位块18之间的力平衡,使得复位弹簧17再次收缩,将注塑结束的电缆5拿出。
21.以上显示和描述了本发明的基本原理、主要特征及优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。