1.本发明涉及复合刮板加工成型技术领域,具体而言,涉及一种复合刮板在线模压成型模具及成型工艺。
背景技术:
2.刮板输送设备是将刮板固定在链条上作为牵引构件,在中间槽内运送物料的连续运输机械,其具有运输能力大、适应环境广和维护简单等优点,被广泛应用于煤矿综采工作面中。在刮板输送设备中,刮板和压板、螺栓、螺母以及链条组成刮板链,刮板链是带动运输物料移动的直接执行部件。
3.目前,在煤机运输装备中,刮板均为低合金钢的整体锻造结构,其制造工艺为:模锻成型
→
机加工
→
热处理,使用材质一般为40mn2或27simn,由此导致煤机运输装备自身重量大,电机负荷能耗很大一部分被煤机运输装备自身而消耗,限制了煤机运输装备的运输能力乃至整套采煤设备的生产效力;同时由于钢质刮板组件对煤机运输装备的底部磨损大,造成成套设备损坏严重,寿命短,生产效率低。
4.作为一种改良,煤机运输装备行业的大量研究人员也在研究将金属刮板改进为非金属材料与金属芯板复合型,生产工艺由原先的锻造机加工改为将锻造好的金属芯板置于模具中直接浇注非金属材料成型,由此降低煤矿用刮板输送设备的装机负载,并在很大程度上也确实满足了煤机装备轻量化的发展要求,但在使用效果上均不尽理想。例如,复合刮板自身结构强度偏低,且需经常运行在恶劣安装环境及复杂极端载荷工况下,在经一段时间使用后,其抗拉强度、耐磨性能、阻燃性能、抗静电性能等又会进一步大打折扣,并经常伴发输送运转不畅、局部磨损严重,严重时甚至还会引起链条的崩断,由此造成使用寿命严重不及预期。
技术实现要素:
5.有鉴于此,本发明要解决的技术问题是:第一方面在于提供一种复合刮板在线模压成型模具,使得复合刮板在模压成型后,既能高效满足煤机装备轻量化的发展要求,又能同时保障其在经长时间使用后的使用效果,进而提高复合刮板使用寿命。
6.为解决上述第一方面技术问题,本发明提供了一种复合刮板在线模压成型模具,包括上模、下模,所述上模包括主腔及与所述主腔左右两端连通的端腔,所述下模包括主槽及位于所述主槽左右两端的端槽,所述主槽与所述端槽之间具有垂直接合部,所述主槽前后两侧分布设置有呈向上凸起的护槽架,所述主腔包括与所述护槽架相适配的第一阶梯腔,所述上模与所述下模锁扣连接后,所述第一阶梯腔盖合所述护槽架并形成成型腔室。
7.优选地,所述主腔还包括紧贴于所述第一阶梯腔内侧设置的第二阶梯腔,所述第二阶梯腔与所述端腔连通。
8.优选地,所述模压成型模具还包括若干定位塞,所述定位塞上端开设有螺纹孔,和/或所述主槽向下贯穿开设有顶塞孔。
9.优选地,所述主槽还向下贯穿开设有顶件孔。
10.优选地,所述主槽中开设有呈向上凸起的压板座、平链座、第一立链座,所述压板座与所述护槽架之间形成第一避让空间,所述平链座与所述第一立链座之间围合而成有第二避让空间。
11.优选地,所述主槽还至少包括如下设置之一:
12.1)所述顶塞孔与所述顶件孔均贯穿开设于所述压板座上;
13.2)所述垂直接合部紧贴所述压板座的端面设置且其高度与所述压板座的高度相等,所述第一避让空间贯通所述垂直接合部并与所述端槽连通;
14.3)所述平链座、所述第一立链座均紧贴所述护槽架的内侧壁设置,所述第一立链座的高度与所述护槽架的高度相等并构成所述护槽架的加强槽架。
15.优选地,所述第二阶梯腔呈向上的敞口设置,所述模压成型模具还包括上模盖,所述上模盖用于在扣合所述上模后对所述第二阶梯腔形成盖合。
16.优选地,所述成型腔室至少包括分布于所述模压成型模具两端的第一成型腔,所述第一成型腔包括首尾依次接合的垂直接合面、底端面、第一斜端面、尾弧面、第二斜端面、第三斜端面,所述垂直接合面紧贴所述垂直接合部的外壁面设置,所述垂直接合面与所述第三斜端面之间为第一敞口,所述尾弧面与所述第一敞口呈相对侧设置。
17.本发明要解决的技术问题还在于:第二方面提出了一种复合刮板在线模压成型工艺,使得复合刮板在模压成型后,既能高效满足煤机装备轻量化的发展要求,又能同时保障其在经长时间使用后的使用效果,进而提高复合刮板使用寿命。
18.为解决上述第二方面技术问题,本发明提出了一种复合刮板在线模压成型工艺,包括如下步骤:
19.s1:启动控温模压成型机,移开上模,取适量料坯放置端腔中;
20.s2:将预热的专用芯部嵌件移入放置于下模上,定位塞进行预埋定位;
21.s3:再次取适量料坯放置于专用芯部嵌件的减重槽中;
22.s4:将上模移至下模正上方,启动控温模压成型机滑块下行快速合模;
23.s5:经一次合模定型后,启动控温模压成型机滑块上行,完成一次敞口排气;
24.s6:将上模移至下模正上方,启动控温模压成型机滑块下行完成二次合模;
25.s7:经二次合模的保压冷却定型后,启动控温模压成型机滑块上行,打开上模,依次顶出定位塞和成型复合刮板制品;
26.s8:成型复合刮板制品经修边后进行产品质量检测和包装入库;
27.s9:循环执行步骤s1-s8。
28.优选地,本发明还提出了另一种复合刮板在线模压成型工艺,包括如下步骤:
29.s1:启动控温模压成型机,移开上模,取适量料坯放置端腔中;
30.s2:将预热的专用芯部嵌件移入放置于下模上,定位塞进行预埋定位;
31.s3:再次取适量料坯放置于专用芯部嵌件的减重槽中;
32.s4:将上模移至下模正上方,启动控温模压成型机滑块下行快速合模;
33.s5':控温模压成型机进行敞口排气模式下的一次合模定型;
34.s6':将上模盖移至上模正上方进行快速扣合,完成二次合模;
35.s7':经二次合模的保压冷却定型后,启动控温模压成型机滑块上行,打开上模盖
和上模,依次顶出定位塞和成型复合刮板制品;
36.s8:成型复合刮板制品经修边后进行产品质量检测和包装入库;
37.s9:循环执行步骤s1-s8。
38.相对于现有技术而言,本发明所述的一种复合刮板在线模压成型模具及成型工艺具有以下有益效果:
39.1)使得复合刮板在成型后,既能高效满足煤机装备轻量化的发展要求,又能同时保障其在经长时间使用后的使用效果,进而提高复合刮板使用寿命;
40.2)复合刮板在成型后,其可以更好地与链条、压板、螺栓等原有匹配组装部件相适配,有助于减少相关配套设备的改造和相关专用安装工具的定制采购,降低生产成本。
附图说明
41.构成本发明的一部分附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
42.图1为本发明具体实施方式中所述的现有技术中的一种复合刮板其主视结构的剖面示意图;
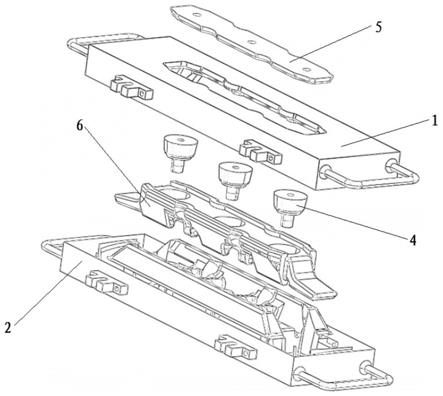
43.图2为本发明实施例1中所述的一种复合刮板在线模压成型模具在合模状态下的立体结构示意图;
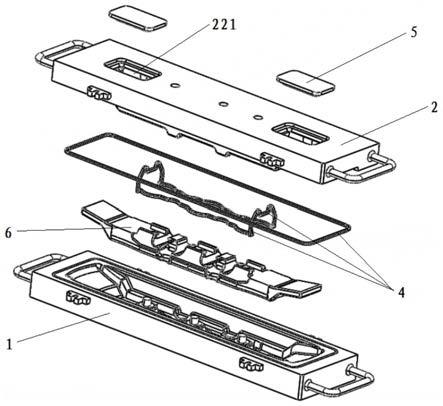
44.图3为本发明实施例1中所述的一种复合刮板在线模压成型模具在工作状态下的爆炸结构示意图;
45.图4为本发明实施例1中所述的一种下模的立体结构示意图;
46.图5为本发明实施例1中所述的一种下模的俯视结构示意图;
47.图6为本发明实施例1中所述的一种上模的立体结构示意图;
48.图7为本发明实施例1中所述的一种专用芯部嵌件的立体结构示意图;
49.图8为本发明实施例1中所述的一种专用芯部嵌件的仰视结构示意图;
50.图9为本发明实施例1中所述的一种定位塞的主视剖面结构示意图;
51.图10为本发明实施例1中所述的一种复合刮板在线模压成型模具其主视半剖结构的爆炸示意图;
52.图11为本发明实施例1中所述的一种第一成型腔其主视结构的局部放大示意图。
53.附图标记说明:
54.100-本体,101-螺栓孔,102-平链槽,200-端体,300-芯部嵌件,400-包覆层;
55.1-上模,11-主腔,111-第一阶梯腔,112-第二阶梯腔,1121-第二立链座,12-端腔,13-排气槽,2-下模,21-主槽,211-顶塞孔,212-顶件孔,213-压板座,214-平链座,215-第一立链座,216-第一避让空间,217-第二避让空间,22-端槽,23-垂直接合部,24-护槽架,241-加强槽架,242-尾槽架,3-成型腔室,31-第一成型腔,311-垂直接合面,312-底端面,313-第一斜端面,314-尾弧面,315-第二斜端面,316-第三斜端面,317-上端面,318-第一敞口,32-第二成型腔,4-定位塞,41-螺纹孔,5-上模盖;
56.6-专用芯部嵌件,61-主体,611-减重槽,612-加强筋,613-第一螺栓孔,614-压板槽,615-立链槽,62-翼体。
具体实施方式
57.为使本发明的上述目的、技术方案和优点更加清楚易懂,下面将结合附图及实施例,对本发明做进一步的详细说明。应当理解,本发明在此所描述的具体实施例仅是构成本发明的部分实施例,其仅用以解释本发明,并不构成对本发明的限定,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。
58.如图1所示,为现有技术中的一种复合刮板,包括本体100及位于本体100左右两端的端体200,本体100自上而下贯穿开设有若干螺栓孔101,本体100下部开设有若干平链槽102,以方便复合刮板与链条经压板、螺栓、螺母压紧装配后组装成刮板链。其中复合刮板在加工成型时,又由芯部嵌件300和包覆层400两组材料浇注造成型,其中芯部嵌件300为金属材料,通常为低合金钢,包覆层400为非金属材料,通常为耐磨树脂。
59.实施例1
60.如图2-11所示,本发明提供了一种复合刮板在线模压成型模具,包括上模1、下模2,所述上模1包括主腔11及与所述主腔11左右两端连通的端腔12,所述下模2包括主槽21及位于所述主槽21左右两端的端槽22,所述主槽21与所述端槽22之间具有垂直接合部23,所述主槽21前后两侧分布设置有呈向上凸起的护槽架24,所述主腔11包括与所述护槽架24相适配的第一阶梯腔111,所述上模1与所述下模2锁扣连接后,所述第一阶梯腔111盖合所述护槽架24并形成成型腔室3。
61.具体的,如图1所示,复合刮板运行在恶劣安装环境及复杂极端载荷工况下时,平链槽102与链条的接合处所受到的牵引力最大,也最易受到链条的磨损,进而立链槽(图1中未示出,可参考图8中对于立链槽615的标注)与链条的接合处,螺栓孔101下部与压板、螺栓、螺母的接合处受到的磨损也较大。现有技术中,由于复合刮板在加工成型时的浇注造成型方式不尽合理,由此导致复合刮板自身结构强度偏低,其是通过牺牲复合刮板自身所必要的结构强度来过度换取复合刮板的轻量化,正是这种过度换取导致其在使用效果上不尽理想。
62.经研究与实验表明,仅通过对端体200进行全包裹式的浇注造成型或模压成型,即可减轻刮板33%~40%的自重,且当端体200由耐磨树脂等非金属材料进行全包裹成型后,其各方面性能(不包含尺寸)的适度下降并不会影响到刮板的使用效果,不会出现诸如“输送运转不畅、局部磨损严重,严重时甚至还会引起链条的崩断”等现象。
63.更为具体的,复合刮板在采用本发明所述的模压成型模具进行模压成型时,模压过程中采用的芯部嵌件300会与模压成型模具成专用的相配套设计,如图7-8所示,即为本发明中一种专用芯部嵌件6的结构示意图,该专用芯部嵌件6在进行配套设计时,可参照传统低合金钢刮板其本体100的原始结构尺寸对该专用芯部嵌件6的主体61进行保留设计。由此,复合刮板在模压成型时,在将专用芯部嵌件6放置于下模2中时,专用芯部嵌件6的主体61会落入主槽21中,并在垂直方向上被垂直接合部23提供垂直向上的紧密贴合与支撑,同时被护槽架24在前后方向上围合。继而在上模1、下模2锁扣连接后,在垂直接合部23、专用芯部嵌件6、护槽架24共同贴合支撑与围合的作用下,端槽22与主槽21之间将彻底隔断,此时成型腔室3对应于端槽22的部分,即端槽22与端腔12围合而成的第一成型腔31还会被专用芯部嵌件6的翼体62分为上下两部分,且该上下两部分只有在尾端连通并对翼体62形成全包裹。复合刮板在加工成型时,可仅针对第一成型腔31进行非金属材料的模压成型,实现
了复合刮板在加工成型后,仅针对端体200形成非金属材料全包裹式的包覆层400。
64.由上可知,本发明通过对模压成型模具的上述设置,复合刮板在加工成型时,仅需对专用芯部嵌件6的翼体62进行全包裹式的模压成型即可,复合刮板在成型后,其本体100的结构强度将维持不变,由此既能高效满足煤机装备轻量化的发展要求,又能大幅提高复合刮板自身结构强度,保障其在经长时间使用后的使用效果,进而提高复合刮板使用寿命。此外,复合刮板在成型后,由于其本体100保留了与低合金钢刮板的原有结构尺寸设计,其可以更好地与链条、压板、螺栓等原有匹配组装部件相适配,有助于减少相关配套设备的改造和相关专用安装工具的定制采购,降低生产成本。
65.优选地,所述主腔11还包括紧贴于所述第一阶梯腔111内侧设置的第二阶梯腔112,所述第二阶梯腔112与所述端腔12连通。
66.具体的,复合刮板在运行时,螺栓孔101上部无需与链条直接接触,也即对应于复合刮板其本体100的上部区域,此处区域的抗拉强度与的耐磨性能也并不需要设计得非常优越,也是可以完全通过非金属复合材料的模压成型来形成包覆层400,由此来实现复合刮板的进一步减重。
67.更为具体的,通过第二阶梯腔112的设置,专用芯部嵌件6还可以设置有减重槽611及位于减重槽611两侧的加强筋612。由此,复合刮板在模压成型时,在将专用芯部嵌件6放置于下模2中时,专用芯部嵌件6的主体61仍会落入主槽21中,并在垂直方向上被垂直接合部23提供垂直向上的紧密贴合与支撑,同时被护槽架24在前后方向上围合;但同时,加强筋612也会适当高出护槽架24设置。继而在上模1、下模2锁扣连接时,加强筋612会向上伸入第二阶梯腔112中,此时,成型腔室3对应于减重槽611的部分,即第二阶梯腔112与减重槽611之间还将围合形成有第二成型腔32,且第二成型腔32会与第一成型腔31连通。复合刮板在进行模压成型时,可对第二成型腔32也进行非金属材料的模压成型,以进一步对复合刮板进行减重,且不会影响复合刮板的整体结构强度,同时第二成型腔32的结构设置也将极大方便耐磨树脂等非金属材料的注入,并向第一成型腔31方向流动与压实。
68.优选地,所述模压成型模具还包括若干定位塞4,所述定位塞4上端开设有螺纹孔41,和/或所述主槽21向下贯穿开设有顶塞孔211。
69.具体的,如图1所示,复合刮板在模压成型后,其本体100自上而下需贯穿开设有若干螺栓孔101,以方便复合刮板与链条经压板、螺栓、螺母压紧装配后组装成刮板链。当模压成型模具还包括若干定位塞4时,在对复合刮板进行模压成型时,专用芯部嵌件6本身还会开设有供定位塞4穿过的第一螺栓孔613,利用定位塞4对专用芯部嵌件6进行预埋定位,可大幅提升专用芯部嵌件6与下模2的组装精度与组装效率;同时复合刮板在进行对第二成型腔32的模压时,定位塞4与第一螺栓孔613装配后,会与加强筋612基本成齐平设置,此将极大方便复合刮板在模压后的一次成型,避免了后续再对复合刮板进行钻孔加工。螺纹孔41和/或顶塞孔211的设置,方便在模压后取出定位塞4,在定位塞4取出后,由非金属材料模压成型的包覆层400,在第一螺栓孔613上方将形成第二螺栓孔,第二螺栓孔与第一螺栓孔613将共同构成复合刮板的螺栓孔101。
70.优选地,所述主槽21还向下贯穿开设有顶件孔212。
71.具体的,复合刮板在模压成型后,上模1打开,由非金属复合材料注塑形成的包覆层400会填充满下模2,在将复合刮板取出下模2时,由于复合刮板整体质量仍较重,会存在
脱模困难,此时,顶件孔212的开设将极大方便复合刮板从下模2中顶出。
72.优选地,所述主槽21中开设有呈向上凸起的压板座213、平链座214、第一立链座215,所述压板座213与所述护槽架24之间形成第一避让空间216,所述平链座214与所述第一立链座215之间围合而成有第二避让空间217。
73.具体的,复合刮板在成型后,为了方便与链条经压板、螺栓、螺母压紧装配后组装成刮板链,复合刮板其本体100下部会分别开设有平链槽102、立链槽615、压板槽614,压板座213、平链座214、第一立链座215、第一避让空间216、第二避让空间217的设置,可以使得专用芯部嵌件6被放置于下模2中后,专用芯部嵌件6的主体61完全落入主槽21中,主槽21将对主体61的下部形成包覆,并对主体61提供垂直向上的紧密贴合与支撑,利于专用芯部嵌件6的平稳牢靠放置。
74.优选地,所述主槽21还至少包括如下设置之一:
75.1)所述顶塞孔211与所述顶件孔212均贯穿开设于所述压板座213上;
76.2)所述垂直接合部23紧贴所述压板座213的端面设置且其高度与所述压板座213的高度相等,所述第一避让空间216贯通所述垂直接合部23并与所述端槽22连通;
77.3)所述平链座214、所述第一立链座215均紧贴所述护槽架24的内侧壁设置,所述第一立链座215的高度与所述护槽架24的高度相等并构成所述护槽架24的加强槽架241。
78.具体的,压板座213是与专用芯部嵌件6的压板槽614相适配的,顶塞孔211必然贯穿开设于压板座213上,而顶件孔212也贯穿开设于压板座213上时,向上顶起的力道将位于复合刮板的中央,利于平稳顶起复合刮板。对于垂直接合部23与压板座213、第一避让空间216的进一步设置,复合刮板在成型后,压板槽614会沿其本体100的长度方向呈贯穿设置,利于复合刮板与链条的压紧配合。对于加强槽架241的设置,不仅使得加强槽架241对于专用芯部嵌件6在前后方向上的围合更为紧密,也将极大方便模压成型模具的加工,此时,第二阶梯腔112上还可以开设有第二立链座1121,第二立链座1121与第一立链座215共同配合完成对立链槽615的紧密围合,使得专用芯部嵌件6在前后方向上不会松动,进而避免复合刮板在模压成型后的质量不合格。
79.优选地,所述护槽架24包括位于其长度方向末端的尾槽架242,所述尾槽架242的厚度沿其长度方向末端呈向内递增设置。
80.具体的,复合刮板其本体100沿其长度方向末端,已避开了螺栓孔101的位置,当本体100在此区域处呈向内的适度递缩设置时,有助于适度降低端体200的宽度尺寸,且并不会影响到复合刮板整体的结构强度,有利于复合刮板的进一步减重,尾槽架242的设置有助于这种减重结构的实现。更为具体的,专用芯部嵌件6的主体61沿其长度方向末端也将呈向内递缩设置,进而尾槽架242在前后方向上需同步地对专用芯部嵌件6提供严密围合,以防止第一成型腔31的非必要扩大,或防止位于第一成型腔31中的非金属材料在模压过程中流入其他间隙位置而形成不必要的包覆层。
81.优选地,所述第二阶梯腔112呈向上的敞口设置,所述模压成型模具还包括上模盖5,所述上模盖5用于在扣合所述上模1后对所述第二阶梯腔112形成盖合。
82.具体的,在模压过程中,非金属材料在受热过程中会产生大量的低分子挥发气体,这些气体若不能被及时顺利地排出成型腔室3,则在非金属材料的模压过程中,挥发气体极有可能被压缩而产生高温,进而引起非金属材料局部炭化烧焦,或是产生气泡,或是熔接不
良而引起致密性的降低进而影响包覆层400的结构强度,严重时甚至会阻碍模压过程的正常进行。第二阶梯腔112的敞口设置,可以实现在模压过程中先进行一次敞口排气,进而再利用上模盖5对填充的非金属材料进行压实后,再进行二次合模的保压冷却定型,由此有利于提高复合刮板的成型质量。
83.优选地,所述上模1靠近所述端腔12的外侧开设有排气槽13。
84.具体的,复合刮板在模压成型过程中,第一成型腔31中会产生大量的低分子挥发气体并迫切需要排气,排气槽13的开设将极大方便第一成型腔31中气体的排放,有利于提高复合刮板的成型质量;同时在对上模1进行开模时,排气槽13的开设也将极大方便各种极端开模工况下的开模进程。
85.优选地,所述成型腔室3至少包括分布于所述模压成型模具两端的第一成型腔31,所述第一成型腔31包括首尾依次接合的垂直接合面311、底端面312、第一斜端面313、尾弧面314、第二斜端面315、第三斜端面316,所述垂直接合面311紧贴所述垂直接合部23的外壁面设置,所述垂直接合面311与所述第三斜端面316之间为第一敞口318,所述尾弧面314与所述第一敞口318呈相对侧设置。
86.具体的,在模压成型模具中,当放置有专用芯部嵌件6时,通常代表模压成型模具处于模压工序中,此时,第一敞口318会被专用芯部嵌件6的主体61堵上,且第一成型腔31会被专用芯部嵌件6的翼体62分为上下两部分,且该上下两部分只有在尾端连通并对翼体62形成全包裹,此也即代表第一成型腔31在专用芯部嵌件6的作用下被彻底激活。第一成型腔31的上述多面设计,有利于复合刮板在模压成型后,提高其包覆层400与专用芯部嵌件6之间的粘接包裹面积与粘接包裹强度,进而增强复合刮板整体的结构强度,同时保证复合刮板其端体200处的包覆层400可以具有足够的厚度尺寸与长度尺寸,以在最大程度减重并与中间槽适配时,保证复合刮板具有足够使用服役强度的前提下,提高耐磨树脂层厚度,保证与中间槽接触面的耐磨性能。
87.优选地,所述成型腔室3各接合面之间均采用平滑弧度处理。
88.各接合面之间进一步采用平滑弧度处理时,一方面复合刮板的端体200处在进行模压成型时,可进一步提高包覆层400的界面粘接包裹面积,进而有效保证与耐磨树脂等非金属材料的粘接强度;另一方面复合刮板在模压成型后,可以有效减少专用芯部嵌件6对包覆层400的应力剪切作用,降低或延缓经长时间使用后,界面粘接包裹处脱落的概率或发生时间。
89.优选地,所述成型腔室3还包括位于所述模压成型模具中部并与所述第一成型腔31连通的第二成型腔32,所述第三斜端面316呈水平方向向内延伸并接合形成上端面317,所述第一敞口318开设于所述上端面317与所述垂直接合面311之间。
90.具体的,在模压成型模具中,当放置开设有减重槽611的专用芯部嵌件6时,专用芯部嵌件6的主体61也可以不用将第一敞口318完全封堵住,可以选择在第一敞口318的上部留出少许缺口,此时第二成型腔32在专用芯部嵌件6的作用下也将被彻底激活,并通过该少许缺口与第一成型腔31连通,由此可实现复合刮板的进一步减重,且不会影响复合刮板的整体结构强度,同时也将极大方便耐磨树脂等非金属材料的注入,并向第一成型腔31方向流动与压实。
91.实施例2
92.本发明还提供了一种复合刮板在线模压成型工艺,采用复合刮板在线模压成型模具,其包括如下步骤:
93.s1:启动控温模压成型机,移开上模1,取适量料坯放置端腔12中;
94.s2:将预热的专用芯部嵌件6移入放置于下模2上,定位塞4进行预埋定位;
95.s3:再次取适量料坯放置于专用芯部嵌件6的减重槽611中;
96.s4:将上模1移至下模2正上方,启动控温模压成型机滑块下行快速合模;
97.s5:经一次合模定型后,启动控温模压成型机滑块上行,完成一次敞口排气;
98.s6:将上模1移至下模2正上方,启动控温模压成型机滑块下行完成二次合模;
99.s7:经二次合模的保压冷却定型后,启动控温模压成型机滑块上行,打开上模1,依次顶出定位塞4和成型复合刮板制品;
100.s8:成型复合刮板制品经修边后进行产品质量检测和包装入库;
101.s9:循环执行步骤s1-s8。
102.具体的,复合刮板在线模压成型模具可以包含上模盖5,也可以不包含上模盖5,当不包含上模盖5时,上模1呈封闭设置,即第二阶梯腔112不再呈向上的敞口设置,此时只能通过启动控温模压成型机滑块上行,来完成一次敞口排气。
103.作为本发明的另一种优选实施方式,当复合刮板在线模压成型模具还包含有上模盖5时,上模1中的第二阶梯腔112会呈向上的敞口设置,此时还可以通过上模盖5对于上模1的非扣合状态,来完成敞口排气模式下的一次合模定型,此时,步骤s5-s7可以变型为:
104.s5':控温模压成型机进行敞口排气模式下的一次合模定型;
105.s6':将上模盖5移至上模1正上方进行快速扣合,完成二次合模;
106.s7':经二次合模的保压冷却定型后,启动控温模压成型机滑块上行,打开上模盖5和上模1,依次顶出定位塞4和成型复合刮板制品。
107.由此本发明相当于在上述工艺的基础上,提出了另一种复合刮板在线模压成型工艺,后者相比于前者,可以使得复合刮板的一次合模定型为敞口排气模式,在该模式下,低分子挥发气体的排放更为及时,有利于提高复合刮板的成型质量。
108.优选地,在步骤s1之前,所述工艺还包括如下步骤:
109.st1:将耐磨树脂基复合材料放入70℃~95℃的热风循环系统进行预热干燥处理;
110.st2:用棉纱蘸丙酮清除上模1与下模2的内外表面油污,并均匀涂刷脱模剂;
111.st3:将上模1与下模2合模放入控温模压成型机上下模板之间预热保温至50℃~80℃;
112.st4:对专用芯部嵌件6进行表面除锈、油污清洗、粗糙处理、二次表面清洗、60℃~100℃的一次预热干燥、涂刷界面处理剂、100℃~150℃的二次预热处理;
113.st5:采用真空上料系统将步骤st1中的耐磨树脂基复合材料输送至储料仓,并启动熔融塑化挤出系统制备团状或片状复合材料料坯。
114.在这里需要说明的是,步骤st1中的耐磨树脂基复合材料可以包括功能改性树脂基复合材料和/或纤维增强树脂基复合材料,由此制备形成步骤s1与s3中的料坯。其中,树脂既可以由聚酰胺、超高分子量聚乙烯、聚四氟乙烯、高密度聚乙烯、聚氨酯、聚甲醛、聚酰亚胺中的任意一种或多种混配组成,也可以由天然橡胶、丁苯橡胶、丁腈橡胶、顺丁橡胶、氯丁橡胶中的任意一种或多种混配组成;而纤维种类可以由玻璃纤维、碳纤维、石英纤维、玄
武岩纤维、超高分子量聚乙烯纤维、芳纶纤维、聚酯纤维中的任意一种或多种混配组合;纤维类型可以由短切纤维、长纤维及连续纤维、纤维毡、纤维织物中的任意一种或多种混配组合。
115.虽然本发明披露如上,但本发明并非限定于此。任何本领域技术人员,在不脱离本发明的精神和范围内,均可作各种更动与修改,因此本发明的保护范围应当以权利要求所限定的范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。