1.本发明涉及一种热熔融式三维打印机用粒状体、造形物的制造方法以及丝状体。
背景技术:
2.(第1观点)在专利文件1中公开了一种形成造形物的方法,其是将作为造形材料的丝状体供给到挤出头,然后用搭载在挤出头上的液化机熔融丝状体,使熔融的丝状体通过喷嘴后被挤出在基座上。
3.在该方式的制造方法中,一般较多采用利用齿轮咬合等将丝状体直接输送到喷嘴前端的方式,但当丝状体是由柔软性高的热塑性弹性体构成时,齿轮会咬住丝状体,从而造成丝状体无法被供给到喷嘴前端的情况。
4.在专利文件2中,通过使用一种在含有热塑性弹性体的芯材外周面的一部分上设置线状增强部的丝状体来解决上述问题。
5.(第2观点)在专利文件3中公开有一种含有形状记忆聚合物和无机充填剂的丝状体。现有技术文件专利文件
6.专利文件1:日本特表2009-500194号公报专利文件2:日本特开2017-177497号公报专利文件3:日本特开2018-122466号公报
技术实现要素:
(发明所要解决的课题)
7.(第1观点)由于在专利文件2的方法中,线状增强部是一起造形而成的,而为了得到仅由弹性体构成的造形物时,不得不在三维打印机进行造形后使用水或有机溶剂等对线状增强部进行溶解处理。这种处理过程不但麻烦,而且会造成造形物品质降低的问题。
8.特别是在热塑性弹性体中需要提高造形物的柔软性时,需要扩宽构成造形物的线部与线部之间的间隔,而根据其使用的材料,有时造形物的形状容易崩塌,难以高精度造形。
9.本发明是鉴于上述情况而开发完成的,其提供一种可高精度地制造柔软的造形物的热熔融式三维打印机用粒状体。
10.(第2观点)在专利文件1中,虽然已经通过向形状记忆聚合物中添加无机填料来提高造形物的复原力,但希望能够进一步提高复原力。
11.本发明是鉴于上述情况而开发完成的,其提供一种可形成高复原力的造形物的丝状体。(用于解决课题的技术方案)
12.(第1观点)根据本发明提供一种粒状体,其是由热塑性弹性体构成的热熔融式三维打印机用粒状体,所述热塑性弹性体在使用旋转式流变仪且条件为平行板20mmφ、测定间隙1.3mm、频率0.1hz的测定情况下,在测定温度120~270℃中的至少1点处的损耗角正切tanδ为0.40以上,且损耗弹性率g”为11000pa以下。
13.第1观点的第1特征在于:其不是丝状体而是粒状体。本发明的粒状体可以通过使用螺杆式挤出机进行熔融并可以从喷嘴押出,因此不需要使用专利文件2中的线状增强部,并且也不需要具备从造形物溶出线状增强部的工序。
14.第1观点的第2特征在于:热塑性弹性体具有特定的粘弹性。通过使用具备本发明所规定范围的粘弹性的热塑性弹性体,可以通过调整造形温度来高精度地制造柔软的造形物。
15.以下例示本发明的各种实施方式。以下所示实施方式可以彼此组合。
16.一种粒状体,优选所述热塑性弹性体在测定温度120~230℃中的至少1点处的所述损耗角正切tanδ为0.40以上,且所述损耗弹性率g”为8000pa以下。一种粒状体,优选所述损耗弹性率g”为600~4500pa。一种粒状体,优选所述热塑性弹性体的肖氏a级硬度为0~10。一种造形物的制造方法,优选具备扫描通过在螺杆式挤出机内熔融所述粒状体并从喷嘴押出而成的线料的扫描工序。一种造形物的制造方法,优选所述线料在使用旋转式流变仪且条件为平行板20mmφ、测定间隙1.3mm、频率0.1hz以及造形温度下测定时,损耗角正切tanδ为0.40以上,且损耗弹性率g”为11000pa以下,其中所述造形温度是刚从所述喷嘴挤出的所述线料的温度。一种造形物的制造方法,优选在所述造形温度下的所述线料的所述损耗弹性率g”为600~4500pa。一种造形物的制造方法,优选通过积层由所述扫描工序形成的单层结构体而形成积层结构体,所述单层结构体分别具备彼此间隔设置的多个平行线部,在所述积层结构体中的上下方向上邻接的2个所述单层结构体设置成所述多个平行线部彼此交叉。一种造形物的制造方法,优选由所述平行线部的间距与所述平行线部的线宽之比所定义的间距比为1.5~6。
17.(第2观点)根据本发明提供一种含有连续强化纤维和形状记忆聚合物的丝状体。
18.本发明者经过仔细研究发现通过使用含有连续强化纤维和形状记忆聚合物的丝状体所做成的造形物具有高复原力,从而获得了本发明。
19.以下例示本发明的各种实施方式。以下所示实施方式可彼此组合。
20.一种丝状体,优选具备作为连续纤维的束的连续纤维束,所述连续纤维束含有所述连续强化纤维作为所述连续纤维。优选所述丝状体具备覆盖所述连续纤维束的覆盖层,所述覆盖层含有所述形状记
忆聚合物。优选所述丝状体的所述连续纤维束含有连续树脂纤维作为所述连续纤维。优选所述丝状体的所述连续树脂纤维含有所述形状记忆聚合物。优选所述丝状体的所述连续强化纤维是碳纤维且是丝状体。
附图说明
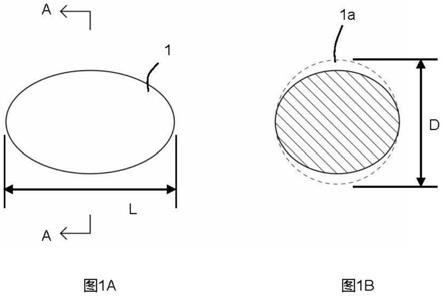
21.在图1中,图1a表示的是第1观点的一实施方式所涉及的粒状体的形状,图1b是图1a中沿a-a线的截面图。图2是表示在第1观点中的可利用的热熔融式三维打印机的挤出机2中投入粒状体1以形成线料4的状态的示意图。图3表示网状的积层结构体5,其中,图3a是立体图,图3b是俯视图。图4表示单层结构体6,其中,图4a是立体图,图4b是俯视图。图5表示单层结构体7,其中,图5a是立体图,图5b是俯视图。图6表示单层结构体8,其中,图6a是立体图,图6b是俯视图。在图7中,图7a是第2观点中的第1实施方式所涉及的丝状体11的立体图,图7b是从图7a中切除一部分覆盖层13后的立体截面图。图8是造形物17的立体图。图9是对丝状体11进行加热使其形成为熔融丝状体11a的头部14、以及用来切断熔融丝状体11a的刀具15的立体图。图10是第2观点中第2实施方式所涉及的丝状体11的端面图。在图11中,图11a是用于测定复原力的样品17a的原有形状的立体图,图11b是表示在测定复原力时,在变形为平坦形状的样品17a的上表面抵接测力计16来测定复原力的状态的立体图。
具体实施方式
22.接下来,对本发明的实施方式进行说明。在以下所示实施方式中所示出的各种特征可以彼此组合,且各特征可独立构成本发明。
23.(第1观点的实施方式)1.热熔融式三维打印机用粒状体在图1中所示的本发明一实施方式所涉及的热熔融式三维打印机用粒状体1由热塑性弹性体构成。当使用旋转式流变仪并在平行板20mmφ、测定间隙1.3mm、频率0.1hz的条件下进行测定时,该热塑性弹性体在测定温度120~270℃中的至少1点处的损耗角正切tanδ为0.40以上,且损耗弹性率g”为11000pa以下。接下来,对其进行详细说明。
24.本实施方式的粒状体1不是如丝状体的丝状,而是可容易投入到螺杆式挤出机中的颗粒状。如图1所示,当以构成粒状体的颗粒的最长部的长度为l,相对于最长部呈垂直的面上的最大的外接圆1a的直径为d时,l/d例如是1~10,优选为1~5。其中,l例如是0.5~10mm,优选为1~6mm,更优选为2~4mm。l/d具体例如是1、2、3、4、5、6、7、8、9、10,也可以是此处所例示的数值中的任意2个数值之间的范围。l具体例如是0.5、1、2、3、4、5、6、7、8、9、10mm,也可以是此处所例示的数值中的任意2个数值之间的范围。
25.构成粒状体1的热塑性弹性体可以列举如苯乙烯类弹性体、烯烃类弹性体或丙烯酸类弹性体等。该热塑性弹性体优选含有苯乙烯类弹性体。这是因为苯乙烯类弹性体的柔软性高,通过在热塑性弹性体中含有苯乙烯类弹性体,可以提高热塑性弹性体的柔软性。热塑性弹性体中苯乙烯类弹性体的比例优选为50~100质量%,更优选为80~100质量%,其具体例如是50、60、70、80、90、100质量%,也可以是此处所例示的数值中的任意2个数值之间的范围。
26.苯乙烯类弹性体是具有苯乙烯单元的热塑性弹性体,其具体可以列举是选自苯乙烯类共聚物(例如苯乙烯-乙烯-苯乙烯嵌段共聚物(ses)、苯乙烯-丁二烯-苯乙烯嵌段共聚物(sbs)、苯乙烯-异戊二烯-苯乙烯嵌段共聚物(sis)、苯乙烯-丁二烯橡胶(sbr)等)、氢化苯乙烯类共聚物(例如苯乙烯-乙烯
·
丙烯-苯乙烯嵌段共聚物(seps)、苯乙烯-乙烯
·
丁烯-苯乙烯嵌段共聚物(sebs)、苯乙烯-丁烯
·
丁二烯-苯乙烯嵌段共聚物(sbbs)、氢化苯乙烯-丁二烯橡胶(hsbr)等)中的一种或由它们中的两种以上混合而成的。
27.热塑性弹性体的肖氏a级硬度优选为0~10,其具体例如可以是0、1、2、3、4、5、6、7、8、9、10,也可以是此处所例示的数值中的任意2个数值之间的范围。只要肖氏a级硬度在该范围内,即可以得到柔软性更优异的造形物。肖氏a级硬度是基于jis k6253测量。
28.热塑性弹性体的粘弹性根据jis k 7244-10测量。有关于粘弹性特性,其具体是使用旋转式流变仪并在平行板20mmφ、测定间隙1.3mm、频率0.1hz的条件下以升温速度为2℃/min一边加热升温至40~280℃一边进行测定而得到的在测定温度120~230℃下的损耗弹性率g”(pa),并由该损耗弹性率g”(pa)和储能弹性率g'(pa)计算得出的损耗角正切tanδ(=g”/g')。
29.如稍后将要叙述的,当在造形温度下的损耗角正切tanδ为0.40以上且损耗弹性率g”为11000pa以下时,即使构成造形物的线部与线部之间的间隔较宽,热熔融式三维打印机依旧能够高精度地制造造形物。此外,热熔融式三维打印机的造形温度通常为120~270℃。因此,在热塑性弹性体的损耗角正切tanδ和损耗弹性率g”满足上述条件的情况下,通过适宜调整造形温度来可以制造高精度造形物。在一实施方式中,也可以考虑储能弹性率g'。
30.此外,由于在造形温度为较低温度时造形容易,因此优选在120~230℃下进行造形。因此,在造形温度120~230℃下的损耗弹性率g”为8000pa以下,如600~4500pa,特别是在700~2000pa的情况下,可以在较低的低温下以特别高的精度制造造形物,所以热塑性弹性体的损耗弹性率g”在测定温度120~230℃中的至少1点优选为8000pa以下,更优选为600~4500pa,特别优选为700~2000pa。
31.上述测定温度具体例如是120、125、130、135、140、145、150、155、158、160、165、170、175、180、185、190、195、200、205、210、215、220、225、230、235、240、245、250、255、260、265、270℃,也可以是此处所例示的数值中的任意2个数值之间的范围。在一实施方式中,上述损耗角正切tanδ例如是0.45、0.50、0.55、0.60、0.65、0.70、0.75、0.80、0.85、0.90、0.95、1.00、1.5、2.0、2.5、3.0、3.5、4.0、4.5、5.0、5.5、6.0、6.5、7.0,也可以是此处所例示的数值中的任意2个数值之间的范围。上述损耗弹性率g”具体例如是500、600、700、800、900、1000、1500、2000、2500、3000、3500、4000、4500、5000、5500、6000、6500、7000、7500、8000、8500、9000、9500、10000、10500、11000pa,也可以是此处所例示的数值中的任意2个数值之间的范围。
32.损耗角正切tanδ和损耗弹性率g”在上述范围内的温度范围优选为10℃以上,更优选为20℃以上。在这种情况下,造形温度的设定变得容易。该温度范围例如是10~50℃,具体可以例如是10、15、20、25、30、35、40、45、50℃,也可以是此处所例示的数值中的任意2个数值之间的范围。
33.2.造形物的制造方法如图2所示,本发明一实施方式所涉及的造形物的制造方法具备在螺杆式挤出机2内熔融上述粒状体1并扫描由喷嘴2c挤出而成的线料4的扫描工序。线料4以熔融状态被挤出并直接进行扫描。
34.挤出机2具备料斗2a、缸部2b和喷嘴2c。粒状体1从料斗2a投入到缸部2b内,并在缸部2b内被加热熔融变成熔融材料。该熔融材料通过配置在缸部2b内的螺杆旋转而被推送向缸部2b的前端,并从设置在缸部2b前端的喷嘴2c挤出而形成为线料4。通过种种方式,即使是如热塑性弹性体的高柔软性的材料,也容易形成线料4。
35.线料4为线状,其直径例如为0.5~6.0mm,优选为1.0~4.0mm。该直径具体例如是0.5、1.0、1.5、2.0、2.5、3.0、3.5、4.0、4.5、5.0、5.5、6.0mm,也可以是此处所例示的数值中的任意2个数值之间的范围。
36.可以以形成所需造形物的方式扫描线料4,并通过使已完成扫描的线料4冷却固化的方式来制造造形物。冷却可以是自然冷却,也可以是强制冷却。
37.将刚从喷嘴2c挤出的线料4的温度定义为造形温度。造形温度优选为120~270℃。在这种情况下,冷却时线料4容易充分硬化且不容易发生因造形材料的加热而引起的劣化。在造形温度下的线料4的损耗角正切tanδ优选为0.40以上、且损耗弹性率g”为11000pa以下。在造形温度为较低温度如120~230℃的情况下,线料4的损耗弹性率g”更优选为8000以下,进一步优选为600~4500pa,特别优选为700~2000pa。如稍后将要叙述的实施例所示,当在造形温度下的损耗角正切tanδ和损耗弹性率g”在该范围内时,造形精度特别高。
38.上述造形温度具体例如是120、125、130、135、140、145、150、155、158、160、165、170、175、180、185、190、195、200、205、210、215、220、225、230、235、240、245、250、255、260、265、270℃,也可以是此处所例示的数值中的任意2个数值之间的范围。上述损耗角正切tanδ在一实施方式中例如是0.45、0.50、0.55、0.60、0.65、0.70、0.75、0.80、0.85、0.90、0.95、1.00、1.5、2.0、2.5、3.0、3.5、4.0、4.5、5.0、5.5、6.0、6.5、7.0,也可以是此处所例示的数值中的任意2个数值之间的范围。上述损耗弹性率g”具体例如是500、600、700、800、900、1000、1500、2000、2500、3000、3500、4000、4500、5000、5500、6000、6500、7000、7500、8000、8500、9000、9500、10000、10500、11000pa,也可以是此处所例示的数值中的任意2个数值之间的范围。
39.图3表示了由网状的积层结构体5构成的造形物。积层结构体5是通过积层由上述扫描工序形成的单层结构体6、7、8而形成的。
40.图4所示的单层结构体6具备外周线部6a和内侧线部6b。外周线部6a和内侧线部6b分别由线料4冷却而形成,其线宽与线料4的直径大致相等。内侧线部6b设置在由外周线部6a包围的区域内。外周线部6a和内侧线部6b彼此熔接。外周线部6a和内侧线部6b各自优选为通过不停止线料4的挤出动作一笔而成的方式形成,更优选以一笔而成方式形成单层结构体6整体。这样可以减少在扫描工序中的挤出线料4的停止次数从而提高造形精度以及生
产率。
41.内侧线部6b具备彼此间隔设置的多个平行线部6b1和连结相邻平行线部6b1的连结线部6b2。如图4b所示,平行线部6b1的间距p与平行线部6b1的线宽w的比值,即间距比p/w优选为1.5~6,更优选为2.0~5.0。若间距比过小,则造形物的柔软性不充分,若间距比过大,则造形困难。间距比具体例如是1.5、2.0、2.5、3.0、3.5、4.0、4.5、5.0、5.5、6.0,也可以是此处所例示的数值中的任意2个数值之间的范围。
42.如图5所示的单层结构体7具有外周线部7a和内侧线部7b。内侧线部7b具备多个平行线部7b1和连结线部7b2。单层结构体7除平行线部7b1的延伸方向与平行线部6b1不同以外,具有与单层结构体6相同的结构。平行线部7b1形成为与多个平行线部6b1交叉,上述间距比越大,平行线部7b1跨越2个平行线部6b1的距离(桥接距离)变大,容易出现平行线部7b1弯曲造形精度降低的情况。在本实施方式中,若将造形温度下的损耗角正切tanδ和损耗弹性率g”设置在上述范围内,则可以抑制平行线部弯曲所造成的造形精度降低的问题。
43.图6中所示的单层结构体8具有外周线部8a和内侧线部8b。内侧线部8b具备多个平行线部8b1和连结线部8b2。单层结构体8除平行线部8b1延伸的方向与平行线部6b1不同以外,具有与单层结构体6相同的结构。
44.积层结构体5由单层结构体6、7、8依次反复积层而成。平行线部6b1、7b1、8b1彼此不平行,在上下方向上邻接的2个单层结构体的平行线部彼此交叉。在本实施方式中,由于平行线部6b1、7b1、8b1彼此错开60度且其间距相同,所以在积层结构体5中,如图3b俯视图所示,平行线部6b1、7b1、8b1可形成正三角形的空隙s。上述间距比越大则空隙s越大,从而能够提高造形物的柔软性。
45.(第2观点的实施方式)1.第1实施方式1-1.丝状体11的结构及其制造方法如图7所示,本发明第1实施方式所涉及的丝状体11具备连续纤维束12和覆盖纤维束12的覆盖层13。
46.连续纤维束12是连续纤维12a的束。所谓连续纤维12a是指沿丝状体11的长边方向连续延伸的纤维。连续纤维12a的纤维长度优选为3cm以上,更优选为10cm以上,进一步优选为1m以上。除另行说明以外,本发明中的纤维长度指的是算数平均纤维长度。连续纤维12a优选设置在丝状体11的整个长度上。连续纤维束12中所包含的连续纤维12a的数量优选为10以上,更优选为100以上,进一步优选为1000以上,最优选为1万以上。连续纤维12a的数量例如是100万以下。各连续纤维12a可以由1根连续纤维构成,也可以是由多根细的连续纤维捆扎而成的束。
47.连续纤维束12包含可作为连续纤维12a的连续强化纤维12a1。连续强化纤维12a1在造形时不熔融,是增强丝状体11刚性的连续纤维。
48.连续强化纤维12a1可以列举如玻璃纤维、碳纤维、植物纤维(包括红麻(kenaf)、竹纤维等)、氧化铝纤维、硼纤维、陶瓷纤维、金属纤维(钢纤维等)等无机纤维、以及芳纶纤维、聚甲醛纤维、芳香族聚酰胺纤维、聚对苯并双恶唑纤维、超高分子量聚乙烯纤维等有机纤维等。连续强化纤维12a1可以仅由无机纤维或仅由有机纤维构成,也可以含有无机纤维和有机纤维两者。连续强化纤维12a1优选含有碳纤维和玻璃纤维中的至少一者,更优选含有碳
纤维。
49.覆盖层13由包含形状记忆聚合物的形状记忆材料形成。形状记忆材料是具有形状记忆特性的材料,其具有当其被加热至规定的回复温度以上时能够通过弹性而恢复成原有形状的特性。形状记忆材料虽优选为仅包含形状记忆聚合物,但也可以在不影响其形状记忆特定的情况下含有其他成分。形状记忆聚合物以外的成分可以列举如聚乙烯、聚丙烯等聚烯烃类的树脂、以及填充剂等。形状记忆材料中的形状记忆聚合物的比例例如是50~100质量%,其具体例如是50、55、60、65、70、75、80、85、90、95、100质量%,也可以是此处所例示的数值中的任意2个数值之间的范围。形状记忆材料的回复温度通常与形状记忆聚合物的玻璃化转变温度相同。
50.形状记忆聚合物具有当加热到超过tg温度后通过弹性可恢复其原有形状的特性。tg例如是35~100℃,优选为40~75℃,其具体例如是35、40、45、50、55、60、65、70、75、80、85、90、95、100℃,也可以是此处所例示的数值中的任意2个数值之间的范围。
51.当在超过tg的温度下通过施加外力形成二次形状,并在保持外力的情况下使其冷却至低于tg的温度后,二次形状被固定。在低于tg的温度情况下,即使去除外力,其也不会恢复成原有形状。与此相比,当对已形成为二次形状的形状记忆聚合物进行加热并使其超过tg的温度时且使其处在不被施加外力的状态下,会因弹性而恢复成原有形状。原有形状可以通过使形状记忆聚合物熔融并形成为所需形状的方式来进行设定。形状记忆聚合物可以列举具有橡胶弹性的聚合物,具体可以列举如聚降冰片烯、反式聚异戊二烯、苯乙烯-丁二烯共聚物、以及聚氨酯等。
52.丝状体11的直径例如是0.5~3mm,优选为1~2.5mm,其具体例如是0.5、1、1.5、1.75、2、2.5、3mm,也可以是此处所例示的数值中的任意2个数值之间的范围。设丝状体11的直径为d1,连续纤维束12的直径为d2,d2/d1优选为0.1~0.9,更优选为0.2~0.5。d2/d1具体例如是0、0.1、0.2、0.3、0.4、0.5、0.6、0.7、0.8、0.9,也可以是此处所例示的数值中的任意2个数值之间的范围。
53.丝状体11中的连续纤维束12的比例例如为1~90质量%,优选为5~30质量%。该比例具体例如是1、2、5、10、15、20、25、30、35、40、45、50、55、60、65、70、75、80、85、90质量%,也可以是此处所例示的数值中的任意2个数值之间的范围。
54.丝状体11可以通过在挤出形状记忆材料的挤出机的出口处用形状记忆材料涂覆在连续纤维束12周围以形成覆盖层13的方式制造。
55.1-2.丝状体11的使用方法丝状体11可以用于使用热熔融式三维打印机并按照如图8所示的制造所需形状的造形物17。
56.在一个示例中,如图9所示,从设置在头部14上侧的开口部14a,将丝状体11插入到头部14内,并在头部14内对丝状体11进行加热,这样就可以使丝状体11中所含有的树脂成分熔融,从而形成熔融状态的熔融丝状体11a,最终使其从头部14的下侧被挤出。通过使头部14相对于形成造形物的造形面(未图示)移动,可以形成造形物17。图8中的造形物17是通过将头部14以多次重复画圆的方式进行移动而将熔融丝状体11a形成为螺旋形状,并使熔融丝状体11a中所烟油的熔融树脂彼此之间熔接而得到的。造形温度例如是130~270℃,具体例如是130、140、150、160、170、180、190、200、210、220、230、240、250、260、270℃,也可以
是此处所例示的数值中的任意2个数值之间的范围。
57.在头部14的正下方设置有刀具15,使用刀具15可以切断熔融丝状体11a(特别是熔融丝状体11a中所含有的连续强化纤维12a1)。在一个例子中,刀具15构成为用一对刃部15a去夹熔融丝状体11a的方式来切断熔融丝状体11a。
58.当造形物17的温度为tg以上时,形状记忆聚合物的弹性率会显著降低,从而可以自由变形形成二次形状。当在维持其形状的情况下将造形物17冷却至低于tg温度后,其形状得以维持。
59.然后,将形成为二次形状的造形物17加热至tg以上后,造形物17会因形状记忆聚合物的弹性而恢复成原有形状。此时复原力越大,则造形物17的复原性越高,因此优选。此外,由于复原力越大,复原所需形状记忆聚合物的量则越少,从而可以使造形物17薄化。本实施方式所涉及的造形物17是通过使用含有连续强化纤维12a1的丝状体11而形成的,因此复原力高(参考稍后将要描述的实施例和比较例)。
60.2.第2实施方式使用图10对本发明第2实施方式所涉及的丝状体11进行说明。本实施方式与第1实施方式类似,其主要不同点在于连续纤维束12的结构。以下围绕该不同点进行说明。
61.在本实施方式中,连续纤维束12除作为连续纤维12a的连续强化纤维12a1以外,还含有连续树脂纤维12a2。连续树脂纤维12a2由造形时熔融的树脂构成。当连续纤维束12含有连续树脂纤维12a2时,在造型中因连续树脂纤维12a2熔融而得的熔融树脂会使连续强化纤维12a1彼此连结从而提高造形物17的强度。
62.构成连续树脂纤维12a2的树脂可以列举如聚乙烯和聚丙烯等聚烯烃、尼龙6和尼龙66等脂肪族聚酰胺、如尼龙6t/66的半芳香族聚酰胺、以及上述形状记忆聚合物。连续树脂纤维12a2含有形状记忆聚合物时,复原力增强。
63.应予说明,连续树脂纤维12a2含有形状记忆聚合物时,覆盖层13也可以由不含有形状记忆聚合物的树脂构成。在这种情况下,覆盖层13可以有上述聚烯烃、脂肪族或半芳香族聚酰胺等构成。此外,若可以在造形物17上不具有覆盖层13时,可以省略覆盖层13。【实施例】
64.(第1观点的实施例)表1示出由热塑性弹性体构成的粒状体的肖氏a级硬度、以及在120~270℃下测得的与粘弹性有关的各测定值的最大值和最小值。表2示出由热塑性弹性体构成的粒状体的肖氏a级硬度(与表1相同)、以及在120~230℃下测得的与粘弹性有关的各测定值的最大值和最小值。
65.粘弹性根据jis k 7244-10测得。首先,用压缩成形(装置:液压成形机26吨、有限公司东邦press制作所制造)制作约100mm
×
100mm
×
1mm(纵
×
横
×
厚)的片材,然后切出20mm
×
20mm(纵
×
横)得到试验片。压缩成形中的表压为5mpa,ar-sc-0、ar-815c、g1645mo、ar-sc-5、js20n、cj103的压机温度分别为130℃、230℃、230℃、150℃、170℃、230℃。
66.测定条件如下:几何形状:平行板20mmφ温度:40~280℃升温速度:2℃/min
频率:1hz(6.28rad/s)间隙:1.3~1.4mm设定应变:0.01测定次数:n=1测定装置:marsiii
67.【表1】表4
68.【表2】表2
69.表3示出在各温度下的粘弹性和造形性的评价。造形性的评价是通过以这些粒状体作为材料,用具有螺杆式挤出机的三维打印机,并在表3所示温度下制作由图3所示积层结构体5构成的造形物的方式来进行评价的。表3中的温度是从刚喷嘴2c挤出后的线料4的温度,其是用热像仪(nippon avionics co.,ltd.制造,红外线热像仪照相机thermo gear、型号:g120ex)测得。线料4的直径为2mm、喷嘴2c的移动速度为50mm/s、平行线部的间距为6.5mm。平行线部的线宽为2.0mm。因此,间距比为3.25。
70.目视观察得到的造形物,按照以下基准评价造形性。
◎
:没有观察到造形崩塌。
○
:观察到造形略有崩塌(例如造形物的角部翘起)。
△
:虽观察到造形崩塌,但没有观察到显著崩塌。
×
:发生线料撕裂或线料未能固定在造形台上的情况、或造形明显崩塌。
71.如表3所示,当在造形温度下的损耗角正切tanδ为0.40以上且损耗弹性率g”为11000pa以下时,造形性良好。其中,在较低温的造形温度120~230℃下且损耗弹性率g”为
8000pa以下时造形性良好。600~4500pa时造形性更好,损耗弹性率g”为700~2000pa时造形性特别好。
72.【表3】表3
73.表中热塑性弹性体的详细情况如下:cj103:株式会社kuraray制造、earnestonjs20n:株式会社kuraray制造、earnestonar-sc-0:aronkasei株式会社制造ar-sc-5:aronkasei株式会社制造ar-815c:aronkasei株式会社制造g1645mo:kraton polymer japan株式会社制造
74.(第2观点的实施例)1.丝状体11的制造
·
实施例1在挤出形状记忆聚合物(株式会社smp technologies制造、型号:mm5520)的挤出机的出口处,用形状记忆聚合物涂层在由作为连续强化纤维的碳纤维(密度1.79g/cm3、拉伸强度4.12gpa、拉伸弹性率235gpa)的连续纤维束12的周围形成覆盖层13,来形成直径为1.75mm的丝状体11。丝状体11中的连续纤维束12的比例设定为9.5质量%。
75.·
比较例1从挤出机挤出形状记忆聚合物(株式会社smp technologies制造、型号:mm5520),制造直径为1.75mm的丝状体11。
76.·
比较例2从挤出机挤出在形状记忆聚合物(株式会社smp technologies制造、型号:mm5520)中加入9.5质量%的纤维长度为6mm的碳纤维(密度1.79g/cm3、拉伸强度4.12gpa、拉伸弹性率235gpa)配制而成的材料,形成直径为1.75mm的丝状体11。
77.2.用于测定复原力的样品的制作使用实施例和比较例的丝状体11,在造形温度210℃下,制作如图8所示形状的造形物17(直径50mm、高20mm、螺旋间距1.5mm)。并将其切成两半做成具有如图11a所示形状的用来测定复原力的样品17a。
78.3.复原力的测定在将样品17a浸入到67℃的热水中使其软化的状态下,将样品17a变形成如图11b所示的平添的形状。然后,如图11b所示,在将样品17a浸入67℃的热水中的状态下,使测力计16(株式会社imada co.,ltd.制造、型号:ds2-50n)抵接在样品17a的上表面,测定样品17a的复原力。其结果如下所示。
79.实施例1:1.0n比较例1:0.3n比较例2:0.8n
80.结果显示,通过使用含有连续强化纤维和形状记忆聚合物的丝状体11制作而成的造形物17具有高复原力。符号说明
81.1:热熔融式三维打印机用粒状体、1a:外接圆、2:螺杆式挤出机、2a:料斗、2b:缸部、2c:喷嘴、4:线料、5:积层结构体、6:单层结构体、6a:外周线部、6b:内侧线部、6b1:平行线部、6b2:连结线部、7:单层结构体、7a:外周线部、7b:内侧线部、7b1:平行线部、7b2:连结线部、8:单层结构体、8a:外周线部、8b:内侧线部、8b1:平行线部、8b2:连结线部、p:间距、s:空隙、w:线宽、11:丝状体、11a:熔融丝状体、12:连续纤维束、12a:连续纤维、12a1:连续强化纤维、12a2:连续树脂纤维、13:覆盖层、14:头部、14a:开口部、15:刀具、15a:刃部、16:测力计、17:造形物、17a:样品。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
