1.本发明涉及一种用于成型大型产品的成型模具技术领域,尤其是一种便于倒扣成型并脱模的成型模具。
背景技术:
2.目前,在产品的内壁成型凹陷(倒扣),采用抽芯成型的方式,但是现有的抽芯方式一般采用斜顶抽芯方式实现抽芯,由于在体积较大的产品成型过程中,基于倒扣结构的体积也相对较大,并且斜顶受力有限,很难在内壁凹陷形成后达到可靠脱模,也无法达到产品成型后的倒扣高精度要求,甚至产品在脱模过程中容易发生损坏,使得产品成型率低下。
技术实现要素:
3.本发明的目的是为了解决上述技术的不足而设计的一种便于倒扣成型并脱模的成型模具,其具体方式如下。
4.本发明所设计的一种便于倒扣成型并脱模的成型模具,包括第一成型模和第二成型模,第一成型模由上至下依次包括第一固定板和第一模块,第一模块固定于第一固定板上,第一模块包括成型腔和至少一个驱动部;
5.第二成型模由上至下依次包括第二模块、脚块和第二固定板,脚块分别与第二模块和第二固定板固定相连,第二模块上设置有滑动通道和与成型腔位置对应的模芯,模芯置于成型腔内,模芯的旁侧设置有倒扣成型抽芯机构、侧孔成型抽芯机构,侧孔成型抽芯机构包括至少一个滑动设置于第二模块上的侧孔成型块,驱动部与侧孔成型块配合而驱动侧孔成型块向模芯方向平移或后退平移;
6.倒扣成型抽芯机构包括第一平移驱动装置和抽芯滑块,抽芯滑块滑动设置于滑动通道内,第一平移驱动装置与抽芯滑块连接;抽芯滑块包括滑移通道,滑移通道内滑移设置有滑移块,滑移块包括第一导向斜面,第一导向斜面上滑移设置有抽芯成型块,抽芯成型块的下侧面设置有第二导向斜面,第一导向斜面与第二导向斜面贴合匹配,第一导向斜面包括第一导向部,第二导向斜面包括第二导向部,第一导向部与第二导向部配合;滑移块在水平滑移过程中,抽芯成型块沿第一导向斜面上滑动,使其作升降动作;抽芯成型块的顶面设置有用于成型内壁凹陷的成型部,抽芯成型块前侧面抵靠模芯;
7.抽芯滑块上安装有驱动滑移块平移的第二平移驱动装置,第一平移驱动装置与滑移块连接。
8.作为优选,抽芯成型块包括定位部,定位部位于第一导向斜面与滑移通道的上内壁之间,第二导向斜面位于定位部的底面;
9.成型部包括凹陷和两个凸起,两个凸起分别位于凹陷的水平内壁两端。
10.作为优选,第一导向斜面还包括第三导向部,第二导向斜面还包括第四导向部,第三导向部与第四导向部滑动配合;第三导向部包括第二导向通道,第四导向部包括第二导向块;第二导向块对应嵌入第二导向通道内。
11.作为优选,第一导向部包括截面呈燕尾状的第一导向通道,第二导向部包括截面呈燕尾状的第一导向块,或者第一导向部包括截面呈燕尾状的第一导向块,第二导向部包括截面呈燕尾状的第一导向通道;
12.第一导向块对应嵌入第一导向通道内。
13.作为优选,第一抽芯架体的内壁上设置有滑移导槽,抽芯滑块的外壁上设置有滑移导块,滑移导块对应嵌入到滑移导槽内。
14.作为优选,滑移通道的内壁设置有第五导向部,滑移块上设置有与第五导向部配合的第六导向部;第五导向部包括截面呈燕尾状的第三导向通道,第六导向部包括截面呈燕尾状的第三导向块,或者第五导向部包括截面呈燕尾状的第三导向块,第六导向部包括截面呈燕尾状的第三导向通道;
15.第三导向块对应嵌入第三导向通道内。
16.作为优选,第一模块上设置有与成型腔连通的第一压紧腔,抽芯滑块包括压紧部,压紧部上设置有倾斜楔紧面,倾斜楔紧面上固定有楔紧块,第一压紧腔包括第一压紧斜面,抽芯成型块位于第一压紧部和模芯之间,压紧部置于第一压紧腔内,且楔紧块与第一压紧斜面贴合。
17.作为优选,将至少一个驱动部替换设置为三个驱动部,将至少一个侧孔成型块替换设置为三个侧孔成型块;
18.三个驱动部均包括斜导柱,三个侧孔成型块均包括侧孔成型部和斜向引导孔,三根斜导柱分别与三个斜向引导孔匹配。
19.作为优选,三个驱动部均还包括与成型腔连通的第二压紧腔,三根斜导柱分别位于各第二压紧腔旁侧,三个第二压紧腔均包括三个第二压紧斜面,三个侧孔成型块均还包括位于侧孔成型部上的第三压紧斜面,三个侧孔成型部分别置物各第二压紧腔内,第二压紧斜面与第三压紧斜面贴合。
20.作为优选,第二模块上设置有凹槽和通槽,凹槽内固定有模芯块,模芯设置于模芯块上,模芯块上设置有内凹,内凹与通槽拼合形成滑动通道,滑动通道的端口处固定有第一抽芯架体,第一平移驱动装置安装于第一抽芯架体上;抽芯滑块上固定有第二抽芯架体,第二平移驱动装置安装于第二抽芯架体上。
21.作为优选,第一平移驱动装置和第二平移驱动装置均包括油缸。
22.本发明所设计的一种便于倒扣成型并脱模的成型模具,其在脱模时,可先驱动抽芯成型块下降,使得抽芯成型块的成型部脱离产品的内壁凹陷,然后在驱动抽芯成型块脱离产品内腔,其使得产品上的内壁倒扣形成可靠,避免成型过程中产品被拉坏,并且适用在产品高、扣位大情况下生产。
附图说明
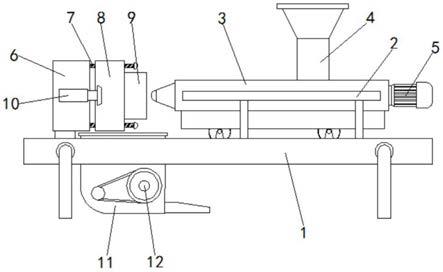
23.图1是整体结构示意图(一);
24.图2是整体结构示意图(二);
25.图3是整体结构示意图(三);
26.图4是倒扣成型抽芯机构的结构示意图(一);
27.图5是倒扣成型抽芯机构的结构示意图(二);
28.图6是倒扣成型抽芯机构的结构示意图(三);
29.图7是倒扣成型抽芯机构的结构示意图(四);
30.图8是倒扣成型抽芯机构的结构示意图(五);
31.图9是产品结构示意图(一);
32.图10是产品结构示意图(二);
33.图11是抽芯成型块结构示意图(一);
34.图12是抽芯成型块结构示意图(二)。
具体实施方式
35.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员所获得的所有其他实施例,都属于本发明保护的范围。
36.实施例1:
37.如附图所示,本实施例所描述的一种便于倒扣成型并脱模的成型模具,包括第一成型模100和第二成型模200,第一成型模100由上至下依次包括第一固定板101和第一模块102,第一模块102固定于第一固定板101上,第一模块102包括成型腔104和至少一个驱动部108;第一成型模100作为活动模。
38.第二成型模200由上至下依次包括第二模块201、脚块202和第二固定板203,脚块202分别与第二模块201和第二固定板203固定相连,第二模块201上设置有滑动通道219和与成型腔104位置对应的模芯217,模芯217置于成型腔104内,模芯217的旁侧设置有倒扣成型抽芯机构300、侧孔成型抽芯机构,侧孔成型抽芯机构包括至少一个滑动设置于第二模块201上的侧孔成型块207,驱动部108与侧孔成型块207配合而驱动侧孔成型块207向模芯217方向平移或后退平移;第二成型模200作为固定模。
39.倒扣成型抽芯机构300包括第一平移驱动装置6和抽芯滑块2,抽芯滑块2滑动设置于滑动通道219内,第一平移驱动装置6与抽芯滑块2连接;抽芯滑块2包括滑移通道21,滑移通道21内滑移设置有滑移块3,滑移块3包括第一导向斜面31,第一导向斜面31上滑移设置有抽芯成型块4,抽芯成型块4的下侧面设置有第二导向斜面41,第一导向斜面31与第二导向斜面41贴合匹配,第一导向斜面31包括第一导向部32,第二导向斜面41包括第二导向部42,第一导向部32与第二导向部42配合;滑移块3在水平滑移过程中,抽芯成型块4沿第一导向斜面31上滑动,使其作升降动作;抽芯成型块4的顶面设置有用于成型内壁凹陷441的成型部44,抽芯成型块4前侧面抵靠模芯217;抽芯滑块2上安装有驱动滑移块3平移的第二平移驱动装置8,第一平移驱动装置6与滑移块3连接。优选地,第一平移驱动装置6和第二平移驱动装置8均包括油缸,适用于大型产品的成型。
40.优选地,成型部44包括凹陷441和两个凸起442,两个凸起442分别位于凹陷441的水平内壁两端,以使产品的窗口上侧内壁形成凹陷441,即倒扣。
41.优选地,第二模块201与第二固定板203之间设置有顶针板,顶针板上固定有顶针,顶针贯穿第二模块201和模芯217。
42.成型模具的成型方法如下:
43.步骤s1,第一成型模100与第二成型模200相互闭合后,成型腔104的内壁与模芯217的外壁之间形成模腔,并且抽芯成型块4和侧孔成型抽芯机构的侧孔成型部209均置于模腔内,而且抽芯成型块4位于第一导向斜面31的高位,抽芯成型块4的前侧面和后侧面分别抵靠抽芯滑块2和成型模芯2177;;
44.步骤s2,利用第一模块102上的浇注通道注入熔料,进入模腔内,注料完成后进行合模保压;
45.步骤s3,保压完成后进行冷却成型;
46.步骤s4,冷却完成后进行第一成型模100与第二成型模200相互分离而进行开模,开模后,第二平移驱动装置8驱动滑移块3后退,使抽芯成型块4在第一导向斜面31与第二导向斜面41配合下移动至第一导向斜面31的低位,使得抽芯成型块4的成型部44脱离产品内壁的凹陷441,并且抽芯成型块4对应位于产品的窗口处,同时,侧孔成型机构的侧孔成型块207后退;
47.步骤s5,第一平移驱动装置6驱动抽芯滑块2后退,从而将抽芯成型块4经产品的窗口而脱离产品;
48.步骤s6,顶针板上推,使得顶针上端穿出模芯217进行顶出已成型产品,完成产品下料脱模。
49.优选地,为使开模及合模是得到定位,在第一模块102上设置有多个导向孔,第二模块201上设置有多个分别与各导向孔位置对应的导向柱,导向柱对应插入导向孔内
50.优选地,抽芯成型块4包括定位部45,定位部45位于第一导向斜面31与滑移通道21的上内壁之间,第二导向斜面41位于定位部45的底面,其结构设置使得抽芯成型块4在升降位移过程中,运行稳定,并提升位移精度。
51.优选地,第一导向部32包括截面呈燕尾状的第一导向通道321,第二导向部42包括截面呈燕尾状的第一导向块421,第一导向块421通过螺栓固定于第二导向斜面41上,或者第一导向部32包括截面呈燕尾状的第一导向块421,第二导向部42包括截面呈燕尾状的第一导向通道321;第一导向块421对应嵌入第一导向通道321内。其结构设置使得抽芯成型块4与滑移块3相对滑动过程中,达到更为稳定的实现抽芯成型块4的升降动作,并且抽芯成型块4之间模芯217与抽芯滑块2之间作升降动作。
52.在本实施例中,第一导向斜面31还包括第三导向部33,第二导向斜面41还包括第四导向部43,第三导向部33与第四导向部43滑动配合;具体地,第三导向部33包括第二导向通道331,第四导向部43包括第二导向块431;第二导向块431对应嵌入第二导向通道331内。其结构设置使得抽芯成型块4与滑移块3相对滑动过程中,达到更为稳定的实现抽芯成型块4的升降动作。
53.为使滑移块3的滑移更加稳定,在滑移通道21的上内壁设置有定位块211,定位块插入第二导向通道331内。
54.优选地,第一抽芯架体1的内壁上设置有滑移导槽11,抽芯滑块2的外壁上设置有滑移导块22,滑移导块22对应嵌入到滑移导槽11内,其结构设置使得抽芯滑块2往复滑移稳定可靠。
55.优选地,滑移通道21的内壁设置有第五导向部212,滑移块3上设置有与第五导向部212配合的第六导向部34,具体地,第五导向部212包括截面呈燕尾状的第三导向通道
213,第六导向部34包括截面呈燕尾状的第三导向块341,第三导向块341通过螺栓固定于滑移块3的底面,或者第五导向部212包括截面呈燕尾状的第三导向块341,第六导向部34包括截面呈燕尾状的第三导向通道213;第三导向块341对应嵌入第三导向通道213内。其结构设置使得滑移块3在滑移过程中得到定位滑移的效果,提升使用性能,并且提升滑移精度。
56.在本实施例中,第一模块102上设置有与成型腔104连通的第一压紧腔109,抽芯滑块2包括压紧部23,压紧部23上设置有倾斜楔紧面45,倾斜楔紧面45上固定有楔紧块,第一压紧腔109包括第一压紧斜面110,抽芯成型块4位于第一压紧部23和模芯217之间,压紧部23置于第一压紧腔109内,且楔紧块与第一压紧斜面110贴合,其结构设置使得抽芯成型块4可在压紧部23与模芯217之间得到压紧,使得在合模后,避免在模腔具有压力的情况下发生走动。
57.在本实施例中,第二模块201上设置有凹槽204和通槽205,凹槽204内固定有模芯217块,模芯217设置于模芯217块上,模芯217块上设置有内凹,内凹与通槽205拼合形成滑动通道219,滑动通道219的端口处固定有第一抽芯架体1,第一平移驱动装置6安装于第一抽芯架体1上;抽芯滑块2上固定有第二抽芯架体5,第二平移驱动装置8安装于第二抽芯架体5上,其结构设置的倒扣成型抽芯机构300更为适配模具,提升模具的使用性能。
58.实施例2
59.本实施例所描述的一种便于倒扣成型并脱模的成型模具,其结构与实施例1近似,但与实施例1的区别在于,将至少一个驱动部108替换设置为三个驱动部108,将至少一个侧孔成型块207替换设置为三个侧孔成型块207;三个驱动部108均包括斜导柱106,三个侧孔成型块207均包括侧孔成型部209和斜向引导孔212,三根斜导柱106分别与三个斜向引导孔212匹配。其数量设置为三个为了更符合产品的规格制造,并且在开模时可将侧孔成型块207驱动后退,合模时可将侧孔成型块207驱动前进。
60.优选地,三个驱动部108均还包括与成型腔104连通的第二压紧腔105,三根斜导柱106分别位于各第二压紧腔105旁侧,三个第二压紧腔105均包括三个第二压紧斜面107,三个侧孔成型块207均还包括位于侧孔成型部209上的第三压紧斜面220,三个侧孔成型部209分别置物各第二压紧腔105内,第二压紧斜面107与第三压紧斜面220贴合。其结构设置使得在合模后,促使侧孔成型块207被压紧而保持稳定,避免在模腔具有压力的情况下发生走动。其中斜导柱106为t型斜导柱106,并且第二压紧腔105内通过螺栓固定有压块,t型斜导柱106定位在压块的倾斜式t型孔内,以将斜导柱106固定。
61.优选地,第二模块201上设置有三个滑移槽208,三个侧孔成型块207分别置于各滑移槽208内;一滑移槽208的外侧端固定有定位板211,定位板211上设置有通孔,通孔内穿设有导向杆215,导向杆215的一端与一侧孔成型块207固定,导向杆215的另一端套有弹簧212,弹簧212的两端分别与导向杆215另一端的限位块和定位板211抵触,其辅助侧孔成型块207进行后退。
62.本发明不局限于上述最佳实施方式,任何人在本发明的启示下都可得出其他各种形式的产品,但不论在其形状或结构上作任何变化,凡是具有与本技术相同或相近似的技术方案,均落在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。