1.本发明涉及一种针刺滤袋加工技术领域,更具体地说,它涉及一种水泥窑尾用超低排放针刺滤袋的生产工艺。
背景技术:
[0002][0003]
目前市场上普遍采用“袋式除尘”或“静电 袋式除尘”作为超低排放的主要手段,其中通过覆膜技术或超细纤维技术生产的工业粉尘滤袋,是实现袋式除尘超低排放的关键部件。工业烟尘超低排放用滤袋的性能,将显著影响燃煤电厂、垃圾焚烧厂、钢铁冶炼厂、水泥厂等企业的排放效果。
[0004]
目前,传统的对于水泥窑尾用针刺滤袋的加工工艺中对于覆膜时,对加热时温度的控制,需要对将加热的温度控制在一定的范围内,才能确保覆膜时能够贴合稳定,牢固程度高,才能实现良好的表面过滤效果,达到超低排放效果。
技术实现要素:
[0005]
针对现有技术存在的不足,本发明的目的在于提供一种采用聚芳噁二唑纤维-宝德纶以及p84纤维,并通过控制覆膜温度,形成良好的覆膜效果,实现良好的表面过滤效果,从而实现超低排放效果的水泥窑尾用超低排放针刺滤袋的生产工艺。
[0006]
为实现上述目的,本发明提供了如下技术方案:一种水泥窑尾用超低排放针刺滤袋的生产工艺,包括如下步骤,s1、纤维配比、混合:选取聚芳噁二唑纤维-宝德纶以及p84纤维,聚芳噁二唑纤维-宝德纶和p84纤维之间的混合比为1:1;s2、开松:将混合处理好的聚芳噁二唑纤维-宝德纶以及p84纤维依次经过输送平帘喂给梳针开松机,梳针打手转速300r/min,进行自由式开松,并进行分开收集;s3、梳理铺网:梳理机的出网速度为20m/min,梳理机制成的聚芳噁二唑纤维-宝德纶以及p84纤维混合纤网待用,将混合纤网铺叠在增强基布表面,铺网速度为4m/min,由送网机构将铺好的纤网喂入针刺区;s4、针刺:将混合纤网和增强基布成形后的组合网送入针刺机的针刺区,并且沿厚度方向针刺上述网层,对高度蓬松而无强力的纤维网进行针刺,针刺深度5mm,针刺密度450针/cm
²
,出料速度20m/min;s5、烧毛:将经过针刺处理过后的物料进行烧毛处理,去除物料的毛边和毛球;s6、定型:通过热压机对烧毛后的针刺毡进行高温热压定型,温度在150℃-200℃之间,且热压的时间在5min-10min之间;s7、涂胶:通过涂胶机对定型后的针刺毡进行涂胶,涂胶的厚度在5μm-8μm之间;s8、热轧覆膜:通过热压覆膜机对ptfe薄膜与涂胶后的针刺毡基材进行热压,控制加热辊温度350℃-450℃,压力为500n,加热辊的转速在50转/min;s9、冷却收卷:通过通有冷却液的收卷辊对表面涂胶后的物料进行收卷。
[0007]
本发明进一步设置为:所述热压覆膜机包括机架以及机架上设置的用于热压复合ptfe薄膜与涂胶后的物料的热压机构,所述热压机构包括相对应平行设置的加热辊和压辊,所述机架还设有设置于热压机构的上、下侧并向热压机构供应ptfe薄膜的输送辊以及用于输出针刺后的物料的供料辊,所述输送辊输出的 ptfe薄膜与加热辊辊面为线接触热压复合。
[0008]
本发明进一步设置为:所述热压机构还包括设置于加热辊内的温控机构,该温控机构包括设置于加热辊内的安装腔、设置于安装腔内的若干加热长板、设置于加热辊外壁上且用于检测加热辊外壁温度的温度检测器、用于驱动加热长板加热的控制器、设置于安装腔内且用于控制加热长板根据温度高低靠近或远离加热辊外壁的驱动结构。
[0009]
本发明进一步设置为:所述驱动结构包括设置于安装腔内的安装架、设置于加热长板上的通孔、贯穿通孔且设置于安装架上的导杆、设置于加热长板长度方向两侧的连接轴、设置于连接轴的蜗轮、设置于安装架上且与蜗轮传动连接的蜗杆、用于驱动蜗杆旋转的电机以及设置于安装架和加热长板之间并套设于导杆外的复位弹簧。
[0010]
本发明进一步设置为:所述驱动结构还包括用于启动电机启、停的控制结构,该所述控制结构包括设置于加热辊内壁上的热敏电阻、与热敏电阻并联的通断开关、与热敏电阻以及通断开关电性连接的电源、设置于电源电性连接的电磁铁、与电磁铁相对设置的永磁铁、与永磁铁通过连接杆连接的导电体以及与导电体同一电路的驱动电路,该驱动电路用于控制驱动电机启、停,且电磁铁的磁力大小控制导电体通、断驱动电路。
[0011]
本发明进一步设置为:所述加热辊包括设置于安装腔外侧的介质填充腔,介质填充腔内填充的介质为金属或砂,若是采用金属填充,则填充物采用铜或铅。
[0012]
本发明进一步设置为:所述控制器包括温度接收单元,用于接收温度检测器检测到的温度;比较单元,用于设定加热辊的极限温度值,并且将检测到的温度和极限温度值进行比较;启动单元,用于控制通断开关的通、断,所述温控机构具体的温度控制步骤如下,s80、加热长板在贴合介质填充腔的外壁为初始状态,启动单元控制通断开关处于通路状态,电磁铁具有较强的磁性且与永磁铁相吸,加热辊的表面温度在加热长板的加热下,加热辊的表面温度不断提高;s81、当加热辊的温度超过设定值k1时,启动单元控制通断开关处于断路状态,此时因为热敏电阻因为高温下,热敏电阻的电阻不断增大,此时电磁铁的的磁性不断减弱;s82、当永磁铁失去吸力时,导电体失去束缚后,导通驱动电路,驱动电路导通后,驱动电机工作,蜗杆旋转,加热长板在蜗杆的旋转下逐渐远离介质填充腔;s83、在加热长板逐渐远离介质填充腔的表面时,加热辊的温度逐渐降低,温度检测器实时检测加热辊的表面温度;s84、直至加热辊的表面温度达到k0值,启动单元控制通断开关处于通路状态,此时电磁铁得电,对永磁体产生吸力,此时导电体摆脱驱动电路,此时电机停止工作,加热长板在复位弹簧的作用下复位,并贴合介质填充腔的表面;s85、重复上述步骤s80-s84。
[0013]
本发明进一步设置为:所述温度检测器检测加热辊的表面温度是在k0、k1时,进行下一步操作。
[0014]
通过采用上述技术方案,有益效果,1、本发明采用国产聚芳噁二唑纤维-宝德纶与
p84的共混成网和针刺加固工艺技术,构建多组元混杂结构,依靠两种纤维的特性,再对其进行混合成网后,以满足耐高温、阻燃、耐酸性等性能要求,适应水泥窑尾复杂过滤工况;2、通过将热压机构设置为还包括设置于加热辊内的温控机构,实现了在覆膜时,对物料形成良好的贴合效果,将温度控制在适当的范围,进一步的通过将温控机构设置为包括设置于加热辊内的安装腔、设置于安装腔内的若干加热长板、设置于加热辊外壁上且用于检测加热辊外壁温度的温度检测器、用于驱动加热长板加热的控制器、设置于安装腔内且用于控制加热长板根据温度高低靠近或远离加热辊外壁的驱动结构,并且本发明通过温度检测器对加热辊的表面温度进行检测,将该温度作为对加热长板位置移动的标准,将加热长板直接远离介质填充腔,则实现了对温度的控制,调温快捷,实用性强;3、进一步的通过将驱动结构设置为包括设置于安装腔内的安装架、设置于加热长板上的通孔、贯穿通孔且设置于安装架上的导杆、设置于加热长板长度方向两侧的连接轴、设置于连接轴的蜗轮、设置于安装架上且与蜗轮传动连接的蜗杆、用于驱动蜗杆旋转的电机以及设置于安装架和加热长板之间并套设于导杆外的复位弹簧,采用上述结构设置,通过蜗杆和蜗轮之间的配合,电机驱动蜗杆旋转,使得加热长板靠近或远离介质填充腔;4、进一步的通过将驱动结构设置为还包括用于启动电机启、停的控制结构,该控制结构包括设置于加热辊内壁上的热敏电阻、与热敏电阻并联的通断开关、与热敏电阻以及通断开关电性连接的电源、设置于电源电性连接的电磁铁、与电磁铁相对设置的永磁铁、与永磁铁通过连接杆连接的导电体以及与导电体同一电路的驱动电路,采用上述结构设置,通过采用热敏电阻和通断开关进行并联设置,通过控制器对通断开关进行通、断控制,则热敏电阻则可以形成逐渐改变电磁铁这条电路的电流大小,从而改变电磁铁的磁力大小,该驱动电路用于控制驱动电机启、停,且电磁铁的磁力大小控制导电体通、断驱动电路,通过电磁铁这条电路控制驱动电路的启停,则形成了良好的控制效果,实用性强,结构简单。
附图说明
[0015]
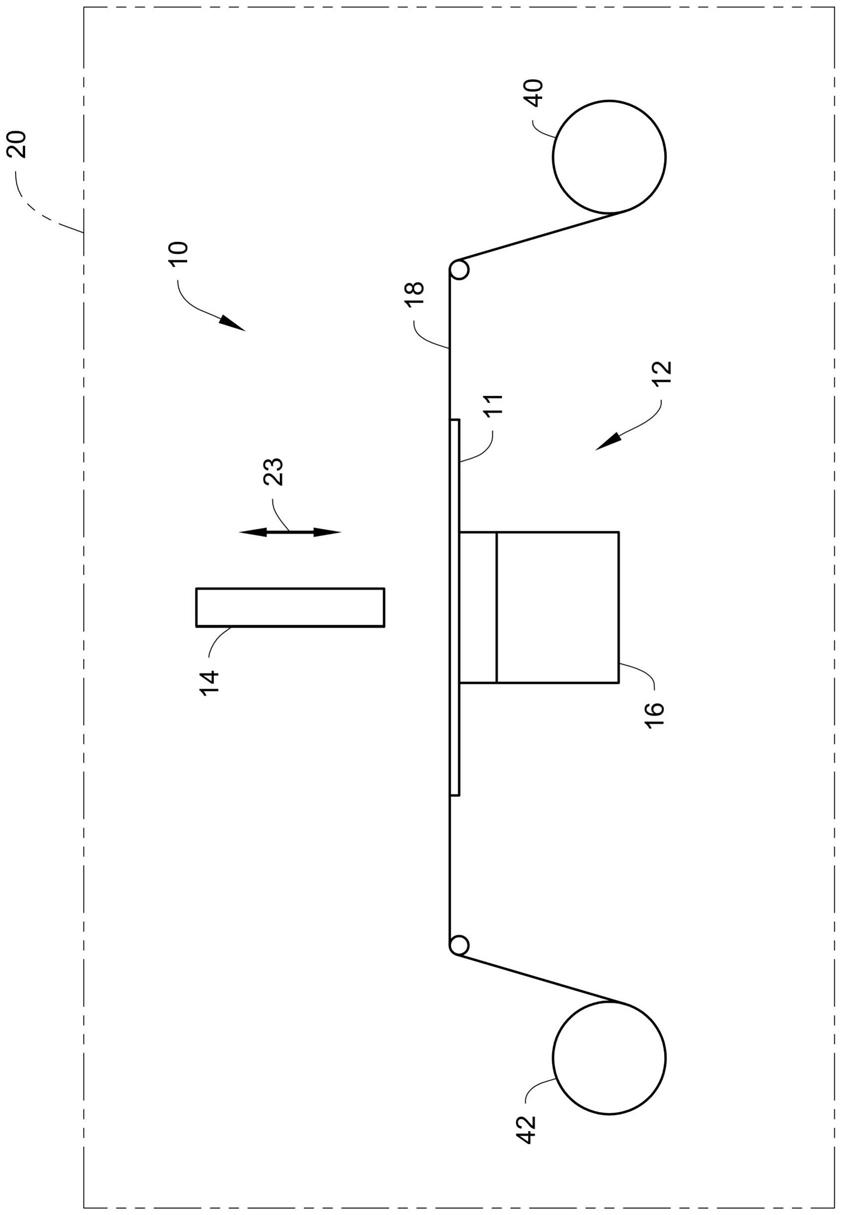
图1为本发明一种水泥窑尾用超低排放针刺滤袋的生产工艺实施例的热压机构结构示意图。
[0016]
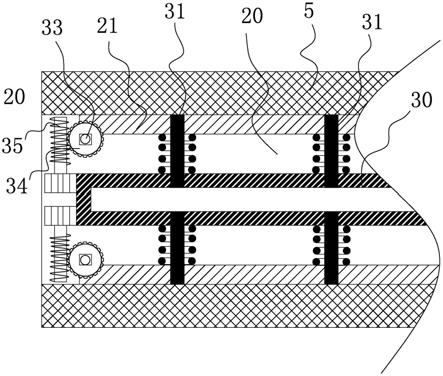
图2为本发明一种水泥窑尾用超低排放针刺滤袋的生产工艺实施例的温控机构结构示意图。
[0017]
图3为本发明一种水泥窑尾用超低排放针刺滤袋的生产工艺实施例的控制线路结构示意图。
[0018]
图中附图标记,1、机架;10、加热辊;11、压辊;12、输送辊;13、供料辊;20、安装腔;21、加热长板;22、温度检测器;23、控制器;30、安装架;31、通孔;32、导杆;33、连接轴;34、蜗轮;35、蜗杆;36、电机;37、复位弹簧;40、热敏电阻;41、通断开关;42、电源;43、电磁铁;44、永磁铁;45、导电体;46、驱动电路;5、介质填充腔。
具体实施方式
[0019]
参照图1至图3对本发明一种水泥窑尾用超低排放针刺滤袋的生产工艺实施例做进一步说明。
[0020]
为了易于说明,实施例中使用了诸如“上”、“下”、“左”、“右”等空间相对术语,用于说明图中示出的一个元件或特征相对于另一个元件或特征的关系。应该理解的是,除了图中示出的方位之外,空间术语意在于包括装置在使用或操作中的不同方位。例如,如果图中的装置被倒置,被叙述为位于其他元件或特征“下”的元件将定位在其他元件或特征“上”。因此,示例性术语“下”可以包含上和下方位两者。装置可以以其他方式定位(旋转90度或位于其他方位),这里所用的空间相对说明可相应地解释。
[0021]
而且,诸如“第一”和“第二”等之类的关系术语仅仅用来将一个与另一个具有相同名称的部件区分开来,而不一定要求或者暗示这些部件之间存在任何这种实际的关系或者顺序。
[0022]
一种采用聚芳噁二唑纤维-宝德纶以及p84纤维,并通过控制覆膜温度,形成良好的覆膜效果,实现良好的表面过滤效果,从而实现超低排放效果的水泥窑尾用超低排放针刺滤袋的生产工艺。
[0023]
为实现上述目的,本发明提供了如下技术方案:一种水泥窑尾用超低排放针刺滤袋的生产工艺,包括如下步骤,s1、纤维配比、混合:选取聚芳噁二唑纤维-宝德纶以及p84纤维,聚芳噁二唑纤维-宝德纶和p84纤维之间的混合比为1:1;s2、开松:将混合处理好的聚芳噁二唑纤维-宝德纶以及p84纤维依次经过输送平帘喂给梳针开松机,梳针打手转速300r/min,进行自由式开松,并进行分开收集;s3、梳理铺网:梳理机的出网速度为20m/min,梳理机制成的聚芳噁二唑纤维-宝德纶以及p84纤维混合纤网待用,将混合纤网铺叠在增强基布表面,铺网速度为4m/min,由送网机构将铺好的纤网喂入针刺区;s4、针刺:将混合纤网和增强基布成形后的组合网送入针刺机的针刺区,并且沿厚度方向针刺上述网层,对高度蓬松而无强力的纤维网进行针刺,针刺深度5mm,针刺密度450针/cm
²
,出料速度20m/min;s5、烧毛:将经过针刺处理过后的物料进行烧毛处理,去除物料的毛边和毛球;s6、定型:通过热压机对烧毛后的针刺毡进行高温热压定型,温度在150℃-200℃之间,且热压的时间在5min-10min之间;s7、涂胶:通过涂胶机对定型后的针刺毡进行涂胶,涂胶的厚度在5μm-8μm之间;s8、热轧覆膜:通过热压覆膜机对ptfe薄膜与涂胶后的针刺毡基材进行热压,控制加热辊10温度350℃-450℃,压力为500n,加热辊10的转速在50转/min;s9、冷却收卷:通过通有冷却液的收卷辊对表面涂胶后的物料进行收卷,本发明采用国产聚芳噁二唑纤维-宝德纶与p84的共混成网和针刺加固工艺技术,构建多组元混杂结构,依靠两种纤维的特性,再对其进行混合成网后,以满足耐高温、阻燃、耐酸性等性能要求,适应水泥窑尾复杂过滤工况,并通过涂胶后再进行热轧覆膜的工序,实现了对ptfe薄膜的良好贴合效果,稳定性强,实用性强。
[0024]
本发明进一步设置为,热压覆膜机包括机架1以及机架1上设置的用于热压复合ptfe薄膜与涂胶后的物料的热压机构,热压机构包括相对应平行设置的加热辊10和压辊11,机架1还设有设置于热压机构的上、下侧并向热压机构供应ptfe薄膜的输送辊12以及用于输出针刺后的物料的供料辊13,所述输送辊12输出的 ptfe薄膜与加热辊10辊面为线接触热压复合,采用上述结构设置,便于对压料的平稳性,输出和输入一体性程度高,实用性
强,结构简单。
[0025]
本发明进一步设置为,热压机构还包括设置于加热辊10内的温控机构,该温控机构包括设置于加热辊10内的安装腔20、设置于安装腔20内的若干加热长板21、设置于加热辊10外壁上且用于检测加热辊10外壁温度的温度检测器22、用于驱动加热长板21加热的控制器23、设置于安装腔20内且用于控制加热长板21根据温度高低靠近或远离加热辊10外壁的驱动结构,通过将热压机构设置为还包括设置于加热辊10内的温控机构,实现了在覆膜时,对物料形成良好的贴合效果,将温度控制在适当的范围,进一步的通过将温控机构设置为包括设置于加热辊10内的安装腔20、设置于安装腔20内的若干加热长板21、设置于加热辊10外壁上且用于检测加热辊10外壁温度的温度检测器22、用于驱动加热长板21加热的控制器23、设置于安装腔20内且用于控制加热长板21根据温度高低靠近或远离加热辊10外壁的驱动结构,并且本发明通过温度检测器22对加热辊10的表面温度进行检测,将该温度作为对加热长板21位置移动的标准,将加热长板21直接远离介质填充腔5,则实现了对温度的控制,调温快捷,实用性强。
[0026]
本发明进一步设置为,驱动结构包括设置于安装腔20内的安装架30、设置于加热长板21上的通孔31、贯穿通孔31且设置于安装架30上的导杆32、设置于加热长板21长度方向两侧的连接轴33、设置于连接轴33的蜗轮34、设置于安装架30上且与蜗轮34传动连接的蜗杆35、用于驱动蜗杆35旋转的电机36以及设置于安装架30和加热长板21之间并套设于导杆32外的复位弹簧37,进一步的通过将驱动结构设置为包括设置于安装腔20内的安装架30、设置于加热长板21上的通孔31、贯穿通孔31且设置于安装架30上的导杆32、设置于加热长板21长度方向两侧的连接轴33、设置于连接轴33的蜗轮34、设置于安装架30上且与蜗轮34传动连接的蜗杆35、用于驱动蜗杆35旋转的电机36以及设置于安装架30和加热长板21之间并套设于导杆32外的复位弹簧37,采用上述结构设置,通过蜗杆35和蜗轮34之间的配合,电机36驱动蜗杆35旋转,使得加热长板21靠近或远离介质填充腔5,驱动结构简单,实用性强,便于形成良好的控制效果。
[0027]
本发明进一步设置为,驱动结构还包括用于启动电机36启、停的控制结构,该所述控制结构包括设置于加热辊10内壁上的热敏电阻40、与热敏电阻40并联的通断开关41、与热敏电阻40以及通断开关41电性连接的电源42、设置于电源42电性连接的电磁铁43、与电磁铁43相对设置的永磁铁44、与永磁铁44通过连接杆连接的导电体45以及与导电体45同一电路的驱动电路46,该驱动电路46用于控制驱动电机36启、停,且电磁铁43的磁力大小控制导电体45通、断驱动电路46,进一步的通过将驱动结构设置为还包括用于启动电机36启、停的控制结构,该控制结构包括设置于加热辊10内壁上的热敏电阻40、与热敏电阻40并联的通断开关41、与热敏电阻40以及通断开关41电性连接的电源42、设置于电源42电性连接的电磁铁43、与电磁铁43相对设置的永磁铁44、与永磁铁44通过连接杆连接的导电体45以及与导电体45同一电路的驱动电路46,采用上述结构设置,通过采用热敏电阻40和通断开关41进行并联设置,通过控制器23对通断开关41进行通、断控制,则热敏电阻40则可以形成逐渐改变电磁铁43这条电路的电流大小,从而改变电磁铁43的磁力大小,该驱动电路46用于控制驱动电机36启、停,且电磁铁43的磁力大小控制导电体45通、断驱动电路46,通过电磁铁43这条电路控制驱动电路46的启停,则形成了良好的控制效果,实用性强,结构简单,本发明通过将驱动电路46作为驱动电机36驱动的必要条件,是为了在加热辊10的表面温度到
设定值时,电磁铁43所在电路开始介入,则是通过控制器23对通断开关41进行通、断控制,此时热敏电阻40的电阻逐渐增大,电磁铁43的磁性逐渐减弱,成为一个加热缓冲的效果,对加热辊10的温度控制在适当的范围内,形成良好覆膜效果,实用性强,结构简单。
[0028]
需要注意的是,在本发明实施例中,永磁铁和导电体的设置方式如图3所示结构,属于常规技术手段,需要为永磁铁和导电体形成支撑,具有定向活动的能力,确保稳定性。
[0029]
本发明进一步设置为,加热辊10包括设置于安装腔20外侧的介质填充腔5,介质填充腔5内填充的介质为金属或砂,若是采用金属填充,则填充物采用铜或铅,采用上述介质对介质填充腔5,进行填充,因为金属或砂的比热相对较小,升温块,热源远离时,降温也比较快,而且加热的温度范围较大,能够适应覆膜时的加热温度,实用性强。
[0030]
本发明进一步设置为,控制器23包括温度接收单元,用于接收温度检测器22检测到的温度;比较单元,用于设定加热辊10的极限温度值,并且将检测到的温度和极限温度值进行比较;启动单元,用于控制通断开关41的通、断,所述温控机构具体的温度控制步骤如下,s80、加热长板21在贴合介质填充腔5的外壁为初始状态,启动单元控制通断开关41处于通路状态,电磁铁43具有较强的磁性且与永磁铁44相吸,加热辊10的表面温度在加热长板21的加热下,加热辊10的表面温度不断提高;s81、当加热辊10的温度超过设定值k1时,启动单元控制通断开关41处于断路状态,此时因为热敏电阻40因为高温下,热敏电阻40的电阻不断增大,此时电磁铁43的的磁性不断减弱;s82、当永磁铁44失去吸力时,导电体45失去束缚后,导通驱动电路46,驱动电路46导通后,驱动电机36工作,蜗杆35旋转,加热长板21在蜗杆35的旋转下逐渐远离介质填充腔5;s83、在加热长板21逐渐远离介质填充腔5的表面时,加热辊10的温度逐渐降低,温度检测器22实时检测加热辊10的表面温度;s84、直至加热辊10的表面温度达到k0值,启动单元控制通断开关41处于通路状态,此时电磁铁43得电,对永磁体产生吸力,此时导电体45摆脱驱动电路46,此时电机36停止工作,加热长板21在复位弹簧37的作用下复位,并贴合介质填充腔5的表面;s85、重复上述步骤s80-s84。
[0031]
本发明进一步设置为,温度检测器22检测加热辊10的表面温度是在k0、k1时,进行下一步操作。
[0032]
在本发明实施例中,通过驱动电路46和电磁铁43控制电路两个电路的联合控制,并且通过加热辊10外表面的温度检测器22对加热辊10的表面温度进行实时的检测,在温度检测器22检测到的温度达到设定值时,需要通过控制器23对通断开关41进行关闭,此时电流会经过热敏电阻40形成通路,而且因为热敏电阻40采用正温度系数热敏电阻40,随着温度的升高,电阻也相应的增高,此时,电磁铁43控制电路的电流逐渐减小,电磁铁43的磁性也相应的减小,永磁体失去磁性吸引,则会逐渐远离电磁铁43,此时导电体45进入驱动电路46,并使驱动电路46形成通路,此时电机36得点后工作,使得蜗杆35旋转并带动蜗轮34,此时加热长板21逐渐远离介质填充腔5,介质填充腔5的温度也逐渐降低,维持在适当的加热温度;其次,在加热长板21远离超过一定时间时,加热辊10的表面温度逐渐降低,此时,
温度检测器22检测到温度逐渐减小,并且到设置的温度时,此时控制器23控制通断开关41将调整为通路状态,此时电磁铁43经过的电流增大,电磁铁43的磁性也增大,电磁铁43对永磁体产生磁力,此时导电体45摆脱驱动电路46,电机36失去动力后,加热长板21在复位弹簧37的作用下进行复位,对介质填充腔5进行再一次的加热,由此进行重复的加热操作。
[0033]
在本发明实施例中,因为传统的加热方式是控制热源的温度,这样的控温方式不仅不能够达到较合适的覆膜温度,而且容易因为控温不够及时,导致温度过高,存在安全隐患,温度过低时,又需要重新进行加热,导致覆膜贴合的不够到位,影响整体的效果,而本发明则是通过靠近或远离热源的方式,进行控温,这样的方式不仅避免了重新加热所耗费的时间,而且通过靠近或远离的方式,对于控温的方式也极其便捷,实用性强,可以将覆膜的温度控制在合适的范围,在该范围内浮动;需要注意的是,在本发明实施例中,覆膜的最佳温度是在350℃-450℃,因此,温度检测器22检测加热辊10的表面温度是在k0、k1时,进行下一步操作,这里的k0值是需要大于350℃的,而k1值是需要小于450℃的,而双电路控制加热长板21的加热间距,则是为了形成一个加热的缓冲空间,从而实现良好的控温效果,实用性强,结构简单。
[0034]
以上所述仅为本发明的较佳实施例,并不用以限制本发明,本领域的技术人员在本发明技术方案范围内进行通常的变化和替换都应包含在本发明的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。