1.本发明涉及注射成型机管理系统以及注射成型机管理方法。
背景技术:
2.以往,使用向模具注射材料而对成型品进行成型的各种注射成型机。例如在专利文献1中公开了一种注射成型机,能够在确认为所安装的模具的模具识别信息是特定的模具的模具识别信息时开始成型作动。
3.专利文献1:日本特开2017-202628号公报
技术实现要素:
4.但是,专利文献1的注射成型机对于判定使用的材料是否是预定的材料这一点没有考虑。由于注射成型机的成型条件是基于模具识别信息而确定的,因此存在如下的风险:在与预定的材料相比熔点高的材料被误投入的情况下在注射成型机的注射部中材料无法适当熔融,而对螺旋件产生过大的负载等。另外,由于在误投入与预定的材料相比熔点低的材料的情况下材料被过度加热而无法成为适合的粘度,而导致对模具施加的注射压力降低。因此,存在相对于紧固模具的力的与该注射压力对应的反作用力降低,而导致模具被必要以上地压缩的风险。另外,专利文献1的注射成型机还存在作业者难以把握模具的更换所花费的时间的负载是多少这样的问题。由此,不能说现有的注射成型机被适当地管理。
5.用于解决上述课题的本发明的注射成型机管理系统的特征在于,具备:注射成型机,能够向模具注射材料而对成型品进行成型;存储部,存储与成型的成型品对应确定的适合的模具的模具识别信息和与成型的成型品对应确定的适合的材料的材料识别信息;信息输入单元,能够输入成型的成型品的成型品信息、使用的材料的材料信息以及使用的模具的模具信息;判定部,判定使用的模具以及材料是否是与成型的成型品对应而适合的模具以及适合的材料;以及显示部,进行基于所述判定部的判定结果的显示,所述判定部基于从所述信息输入单元输入的所述成型品信息,根据从所述信息输入单元输入的所述材料信息和所述模具信息以及存储于所述存储部的所述模具识别信息和所述材料识别信息,判定使用的模具以及材料是否是与成型的成型品对应而适合的模具以及适合的材料,在所述判定部判定为不是与成型的成型品对应而适合的模具的情况下,所述显示部显示更换所述模具所需的模具更换时间,在所述判定部判定为不是与成型的成型品对应而适合的材料的情况下,所述显示部显示更换所述材料所需的材料更换时间。
6.另外,为了解决上述课题的本发明的注射成型机管理方法的特征在于,用于能够向模具注射材料而对成型品进行成型的注射成型机,所述注射成型机管理方法包括:存储工序,使存储部存储与成型的成型品对应确定的适合的模具的模具识别信息和与成型的成型品对应确定的适合的材料的材料识别信息;信息输入工序,输入成型的成型品的成型品信息、使用的材料的材料信息以及使用的模具的模具信息;判定工序,判定使用的模具以及材料是否是与成型的成型品对应而适合的模具以及适合的材料;以及显示工序,进行基于
所述判定工序的判定结果的显示,在所述判定工序中,基于在所述信息输入工序中输入的所述成型品信息,根据在所述信息输入工序中输入的所述材料信息和所述模具信息以及存储于所述存储部的所述模具识别信息和所述材料识别信息,判定使用的模具以及材料是否是与成型的成型品对应而适合的模具以及适合的材料,在所述显示工序中,在所述判定工序中判定为不是与成型的成型品对应而适合的模具的情况下显示更换所述模具所需的模具更换时间,在所述判定工序中判定为不是与成型的成型品对应而适合的材料的情况下显示更换所述材料所需的材料更换时间。
附图说明
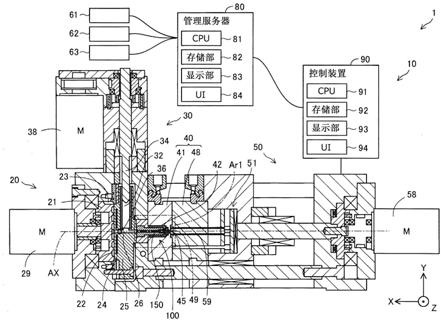
7.图1是示出本发明的一实施例的注射成型机管理系统的概要构成的图。
8.图2是显示使用图1的注射成型机管理系统进行的注射成型机管理方法的一例的流程图。
9.图3是在图2的流程图中判定为模具不适合时的向显示部的显示例。
10.图4是与图3不同的向显示部的显示例。
11.图5是在图2的流程图中判定为材料不适合时的向显示部的显示例。
12.附图标记说明
[0013]1…
注射成型机管理系统;10
…
注射成型机;20
…
材料生成部;21
…
平面螺旋件;22
…
槽;23
…
材料流入口;24
…
加热器;25
…
机筒;26
…
连通孔;29
…
驱动电机;30
…
注射部;32
…
注射缸体;34
…
注射柱塞;36
…
止回阀;38
…
注射电机;40
…
注射成型用模具(模具);41
…
固定模具;42
…
热流道安装孔;45
…
浇口开口;48
…
可动模具;49
…
模腔;50
…
模具开闭部;51
…
可动模具移动部;58
…
模具开闭电机;59
…
推出销;61
…
温度调节装置;62
…
成型品取出装置;63
…
材料投入装置;80
…
管理服务器;81
…
cpu(判定部);82
…
存储部;83
…
显示部;84
…
ui;90
…
控制装置;91
…
cpu;92
…
存储部;93
…
显示部;94
…
ui(信息输入单元);100
…
热流道;ax
…
轴线。
具体实施方式
[0014]
最初,概要地说明本发明。
[0015]
用于解决上述课题的本发明的第一方式的注射成型机管理系统的特征在于,具备:注射成型机,能够向模具注射材料而对成型品进行成型;存储部,存储与成型的成型品对应确定的适合的模具的模具识别信息和与成型的成型品对应确定的适合的材料的材料识别信息;信息输入单元,能够输入成型的成型品的成型品信息、使用的材料的材料信息以及使用的模具的模具信息;判定部,判定使用的模具以及材料是否是与成型的成型品对应而适合的模具以及适合的材料;以及显示部,进行基于所述判定部的判定结果的显示,所述判定部基于从所述信息输入单元输入的所述成型品信息,根据从所述信息输入单元输入的所述材料信息和所述模具信息以及存储于所述存储部的所述模具识别信息和所述材料识别信息,判定使用的模具以及材料是否是与成型的成型品对应而适合的模具以及适合的材料,在所述判定部判定为不是与成型的成型品对应而适合的模具的情况下,所述显示部显示更换所述模具所需的模具更换时间,在所述判定部判定为不是与成型的成型品对应而适合的材料的情况下,所述显示部显示更换所述材料所需的材料更换时间。
[0016]
根据本方式,根据从信息输入单元输入的模具信息以及材料信息和存储于存储部的模具识别信息以及材料识别信息,判定使用的模具以及材料是否是与成型的成型品对应而适合的模具以及适合的材料。因此,不仅能够判断使用的模具是否适合,还能够判断使用的材料是否适合。另外,在不是与成型的成型品对应而适合的模具或材料的情况下,显示部显示更换模具或材料所需的模具更换时间或材料更换时间。因此,在使用的模具或材料不是适合的情况下,能够将更换为适合的模具或材料的时间通知给作业者。因此,根据本方式,能够适当管理注射成型机。
[0017]
本发明的第二方式的注射成型机管理系统的特征在于,在所述第一方式中,所述注射成型机管理系统具备多个注射成型机,所述存储部存储与成型的成型品分别对应地确定的适合的注射成型机的注射成型机识别信息,所述信息输入单元能够输入使用的注射成型机的注射成型机信息,所述判定部基于从所述信息输入单元输入的所述成型品信息,根据存储于所述存储部的所述注射成型机识别信息,判定使用的注射成型机是否是与成型的成型品对应而适合的注射成型机,在所述判定部判定为不是与成型的成型品对应而适合的注射成型机的情况下,所述显示部显示更换所述注射成型机所需的注射成型机更换时间。
[0018]
根据本方式,根据从信息输入单元输入的注射成型机信息和存储于存储部的注射成型机识别信息,判定使用的注射成型机是否是与成型的成型品对应而适合的注射成型机。因此,能够判断使用的注射成型机是否适合。另外,显示部在不是与成型的成型品对应而适合的注射成型机的情况下,显示更换注射成型机所需的注射成型机更换时间。因此,在使用的注射成型机不是适合的情况下,能够将更换为适合的注射成型机的时间通知给作业者。因此,根据本方式,能够适当管理注射成型机。
[0019]
本发明的第三方式的注射成型机管理系统的特征在于,在所述第一或者第二方式中,所述模具更换时间包括输送模具的时间以及安装模具的时间。
[0020]
根据本方式,模具更换时间包括输送模具的时间以及安装模具的时间。因此,作业者能够准确识别模具更换时间。
[0021]
本发明的第四方式的注射成型机管理系统的特征在于,在所述第一至第三方式中的任一方式中,所述材料更换时间包括制作材料的时间以及搬运材料的时间。
[0022]
根据本方式,在材料更换时间中包括制作材料的时间以及搬运材料的时间。因此,作业者能够准确识别材料更换时间。
[0023]
本发明的第五方式的注射成型机管理系统的特征在于,在所述第一至第四方式中的任一方式中,所述注射成型机管理系统具备温度调节装置、成型品取出装置以及材料投入装置中的至少任意一个装置,所述存储部存储所述注射成型机管理系统所具备的所述装置的识别信息,所述信息输入单元能够输入所述注射成型机管理系统所具备的所述装置的信息,所述判定部基于从所述信息输入单元输入的所述成型品信息,根据所述注射成型机管理系统所具备的所述装置的识别信息,判定使用的装置是否是与成型的成型品对应而适合的装置,在所述判定部判定为使用的装置不是与成型的成型品对应而适合的装置的情况下,所述显示部显示更换所述装置所需的装置更换时间。
[0024]
根据本方式,根据从信息输入单元输入的温度调节装置、成型品取出装置以及材料投入装置中的至少任一装置的信息,判定这些是否是与成型的成型品对应而适合的装置。因此,能够判断使用的这些装置是否适合。另外,显示部在不是与成型的成型品对应而
适合的装置的情况下,显示更换装置所需的装置更换时间。因此,在使用的装置不是适合的情况下,能够将更换为适合的装置的时间通知给作业者。因此,根据本方式,能够适当管理这些装置。
[0025]
本发明的第六方式的注射成型机管理系统的特征在于,在所述第一至第五方式中的任一方式中,所述信息输入单元是用户界面、图像读取单元以及声音输入单元中的任一方。
[0026]
根据本方式,信息输入单元是用户界面、图像读取单元以及声音输入单元中的任一方。因此,通过利用用户界面的作业者所进行的手动的输入、基于图像读取单元所进行的条形码、qr码(注册商标)等的读取的输入、利用声音输入单元的作业者所进行的声音的输入,能够简单地进行信息输入。
[0027]
本发明的第七方式的注射成型机管理系统的特征在于,在所述第一至第六方式中的任一方式中,所述显示部显示所述材料信息以及所述模具信息与所述模具识别信息以及所述材料识别信息中不一致的项目。
[0028]
根据本方式,显示部显示在材料信息以及模具信息与模具识别信息以及材料识别信息中不一致的项目。因此,在不是与成型的成型品对应而适合的模具或者材料的情况下,除了是适合的状态还是不适合的状态的判定结果以外,还能够使作业者识别其原因是模具还是材料。
[0029]
本发明的第八方式的注射成型机管理方法的特征在于,是能够向模具注射材料而对成型品进行成型的注射成型机中的注射成型机管理方法,所述注射成型机管理方法包括:存储工序,使存储部存储与成型的成型品对应确定的适合的模具的模具识别信息和与成型的成型品对应确定的适合的材料的材料识别信息;信息输入工序,输入成型的成型品的成型品信息、使用的材料的材料信息以及使用的模具的模具信息;判定工序,判定使用的模具以及材料是否是与成型的成型品对应而适合的模具以及适合的材料;以及显示工序,进行基于所述判定工序的判定结果的显示,在所述判定工序中,基于在所述信息输入工序中输入的所述成型品信息,根据在所述信息输入工序中输入的所述材料信息和所述模具信息以及存储于所述存储部的所述模具识别信息和所述材料识别信息,判定使用的模具以及材料是否是与成型的成型品对应而适合的模具以及适合的材料,在所述显示工序中,在所述判定工序中判定为不是与成型的成型品对应而适合的模具的情况下显示更换所述模具所需的模具更换时间,在所述判定工序中判定为不是与成型的成型品对应而适合的材料的情况下显示更换所述材料所需的材料更换时间。
[0030]
根据本方式,根据在信息输入工序中输入的模具信息以及材料信息和存储于存储部的模具识别信息以及材料识别信息,判定使用的模具以及材料是否是与成型的成型品对应而适合的模具以及适合的材料。因此,不仅能够判断使用的模具是否合适,还能够判断使用的材料是否适合。另外,显示工序在不是与成型的成型品对应而适合的模具或材料的情况下,显示更换模具或材料所需的模具更换时间或材料更换时间。因此,在使用的模具或材料不是适合的情况下,能够将更换为适合的模具或材料的时间通知给作业者。因此,根据本方式,能够适当管理注射成型机。
[0031]
以下,参照附图,说明本发明涉及的实施方式。最初,参照图1,说明本发明的一实施例的注射成型机管理系统1的概要构成。本实施例的注射成型机管理系统1具备注射成型
机10和管理服务器80,上述注射成型机10具备控制装置90,上述管理服务器80能够与控制装置90进行数据的收发。在图1中示出一个管理服务器80和一个注射成型机10,但管理服务器80进行多个注射成型机10的管理。其中,也可以是管理服务器80进行一个注射成型机10的管理的构成。另外,还具备温度调节装置61、成型品取出装置62以及材料投入装置63。而且,在使材料干燥而使用的情况下也可以具备能够使用的该材料的干燥装置等。
[0032]
在图1中,对于注射成型机10,在除了控制装置90以外,包括形成于热流道100的流路150的轴线ax的截面中,示意性示出沿铅垂方向将注射成型机10剖切而得的截面。在图1中,示出相互正交的x轴、y轴以及z轴, z方向相当于铅垂上方向。轴线ax与x轴平行。图1的x轴、y轴以及z轴分别与其他图的x轴、y轴以及z轴对应。注射成型机10将热塑性树脂等材料向模具内注射,而对成型品进行成型。注射成型机10具备材料生成部20、注射部30、注射成型用模具40、模具开闭部50和控制装置90。控制装置90也可以与注射成型机10一体地构成,也可以是与注射成型机10分体构成而与注射成型机10电连接的构成。
[0033]
材料生成部20通过使从配置于铅垂上方的未图示的料斗供给的固形材料中的至少一部分塑化或者熔融化,生成具有流动性的材料,并向注射部30侧供给。该固体材料以颗粒、粉末等各种粒状的形态向料斗投入。材料生成部20具有平面螺旋件21、机筒25和驱动电机29。
[0034]
平面螺旋件21具有沿轴线ax的长度小于直径的大致圆柱状的外观形状。平面螺旋件21以形成于热流道100的流路150的轴线ax与平面螺旋件21的轴线ax一致的方式配置。在平面螺旋件21的与机筒25相对的一侧的端面形成有槽22,并在外周面形成有材料流入口23。槽22连续至材料流入口23。材料流入口23接收从料斗供给的固体材料。
[0035]
平面螺旋件21的中央部构成为槽22的一端所连接的凹部,并与机筒25的连通孔26相对。平面螺旋件21的槽22由所谓的涡旋槽构成,从轴线ax所处的中央部朝向平面螺旋件21的外周面侧以描绘弧的方式形成为涡旋状。槽22也可以构成为螺旋状。
[0036]
机筒25具有大致圆板状的外观形状,与平面螺旋件21相对而配置。在机筒25中埋入作为用于加热材料的加热部的加热器24。在机筒25形成有沿轴线ax贯通的连通孔26。连通孔26作为将材料向热流道100引导的流路而发挥功能。在机筒25形成有沿与轴线ax正交的轴贯通的注射缸体32。注射缸体32构成注射部30的一部分,并与连通孔26连通。
[0037]
驱动电机29连接于平面螺旋件21的与机筒25相对一侧的相反侧的端面。驱动电机29根据来自控制装置90的指令而驱动,以轴线ax作为旋转轴使平面螺旋件21旋转。
[0038]
从材料流入口23供给的材料中的至少一部分一边在平面螺旋件21的槽22内由机筒25的加热部件进行加热,一边通过平面螺旋件21的旋转而进行塑化或熔融化从而一边提高流动性一边被输送,被向连通孔26引导。通过平面螺旋件21的旋转,还可实现材料的压缩以及脱气。在此,“塑化”是指,具有热塑性的材料通过被加热到玻璃化转变点以上的温度而软化,并显现出流动性。另外,“熔融”不仅是指具有热塑性的材料被加热到熔点以上的温度而成为液体状,还指具有热塑性的材料被进行塑化。
[0039]
注射部30计量从材料生成部20供给的材料,并向形成于注射成型用模具40的可动模具48的模腔49注射。注射部30具有注射缸体32、注射柱塞34、止回阀36、注射电机38和热流道100。
[0040]
注射缸体32在机筒25的内部形成为大致圆筒状,与连通孔26连通。注射柱塞34配
置为能够在注射缸体32内滑动。通过注射柱塞34向 y方向滑动,连通孔26内的材料被引入到注射缸体32内而被计量。通过注射柱塞34向-y方向滑动,注射缸体32内的材料向热流道100侧被压送,并向模腔49注射。止回阀36在比注射缸体32和连通孔26的连通部位更靠平面螺旋件21侧处,配置在连通孔26内。止回阀36容许从平面螺旋件21侧向热流道100侧的材料的流动,并且抑制从热流道100侧向平面螺旋件21侧的材料的逆流。若注射柱塞34向铅垂下方滑动,则通过止回阀36具有的球状的阀体向平面螺旋件21侧移动,连通孔26被封闭。注射电机38根据来自控制装置90的指令而驱动,使注射柱塞34在注射缸体32内滑动。注射柱塞34的滑动速度以及滑动量根据材料的种类、模腔49的大小等而预先设定。热流道100具有将材料以加热后的状态向模腔49引导的功能。
[0041]
注射成型用模具40具有固定模具41和可动模具48。在固定模具41的内部形成有沿轴线ax贯通的热流道安装孔42。在热流道安装孔42配置有热流道100。
[0042]
热流道安装孔42从材料生成部20侧起依次内径阶梯式地缩小而形成。热流道安装孔42的与材料生成部20侧相反一侧的端部形成为内径逐渐缩小的大致圆椎状。并且,该端部的前端侧作为造型材料流入的浇口开口45而发挥功能。浇口开口45构成为大致圆形的孔。
[0043]
可动模具48与固定模具41相对配置。可动模具48在包括造型材料的注射时、冷却时的关模以及合模时与固定模具41抵接,在包括成型品的脱模时的开模时与固定模具41分离。通过固定模具41和可动模具48抵接,在固定模具41与可动模具48之间,形成有与浇口开口45连通的模腔49。模腔49预先设计为以注射成型的方式成型的成型品的形状。在本实施例中,模腔49与浇口开口45直接连接而形成,但也可以进一步经由流道连接而形成。
[0044]
图1所示的模具开闭部50进行固定模具41与可动模具48的开闭。模具开闭部50具有模具开闭电机58、可动模具移动部51和推出销59。模具开闭电机58根据来自控制装置90的指令而驱动,使可动模具48沿轴线ax移动。由此,实现了注射成型用模具40的关模以及合模和开模。推出销59位于与模腔49连通的位置处。推出销59通过在开模时推出成型品,而使成型品脱模。
[0045]
控制装置90控制注射成型机10整体的动作,使其执行注射成型。控制装置90通过具有cpu91、存储部92、显示部93和作为用户界面的ui94的计算机而构成。cpu91通过执行预先存储于存储部92的控制程序,而作为控制部发挥功能。在此,还能够将显示部93以及ui94设为触摸面板,但也可以将显示部93设为监视器,将ui94设为键盘、鼠标等。另外,作为存储部92,能够使用例如rom、硬盘、eepram、ram等中的至少一个。
[0046]
控制装置90经由未图示的界面,能够与管理服务器80进行数据的收发。管理服务器80通过具有cpu81、存储部82、显示部83和作为用户界面的ui84的计算机而构成。在此,也可以是例如将显示部83设为监视器,将ui84设为键盘、鼠标等。另外,作为存储部82,能够使用例如rom、硬盘、eepram、ram等中的至少一个。
[0047]
如上所述,本实施例的注射成型机管理系统1具备将材料向注射成型用模具40注射而能够对成型品进行成型的注射成型机10。并且,能够使用多种材料、多种注射成型用模具40形成各种成型品。因此,需要使用对于成型的成型品适合的材料和适合的注射成型用模具40。
[0048]
因此,在管理服务器80的存储部82中存储有与成型的成型品对应确定的适合的模
具的模具识别信息和与成型的成型品对应确定的适合的材料的材料识别信息。其中,模具识别信息以及材料识别信息也可以存储于存储部92。即,模具识别信息以及材料识别信息存储于存储部92以及存储部82中的至少任一方即可,存储于哪里没有限定。并且,从作为信息输入单元的控制装置90的ui94能够输入成型的成型品的成型品信息、使用的材料的材料信息以及使用的注射成型用模具40的模具信息。此外,也可以设为能够从ui84输入成型的成型品的成型品信息、使用的材料的材料信息以及使用的注射成型用模具40的模具信息的构成。即,只要使能够从ui94和ui84中的至少任一方输入的构成即可,将信息输入单元配置于哪里没有限定。此外,模具识别信息、材料识别信息、成型品信息、模具信息、材料信息能够使用例如id号码(identification number:识别号码)。
[0049]
在此,管理服务器80的cpu81起到判定部的作用,该判定部判断使用的注射成型用模具40以及材料是否是与成型的成型品对应而适合的注射成型用模具40以及适合的材料。cpu81基于从ui94输入的成型品信息,根据从ui94输入的材料信息以及模具信息和存储于存储部92的模具识别信息以及材料识别信息,判定使用的注射成型用模具40以及材料是否是与成型的成型品对应而适合的注射成型用模具40以及适合的材料。其中,控制装置90的cpu91也可以起到判定部的作用。
[0050]
并且,在控制装置90的显示部93进行基于cpu81的判定结果的显示。具体而言,基于管理服务器80所管理的多个注射成型机10中是否存在没有与成型的成型品对应而适合的注射成型用模具40以及适合的材料的注射成型机10,如果存在则显示该注射成型机10的识别信息、与适合的注射成型用模具40以及材料对应的存储于存储部92的模具识别信息以及材料识别信息和从ui94输入的模具信息以及材料信息。而且,在cpu81判定为没有与成型的成型品对应而适合的注射成型用模具40的情况下,显示为了更换注射成型用模具40所需的模具更换时间,在cpu81判定为没有与成型的成型品对应而适合的材料的情况下,显示更换材料所需的材料更换时间。
[0051]
由此,本实施例的注射成型机管理系统1根据从信息输入单元输入的模具信息以及材料信息和存储于存储部92的模具识别信息以及材料识别信息,判定使用的注射成型用模具40以及材料是否是与成型的成型品对应而适合的注射成型用模具40以及适合的材料。因此,本实施例的注射成型机管理系统1不仅能够判断使用的注射成型用模具40还能够判断使用的材料是否适合。另外,显示部93除了显示cpu81的判定结果以外,还在没有与成型的成型品对应而适合的注射成型用模具40或材料的情况下,显示更换注射成型用模具40或材料所需的模具更换时间或材料更换时间。因此,在使用的注射成型用模具40或材料不是适合的情况下,能够将更换为适合的注射成型用模具40或材料的时间通知给作业者。因此,本实施例的注射成型机管理系统1能够适当管理注射成型机10。此外,在本实施例中,在没有与成型的成型品对应而适合的注射成型用模具40或材料的情况下,除了更换为适合的注射成型用模具40或材料的时间以外还将cpu81的判定结果显示为例如“ok”或者“ng”,但也可以不进行判定结果的显示而仅显示更换为适合的注射成型用模具40或材料的时间。这是因为,如果显示更换为适合的注射成型用模具40或材料的时间,则可知判定结果是“ng”、即没有与成型的成型品对应而适合的注射成型用模具40或材料。
[0052]
以下,关于使用由图1表示的本实施例的注射成型机管理系统1进行的注射成型机管理方法的一例,参照图3至图5并使用图2的流程图进行说明。如由图2的流程图所示,开始
本实施例的注射成型机管理方法时,在最初,在步骤s110中,进行用于将注射成型机管理系统1设为能够驱动的状态的准备。
[0053]
具体而言,在步骤s110中,进行注射成型机10的设置。例如,除了注射成型机10的组装以外,在本步骤中还进行以下内容:将与成型的成型品对应确定的适合的注射成型用模具40的模具识别信息、与成型的成型品对应确定的适合的材料的材料识别信息、与成型的成型品对应确定的适合的注射成型机的注射成型机识别信息、各作业中的标准时间、平均成型时间、对于使用的材料需要干燥工序时的干燥推荐时间等存储于存储部92。
[0054]
接着,在步骤s120中,确定使用注射成型机管理系统1以怎样的时间表来成型成型品。详细而言,作业者将成型品的名称、成型日、成型预定数量输入到控制装置90,从控制装置90向管理服务器80发送成型品的名称、成型日、成型预定数量。管理服务器80基于成型品的名称,从存储部92获取材料识别信息、模具识别信息、各作业中的标准时间、平均成型时间、干燥推荐时间。另外,管理服务器80根据成型预定数量与平均成型时间的乘积,算出生产预定时间。另外,管理服务器80从存储部92获取与多个注射成型机10中的各注射成型机10的空闲状况有关的信息、与多个注射成型用模具40中的各注射成型用模具40的空闲状况有关的信息,并基于生产预定时间确定使用的注射成型机10和生产开始时刻。在此,管理服务器80将与注射成型机管理系统1有关的信息(具体而言,注射成型机10的识别信息、温度调节装置61的识别信息、成型品取出装置62的识别信息以及材料投入装置63的识别信息等)以及与成型品有关的信息(具体而言,材料识别信息、模具识别信息、各作业中的标准时间、平均成型时间、使材料干燥而使用的情况下的干燥推荐时间等)与成型品的名称、成型日、成型预定数量建立关联。使“材料干燥而使用的情况”是指,例如,相当于在使用颗粒状的材料的情况下,使湿润的颗粒干燥直至达到适于成型的水分含有率的情况等。
[0055]
接着,在步骤s130中,进行注射成型机管理系统1的驱动准备。作业者基于显示于控制装置90的显示部93的生产时间表,在例如使材料干燥而使用的情况下,设定该材料的干燥装置的干燥时间,将材料投入到干燥装置。干燥时间设为干燥推荐时间,例如干燥时间大约8小时。作业者将注射成型用模具40从注射成型用模具40的保管场所搬运到注射成型机10的设置位置。作业者在经过干燥时间后,将材料从干燥装置搬运到注射成型机10。其中,注射成型用模具40的搬运和材料的搬运也可以设定为相同定时。并且,作业者使用ui94,将模具信息和材料信息输入到注射成型机10。例如,在注射成型用模具40以及容纳材料的容器上赋予条形码,通过读入该条形码而能够输入模具信息、材料信息。其中,也可以采用读取qr码(注册商标)的方法、使用ui94手动输入的方法。
[0056]
在步骤s130中注射成型机管理系统1的驱动准备结束之后,在步骤s140中,判定要使用的注射成型用模具40是否适合,并将其判定结果显示于显示部93。详细而言,注射成型机10的控制装置90向管理服务器80发送模具信息,管理服务器80基于存储于存储部82的注射成型机识别信息检索存储于存储部82的模具识别信息,判定该模具识别信息中的id号码是否与从控制装置90发送来的模具信息中的id号码一致。在本步骤中,在判断为存储于存储部82的模具识别信息中的id号码与从控制装置90发送来的模具信息中的id号码不一致,要使用的注射成型用模具40不是适合的注射成型用模具40的情况下,进入步骤s150。另一方面,在本步骤中,在判断为存储于存储部82的模具识别信息中的id号码与从控制装置90发送来的模具信息中的id号码一致,要使用的注射成型用模具40是适合的注射成型用模具
40的情况下,进入步骤s160。
[0057]
在此,图3是在管理服务器80的cpu81判断为存储于存储部82的模具识别信息中的id号码与从控制装置90发送来的模具信息中的id号码不一致,要使用的注射成型用模具40不是适合的注射成型用模具40的情况下的显示部93中的显示例。如图3所示,在显示部93中显示有:判定结果;判断为不是适合的注射成型用模具40的注射成型机10的id号码;判断为不是适合的注射成型用模具40的理由;注册于存储部82的模具识别信息的id号码;控制装置90中输入的模具信息的id号码;以及作为更换模具所需的标准的时间的模具更换时间。
[0058]
在管理服务器80的cpu81判定为注册于存储部82的模具识别信息的id号码与控制装置90中输入的模具信息的id号码不一致的情况下,cpu81获取存储于存储部92的模具更换时间。模具更换时间是各作业中的标准时间。此外,模具更换时间例如按各注射成型用模具40的重量或按各模具尺寸存储为表格。此外,也可以与这些显示一起显示注射成型用模具40的更换顺序。
[0059]
在本实施例的步骤s140中,管理服务器80使用cpu81判定是否是适合的注射成型用模具40,将基于cpu81的判定结果和更换注射成型用模具40的情况下的模具更换时间发送给注射成型机10的控制装置90。并且,由图3所示那样,控制装置90将这些显示于显示部93。但是,也可以是不由管理服务器80判定是否是适合的注射成型用模具40,而将作为模具识别信息的id号码和作为模具信息的id号码发送到注射成型机10的控制装置90,如图4所示那样,将这些按各注射成型机10与模具更换时间一起显示于显示部93。此外,在这种情况下,关于模具更换时间的显示,由控制装置90的cpu91判定是否是适合的注射成型用模具40,如图4所示那样,对于判断为不是适合的注射成型用模具40的注射成型机10,将模具更换时间显示于显示部93。
[0060]
在步骤s150中,作业者将与图3以及图4的模具更换时间对应的追加的模具更换时间传递给生产管理者,将适合的注射成型用模具40搬运到注射成型机10。此外,在已经从注射成型机10挑出来不适合的注射成型用模具40后,实施从注射成型机10拆卸不适合的注射成型用模具40的作业。作业者将拆卸下的注射成型用模具40归还到模具保管场所,并将适合的注射成型用模具40搬运到注射成型机10而安装于注射成型机10。并且,返回步骤s130,作业者使用ui94,将新的模具信息输入到注射成型机10的控制装置90。控制装置90向管理服务器80输入模具信息,管理服务器80基于注射成型机识别信息检索模具识别信息,在步骤s140中,判定模具识别信息是否与模具信息一致。在管理服务器80判定为模具识别信息与模具信息一致的情况下,进入步骤s160。
[0061]
在步骤s160中,判定要使用的材料是否适合,并将其判定结果显示于显示部93。详细而言,注射成型机10的控制装置90向管理服务器80发送材料信息,管理服务器80基于存储于存储部82的注射成型机识别信息检索存储于存储部82的材料识别信息,并判定该材料识别信息中的id号码是否与从控制装置90发送来的材料信息中的id号码一致。在本步骤中,在判断为存储于存储部82的材料识别信息中的id号码与从控制装置90发送来的材料信息中的id号码不一致,要使用的材料不是适合的材料的情况下,进入步骤s170。另一方面,在本步骤中,在判断为存储于存储部82的材料识别信息中的id号码与从控制装置90发送来的材料信息中的id号码一致,要使用的材料是适合的材料的情况下,进入步骤s180。
[0062]
在此,图5是在管理服务器80的cpu81判断为存储于存储部82的材料识别信息中的
id号码与从控制装置90发送来的材料信息中的id号码不一致,要使用的材料不是适合的材料的情况下的显示部93中的显示例。如图5所示那样,在显示部93中显示有:判定结果;判断为不是适合的材料的注射成型机10的id号码;判断为不是适合的材料的理由;注册于存储部82的材料识别信息的id号码;控制装置90中输入的材料信息的id号码;以及作为更换材料所需的标准的时间的材料更换时间。
[0063]
在管理服务器80的cpu81判定为注册于存储部82的材料识别信息的id号码与控制装置90中输入的材料信息的id号码不一致的情况下,cpu81获取存储于存储部92的材料更换时间。材料更换时间是各作业中的标准时间。此外,材料更换时间按各使用的材料将推荐干燥时间在存储部82中存储为表格。此外,也可以与这些显示一起显示材料的更换顺序。在此,在本实施例中,也可以在其他步骤进行是否是适合的注射成型用模具40的判定以及是否是适合的材料的判定、和模具更换时间的显示以及材料更换时间的显示,但也可以将这些汇总在相同步骤进行。
[0064]
在步骤s170中,作业者将与图5的材料更换时间对应的追加的材料更换时间传递给生产管理者,例如使用干燥装置使适合的材料干燥而将其搬运到注射成型机10。此外,在已经从注射成型机10投入不适合的材料后,实施从注射成型机10去除不适合的材料的作业。作业者将去除的材料归还到材料保管场所,并将干燥的适合的材料搬运到注射成型机10而投入到注射成型机10。并且,返回到步骤s130,作业者使用ui94,将新的材料信息输入到注射成型机10的控制装置90。控制装置90向管理服务器80发送材料信息,管理服务器80基于注射成型机识别信息检索材料识别信息,在经由步骤s140后在步骤s160中,判定材料识别信息是否与材料信息一致。在管理服务器80判定为材料识别信息与材料信息一致的情况下,进入步骤s180。
[0065]
在步骤s180中,在注射成型机10中开始成型品的成型,因此开始注射成型机管理系统1的驱动。具体而言,管理服务器80向注射成型机10发送允许开始生产的信号,注射成型机10开始生产。并且,随着成型品的成型的结束,结束本实施例的注射成型机管理方法。
[0066]
如上所述,本实施例的注射成型机管理方法具有将与成型的成型品对应确定的适合的注射成型用模具40的模具识别信息、和与成型的成型品对应确定的适合的材料的材料识别信息存储于存储部82的存储工序(步骤s110)。另外,具有输入成型的成型品的成型品信息、使用的材料的材料信息和使用的注射成型用模具40的模具信息的信息输入工序(步骤s130)。另外,具有判定使用的注射成型用模具40以及材料是否是与成型的成型品对应而适合的注射成型用模具40以及适合的材料的判定工序(步骤s140以及步骤s160)。另外,具有进行基于判定工序的判定结果的显示的显示工序(步骤s140以及步骤s160)。在此,如上所述,在判定工序中,基于由信息输入工序输入的成型品信息,根据信息输入工序中输入的材料信息以及模具信息和存储于存储部82的模具识别信息以及材料识别信息,判定使用的注射成型用模具40以及材料是否是与成型的成型品对应而适合的注射成型用模具40以及适合的材料。另外,如上所述,在显示工序中,在判定工序中判定为不是与成型的成型品对应而适合的注射成型用模具40的情况下显示更换注射成型用模具40所需的模具更换时间,在判定工序中判定为不是与成型的成型品对应而适合的材料的情况下显示更换材料所需的材料更换时间。
[0067]
由此,本实施例的注射成型机管理方法根据在信息输入工序输入的模具信息以及
材料信息和存储于存储部82的模具识别信息以及材料识别信息,判定使用的注射成型用模具40以及材料是否是与成型的成型品对应而适合的注射成型用模具40以及适合的材料。因此,不仅能够判断使用的注射成型用模具40是否适合,还能够判断使用的材料是否适合。另外,在本实施例的注射成型机管理方法中,在显示工序中,除了判定工序中的判定结果以外,在不是与成型的成型品对应而适合的注射成型用模具40、材料的情况下,还显示更换注射成型用模具40、材料所需的模具更换时间、材料更换时间。因此,使用的注射成型用模具40、材料不是适合的情况下,能够将更换为适合的注射成型用模具40、材料的时间通知给作业者。因此,通过执行本实施例的注射成型机管理方法,能够适当管理注射成型机10。
[0068]
此外,如上所述,本实施例的注射成型机管理系统1具备多个注射成型机10。具体而言,如图4的成型机id号码a、b以及c所示那样,至少具备三个注射成型机10。其中,还存在根据成型的成型品,还具备不适合使用的注射成型机10的情况。并且,存储部82存储与成型的成型品分别对应确定的适合的注射成型机10的注射成型机识别信息。另外,ui94能够输入使用的注射成型机10的注射成型机信息。并且,作为判定部的cpu81基于从ui94输入的成型品信息,根据存储于存储部82的注射成型机识别信息,判定使用的注射成型机10是否是与成型的成型品对应而适合的注射成型机10。在此,显示部93在cpu81判定为不是与成型的成型品对应而适合的注射成型机10的情况下能够显示更换注射成型机10所需的注射成型机更换时间。
[0069]
本实施例的注射成型机管理系统1由于成为这样的构成,因此能够判断使用的注射成型机10是否适合。另外,显示部93除了显示cpu81的判定结果以外,在不是与成型的成型品对应而适合的注射成型机10的情况下,显示更换注射成型机10所需的注射成型机更换时间,因此在使用的注射成型机10不是适合的情况下,能够将更换为适合的注射成型机10的时间通知给作业者。因此,本实施例的注射成型机管理系统1能够适当管理注射成型机10。此外,在本实施例中,在不是与成型的成型品对应而适合的注射成型机10的情况下除了显示更换为适合的注射成型机10的时间以外还显示cpu81的判定结果,但也可以仅显示更换为适合的注射成型机10的时间。这是因为如果显示更换为适合的注射成型机10的时间,则显然可知不是与成型的成型品对应而适合的注射成型机。
[0070]
在此,如上所述,在模具更换时间中,包括输送注射成型用模具40的时间以及安装注射成型用模具40的时间。因此,作业者能够准确识别模具更换时间。
[0071]
另外,如上所述,在材料更换时间中包括制作材料的时间以及搬运材料的时间。因此,作业者能够准确识别材料更换时间。在此,制作“材料的时间”是指,除了材料的混合、搅拌的时间等以外,还包括在使用颗粒状的材料的情况等下使材料干燥的时间等。
[0072]
另外,如本实施例的注射成型机管理系统1那样,也可以具备温度调节装置61、成型品取出装置62以及材料投入装置63中的至少任一装置。在这种情况下,存储部82存储注射成型机管理系统1所具备的这些装置的识别信息,ui94能够输入注射成型机管理系统1所具备的这些装置的信息,cpu81基于从ui94输入的成型品信息,根据注射成型机管理系统1所具备的这些装置的识别信息,判定使用的装置是否是与成型的成型品对应而适合的装置,显示部93在cpu81判定为使用的装置不是与成型的成型品对应而适合的装置的情况下显示更换这些装置所需的装置更换时间。通过设为这样的构成,能够判断使用的这些装置是否是适合的。另外,显示部93除了显示cpu81的判定结果以外,在不是与成型的成型品对
应而适合的装置的情况下,显示更换装置所需的装置更换时间,由此在使用的装置不是适合的情况下,能够将更换为适合的装置的时间通知给作业者。因此,通过设为这样的构成,能够适当管理这些装置。此外,也可以设为在与成型的成型品对应而这些不是适合的装置的情况下,除了显示更换为适合的装置的时间以外还显示cpu81的判定结果的构成,但也可以设为仅显示更换为适合的装置的时间的构成。这是因为,如果显示有更换为适合的装置的时间,则显然可知不是与成型的成型品对应而适合的装置。
[0073]
在本实施例的注射成型机管理系统1中,信息输入单元是用户界面,但也可以是图像读取单元或者声音输入单元中的任一方。这是因为,即使是利用用户界面的作业者所进行的手动的输入、基于图像读取单元所进行的条形码、qr码(注册商标)等的读取的输入、利用声音输入单元的作业者所进行的声音的输入中的任一方,也能够简单地进行信息输入。
[0074]
如图3至图5所示那样,在本实施例的注射成型机管理系统1中,显示部93显示材料信息以及模具信息与模具识别信息以及材料识别信息中不一致的项目作为cpu81的判定结果。因此,本实施例的注射成型机管理系统1在不是与成型的成型品对应而适合的注射成型用模具40或者材料的情况下,除了是适合的状态还是不适合的状态的判定结果以外,还能够使作业者识别其原因是注射成型用模具40还是材料。
[0075]
本发明不限于上述实施例,能够在不脱离其主旨的范围内以各种构成实现。为了解决上述课题的一部分或全部,或者,为了达成上述效果的一部分或全部,可以对与发明内容中记载的各形态中的技术特征对应的实施例中的技术特征适当进行替换、组合。另外,其技术特征只要在本说明书中没有说明为必须,则可以适当削除。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
