1.本发明涉及金属材料铸造技术领域,具体为一种高强度抗弯折金属家具材料铸造工艺。
背景技术:
2.金属家具所用的金属材料,通过冲压、锻、铸、模压、弯曲、焊接等加工工艺可获得各种造型,用电镀、喷涂、敷塑等主要加工工艺进行表面处理和装饰,金属家具连接通常采用焊、螺钉、销接等多种连接方式组装、造型,金属的主要构成部件大都采用各种优质薄壁碳素钢管材、不锈钢管材、钢金属管材、木材、各类人造板、玻璃、石材、塑料、皮革等。
3.然而,在现阶段存在的金属家具材料中,普遍存在强度和抗弯折强度不高的问题,在长期的使用过程中,易出现金属家具材料断裂和变形的问题,从而直接影响了金属家具的使用寿命,同时,在现阶段普遍的金属家具铸造的过程中,均采用普通钢材或不锈钢材,因此,在铸造的过程中,难以提高其强度和抗弯折强度。
技术实现要素:
4.(一)解决的技术问题
5.针对现有技术的不足,本发明提供了一种高强度抗弯折金属家具材料铸造工艺,解决了强度不足和抗弯折强度不足的问题。
6.(二)技术方案
7.为实现以上目的,本发明通过以下技术方案予以实现:一种高强度抗弯折金属家具材料,包括以下重量份的原材料:铁20~30份、锰15~18份、铬12~15份、锆5~8份、碳10~13份、氮化硅8~10份、铼5~8份、铪5~8份、铜12~15份、镍15~18份、钴8~10份、钨8~10份、钼8~10份和纳米碳化硅6~8份。
8.优选的,一种高强度抗弯折金属家具材料铸造工艺,包括以下步骤:
9.s1.熔炼
10.按照上述重量份的材料,将二分之一的铁、三分之一的碳、全部的铜、全部的锰、二分之一的铪和二分之一的镍放入熔炼炉中,将熔炼炉的温度上升至800℃~1100℃,并进行保温处理,待上述所添加至熔炼炉中的材料均熔化后,将剩余二分之一的铁、三分之二的碳、二分之一的铪和二分之一的镍依次加入至熔炼炉中,随后以1.5℃~3.5℃/min的速度将熔炼炉的温度上升至900℃~1150℃,并进行保温处理,待熔炼炉中的材料均熔化后,以1.0℃~2.0℃/min的速度将熔炼炉的温度上升至1200℃~1350℃,随后将全部的锆、铼、钴、钨和钼依次加入熔炼炉中,并进行保温处理,直至熔炼炉中的材料完全熔化;
11.s2.烧结
12.将上述全部熔化的混合物材料冷却后转移至烧结炉中,以3.0℃~4.5℃/min的速度将烧结炉内温度提升至1050℃~1100℃,随后进行保温处理,待烧结炉内混合材料稳定后,向烧结炉内通过氮气,并以1.0℃~1.5℃的速度将烧结炉内的温度提升至1300℃~
1350℃,随后持续通入氮气并对烧结炉进行保温处理;
13.s3.冷却
14.待上述保温处理完成后,持续对烧结炉中通入氮气,并以5℃~6℃/min的速度将烧结炉内的温度降低至1200℃~1250℃,随后进行保温处理,待保温处理完成后,以6℃~7℃/min的速度将烧结炉内的温度降低至1000℃~1050℃,然后将全部的氮化硅和纳米碳化硅依次加入至烧结炉中,并进行保温处理;
15.s4.浇铸
16.将上述所熔化的混合液匀速倒入模具中,在常温常压的环境中,自然冷却至420℃~480℃;
17.s5.退火、淬火和回火
18.将上述浇铸完成的材料,依次通过退火炉、淬火炉和回火炉进行退火、淬火和回火的处理,最终即可得到一份高强度抗弯折的金属家具材料。
19.优选的,所述s1中将熔炼炉的温度上升至800℃~1100℃时所保温的时间为30~50min,所述s1中将熔炼炉的温度上升至900℃~1150℃时所保温的时间为40~60min,所述s1中将熔炼的温度上升至1200℃~1350℃时所保温的时间为1.0~1.5h。
20.优选的,所述s2中将烧结炉内温度提升至1050~1100℃时所保温的时间为30~40min,所述s2中将烧结炉内温度提升至1200℃~1350℃时所保温的时间为40~45min。
21.优选的,所述s3中将烧结炉内温度降低至1200℃~1250℃时所保温的时间为20~30min,所述s3中将烧结炉内温度降低至1000℃~1050℃时所保温的时间为30~40min。
22.(三)有益效果
23.本发明提供了一种高强度抗弯折金属家具材料铸造工艺。具备以下有益效果:
24.1、本发明通过铁、锰、铬、锆、碳、氮化硅、铼、铪、铜、镍、钴、钨、钼和纳米碳化硅相互熔合作为金属家具的材料,其中,适量的铜加入,可有效的改善合金的抗弯曲性能,并有效的改善合金的硬度和韧性;适量锰的加入,可有效的提高合金的强度和抗压能力;钼的加入不仅可改善合金的耐腐蚀性能,同时可有效的提高铁合金的强度和耐磨性能;铬的加入,不仅可以增加合金的强度,同时在与空气检出后会产生一层极薄的氧化层,可有效的阻止氧气腐蚀金属;锆的加入,有利于提高各金属之间的连接,提高合金的稳定性;氮化硅的加入可有效的提高合金的硬度,同时具有良好的抗氧化性,可有效的避免在长期暴露在空气中被氧气氧化;铼具有良好的塑性、机械性和抗蠕变性能,同时还具有良好的耐磨损和抗腐蚀性能;铪具有良好的抗腐蚀性;镍具有磁性和良好的可塑性。有好的耐腐蚀性,在空气中不被氧化,又耐强碱,镍的铝合金材料延展性、硬度、抗腐蚀均得到明显提高;钴在合金当中起到提高抗压,抗疲劳强度,还有耐高温作用;由于钨和碳的相互作用很强,可增加渗碳钢表层含碳量,降低渗碳层总厚度,钨提高钢的强韧性,防止产生回火脆性;纳米碳化硅拥有较好的结合性,在合金中具有较好的结合力,可提高合金的稳定性和抗弯折强度;因此,由上述材料所共同组成金属家具的生产材料,有效的丰富了金属家具材料的性能,同时使金属家具材料具有高强度和高抗弯折强度,有效的提高了金属家具的使用寿命。
25.2、本发明通过对混合材料的熔炼实现多种金属和非金属的混合,在烧结的作用下使混合物具有更好的密封性,并在氮气的保护作用下更易于对合金表面氧化度的控制,通过退火、淬火和回火强化合金的强度和抗弯折强度。
具体实施方式
26.下面将结合本发明实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
27.实施例一:
28.本发明实施例提供一种高强度抗弯折金属家具材料铸造工艺,包括以下重量份的原材料:铁20份、锰15份、铬12份、锆5份、碳10份、氮化硅8份、铼5份、铪5份、铜12份、镍15份、钴8份、钨8份、钼8份和纳米碳化硅6份,适量的铜加入,可有效的改善合金的抗弯曲性能,并有效的改善合金的硬度和韧性;适量锰的加入,可有效的提高合金的强度和抗压能力;钼的加入不仅可改善合金的耐腐蚀性能,同时可有效的提高铁合金的强度和耐磨性能;铬的加入,不仅可以增加合金的强度,同时在与空气检出后会产生一层极薄的氧化层,可有效的阻止氧气腐蚀金属;锆的加入,有利于提高各金属之间的连接,提高合金的稳定性;氮化硅的加入可有效的提高合金的硬度,同时具有良好的抗氧化性,可有效的避免在长期暴露在空气中被氧气氧化;铼具有良好的塑性、机械性和抗蠕变性能,同时还具有良好的耐磨损和抗腐蚀性能;铪具有良好的抗腐蚀性;镍具有磁性和良好的可塑性。有好的耐腐蚀性,在空气中不被氧化,又耐强碱,镍的铝合金材料延展性、硬度、抗腐蚀均得到明显提高;钴在合金当中起到提高抗压,抗疲劳强度,还有耐高温作用;由于钨和碳的相互作用很强,可增加渗碳钢表层含碳量,降低渗碳层总厚度,钨提高钢的强韧性,防止产生回火脆性;纳米碳化硅拥有较好的结合性,在合金中具有较好的结合力,可提高合金的稳定性和抗弯折强度;因此,由上述材料所共同组成金属家具的生产材料,有效的丰富了金属家具材料的性能,同时使金属家具材料具有高强度和高抗弯折强度,有效的提高了金属家具的使用寿命。
29.一种高强度抗弯折金属家具材料铸造工艺,包括以下步骤:
30.s1.熔炼
31.按照上述重量份的材料,将二分之一的铁、三分之一的碳、全部的铜、全部的锰、二分之一的铪和二分之一的镍放入熔炼炉中,将熔炼炉的温度上升至800℃,并进行保温处理,待上述所添加至熔炼炉中的材料均熔化后,将剩余二分之一的铁、三分之二的碳、二分之一的铪和二分之一的镍依次加入至熔炼炉中,随后以1.5℃/min的速度将熔炼炉的温度上升至900℃,并进行保温处理,待熔炼炉中的材料均熔化后,以1.0℃/min的速度将熔炼炉的温度上升至1200℃,随后将全部的锆、铼、钴、钨和钼依次加入熔炼炉中,并进行保温处理,直至熔炼炉中的材料完全熔化;
32.s2.烧结
33.将上述全部熔化的混合物材料冷却后转移至烧结炉中,以3.0℃/min的速度将烧结炉内温度提升至1050℃,随后进行保温处理,待烧结炉内混合材料稳定后,向烧结炉内通过氮气,并以1.0℃的速度将烧结炉内的温度提升至1300℃,随后持续通入氮气并对烧结炉进行保温处理;
34.s3.冷却
35.待上述保温处理完成后,持续对烧结炉中通入氮气,并以5℃/min的速度将烧结炉内的温度降低至1200℃,随后进行保温处理,待保温处理完成后,以6℃/min的速度将烧结
炉内的温度降低至1000℃,然后将全部的氮化硅和纳米碳化硅依次加入至烧结炉中,并进行保温处理;
36.s4.浇铸
37.将上述所熔化的混合液匀速倒入模具中,在常温常压的环境中,自然冷却至420℃;
38.s5.退火、淬火和回火
39.将上述浇铸完成的材料,依次通过退火炉、淬火炉和回火炉进行退火、淬火和回火的处理,最终即可得到一份高强度抗弯折的金属家具材料。
40.s1中将熔炼炉的温度上升至800℃时所保温的时间为30min,s1中将熔炼炉的温度上升至900℃时所保温的时间为40min,s1中将熔炼的温度上升至1200℃时所保温的时间为1.0h。
41.s2中将烧结炉内温度提升至1050℃时所保温的时间为30min,s2中将烧结炉内温度提升至1200℃时所保温的时间为40min。
42.s3中将烧结炉内温度降低至1200℃时所保温的时间为20min,s3中将烧结炉内温度降低至1000℃时所保温的时间为30min。
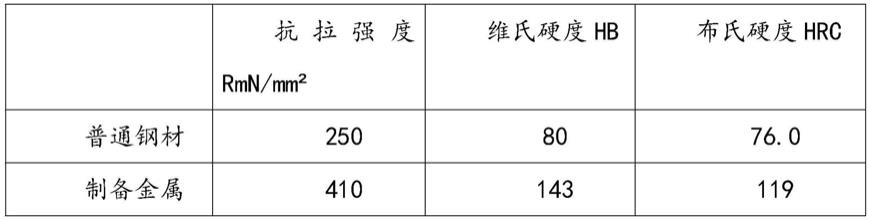
43.将上述制备得到的金属家具材料与普通钢材进行强度和抗弯折试验,得到以下数据:
[0044][0045]
由上述数据可知,所制备的金属家具材料具有高强度和高抗弯折性能。
[0046]
实施例二:
[0047]
本发明实施例提供一种高强度抗弯折金属家具材料铸造工艺,包括以下重量份的原材料:铁30份、锰18份、铬15份、锆8份、碳13份、氮化硅10份、铼8份、铪8份、铜15份、镍18份、钴10份、钨10份、钼10份和纳米碳化硅8份。
[0048]
一种高强度抗弯折金属家具材料铸造工艺,包括以下步骤:
[0049]
s1.熔炼
[0050]
按照上述重量份的材料,将二分之一的铁、三分之一的碳、全部的铜、全部的锰、二分之一的铪和二分之一的镍放入熔炼炉中,将熔炼炉的温度上升至1100℃,并进行保温处理,待上述所添加至熔炼炉中的材料均熔化后,将剩余二分之一的铁、三分之二的碳、二分之一的铪和二分之一的镍依次加入至熔炼炉中,随后以3.5℃/min的速度将熔炼炉的温度上升至1150℃,并进行保温处理,待熔炼炉中的材料均熔化后,以2.0℃/min的速度将熔炼炉的温度上升至1350℃,随后将全部的锆、铼、钴、钨和钼依次加入熔炼炉中,并进行保温处理,直至熔炼炉中的材料完全熔化;
[0051]
s2.烧结
[0052]
将上述全部熔化的混合物材料冷却后转移至烧结炉中,以4.5℃/min的速度将烧
结炉内温度提升至1100℃,随后进行保温处理,待烧结炉内混合材料稳定后,向烧结炉内通过氮气,并以1.5℃的速度将烧结炉内的温度提升至1350℃,随后持续通入氮气并对烧结炉进行保温处理;
[0053]
s3.冷却
[0054]
待上述保温处理完成后,持续对烧结炉中通入氮气,并以6℃/min的速度将烧结炉内的温度降低至1250℃,随后进行保温处理,待保温处理完成后,以7℃/min的速度将烧结炉内的温度降低至1050℃,然后将全部的氮化硅和纳米碳化硅依次加入至烧结炉中,并进行保温处理;
[0055]
s4.浇铸
[0056]
将上述所熔化的混合液匀速倒入模具中,在常温常压的环境中,自然冷却至480℃;
[0057]
s5.退火、淬火和回火
[0058]
将上述浇铸完成的材料,依次通过退火炉、淬火炉和回火炉进行退火、淬火和回火的处理,最终即可得到一份高强度抗弯折的金属家具材料。
[0059]
s1中将熔炼炉的温度上升至1100℃时所保温的时间为50min,s1中将熔炼炉的温度上升至1150℃时所保温的时间为60min,s1中将熔炼的温度上升至1350℃时所保温的时间为1.5h。
[0060]
s2中将烧结炉内温度提升至1100℃时所保温的时间为40min,s2中将烧结炉内温度提升至1350℃时所保温的时间为45min。
[0061]
s3中将烧结炉内温度降低至1250℃时所保温的时间为30min,s3中将烧结炉内温度降低至1050℃时所保温的时间为40min。
[0062][0063]
由上述数据可知,所制备的金属家具材料具有高强度和高抗弯折性能。
[0064]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
