1.本发明涉及角件金属模技术领域,尤其涉及一种集装箱角件金属模及其浇筑工艺。
背景技术:
2.角件为集装箱上重要的部件,在集装箱的起吊、搬运、固定、堆码和栓固作业中都起着关键作用,箱体受到的大部分作用力几乎都是由角件来传递,同时,作为箱体的最外缘,角件还起着保护集装箱体的作用。在iso 1161标准中还严格规定了它的结构尺寸和定位尺寸,以此为实现集装箱自动化作业提供必要的条件。
3.现在的角件生产过程中,采用注入金属液体,通过上下加压方式进行模具的制造和生产,这种方式,在角件成型后,角件压铸件不容易从磨具内取出,同时,角件压铸件通过液态压铸,在角件压铸件边角位置容易出现缩孔、缩松,影响角件压铸件产品。
技术实现要素:
4.针对上述问题,本发明旨在解决上面描述的问题。本发明的一个目的是提供解决以上问题中的一种集装箱角件金属模及其浇筑工艺。
5.集装箱角件金属模包括:底板,顶侧设置有底座,底座两侧设置有滑槽;模板内芯,固设在底座顶侧;模板外模,包括两块,对称设置在模板内芯两侧,两模板外模底侧与滑槽滑动连接,且两模板外模合模时候形成角件容腔,角件容腔顶侧形成进料通道,在角件容腔一侧还设置有加热结构;伸缩气缸,包括两个,对称设在两模板外模两侧,与两模板外模固定连接,且通过立柱固定在底板顶侧。
6.本技术集装箱角件金属模通过两伸缩气缸将两模板外模合模形成角件容腔和进料通道,金属浆料通过进料通道进入角件容腔,通过加热结构在压铸时候对角件压铸件加热,避免孔洞产生,待角件压铸件成型,通过两伸缩气缸将两模板外模分离,此时,角件压铸件被留置在底座顶侧,角件压铸件容易取出,并不需要将角件压铸件从模具中倒出或者取出,角件边缘不会磨损。
7.优选地,集装箱角件金属模还包括:顶杆,对称设置在两模板外模两侧。
8.本技术集装箱角件金属模通过设置顶杆,能够保证合模时候模板外模不偏位。
9.优选地,集装箱角件金属模还包括:压射管,设置在进料通道内,外侧壁与进料通道密封连接;压射组件,安装于压射管顶侧,与角件容腔连通;进料管,设置在模板外模底侧,且与压射管连通。
10.其中,为了方便进料,通过压射组件,将半固态浆料从压射管压射进入角件容腔。
11.优选地,加热结构包括:容腔外加热腔,开设在模板外模内,且设置在角件容腔外侧。
12.本技术集装箱角件金属模通过容腔外加热腔,能够提高角件容腔外侧半固态浆料的流动性,避免浆料过快冷却,不能填补角件容腔,产生缺边,或太快冷却产生锁孔、缩松。
13.优选地,加热结构还包括:容腔内加热管,开设在模板内芯内,且沿着模板内芯的个面呈盘型管设置。
14.本技术集装箱角件金属模通过容腔内加热管,能够提高角件容腔内侧半固态浆料的流动性,避免浆料过快冷却,不能填补角件容腔,产生缺边,或太快冷却产生锁孔、缩松。
15.优选地,集装箱角件金属模还包括:超声波装置,固设在底座顶侧,且设置在角件容腔底侧。
16.本技术集装箱角件金属模通过设置超声波装置,超声波进入角件容腔内,能够显著提高了晶粒细化效果,所制备的角件压铸件的组织圆整、细密,晶粒细小,从而使金属材料的力学性能得到大幅度提高,能够避免缩孔、缩松产生。
17.优选地,集装箱角件金属模还包括:磁场发生器,设置在模板外模顶侧和底侧。且设置在角件容腔边缘线垂直位置。
18.本技术集装箱角件金属模通过设置脉冲磁场,能够改善角件容腔边角位置的半固态浆料的凝固特性,从而使其晶相组织得到显著改善,能够显著提高了晶粒细化效果,能够避免缩孔、缩松产生。
19.一种集装箱角件浇筑工艺,集装箱角件浇筑工艺包括:
20.s1、涂抹脱模剂:在模板外模的角件容腔涂抹涂膜剂;
21.s2、合模:通过伸缩气缸使得两模板外模合模;
22.s3、浇筑:将半固态金属通过进料管注入至压射管中,利用压射组件进行压铸;
23.s4、脱模:通过伸缩气缸使得两模板外模分离,压铸产品留置于底座顶侧,敲除模板内芯。
24.本技术集装箱角件金属模浇筑工艺在s3后还包括:
25.s301:加热,通过容腔外加热腔加热角件容腔;
26.s302:超声细化,通过超声波装置,在压铸时将震动传递至角件容腔,提升半固态金属的流动性和快速充型。
27.本技术集装箱角件浇筑工艺还通过容腔内加热管41对角件容腔22进行加热,能够避免角件容腔22内侧半固态浆料的流动性差,产生缩孔、缩松缺陷。
28.本技术集装箱角件金属模浇筑工艺在s301还包括:
29.s303:通过磁场发生器对角件容腔的角部施加脉冲磁场。
30.本技术集装箱角件浇筑工艺通过磁场发生器处理半固态浆料的角部边缘位置,使得压铸件的角部边缘位置晶粒更加细化,能够避免避免边缘位置过快冷却产生缩孔缩松,提高压铸品的质量。
31.本技术集装箱角件金属模浇筑工艺在s4后还包括:
32.s5、均匀退火:将压铸完成后的角件压铸件放入时效炉内,进行均匀化退火。
33.本技术集装箱角件浇筑工艺通过增加均匀化退火工艺,该工艺的设计使得加工出来的角件压铸件的力学性能得到提高,同时避免了合金中的化学成分出现不均匀化,即晶粒尺度内的化学成分不均匀性等情况。
34.本技术集装箱角件金属模浇筑工艺步骤s涂抹脱模剂包括:
35.伸缩气缸使得两模板外模合模;
36.将脱模剂通过进料管投入至压射管中,进入角件容腔;
37.压射组件调整角件容腔内部压强;
38.本技术集装箱角件浇筑工艺通过容腔外加热腔对角件容腔加热,使得脱模剂气化均匀涂抹于角件容腔内壁。
39.本发明集装箱角件金属模及其浇筑工艺具有以下技术效果:
40.1.本技术集装箱角件金属模及其浇筑工艺通过两伸缩气缸将两模板外模合模形成角件容腔和进料通道,金属浆料通过角件容腔进入角件容腔,对角件容腔加热,施加超声波,待角件压铸件成型,通过两伸缩气缸将两两模板外模分离,此时,角件压铸件被留置在底座顶侧,并不需要将角件从模具中倒出或者取出,角件压铸件容易取出,且通过对压铸件加热,施加超声波、磁场,能够提高半固态浆料流动性,细化晶粒,避免孔洞产生。
41.2.本技术集装箱角件金属模及其浇筑工艺使用半固态压铸方法,铸件尺寸精度高、外观质量好,减少了机械加工量,甚至可以得到无机械加工余量铸件;消除了常规铸件中的柱状晶和粗大树枝晶,铸件组织细小、致密,分布均匀,不存在宏观偏析,能够降低能耗,改善劳动条件提高铸件力学性能。
42.参照附图来阅读对于示例性实施例的以下描述,本发明的其他特性特征和优点将变得清晰。
附图说明
43.并入到说明书中并且构成说明书的一部分的附图示出了本发明的实施例,并且与描述一起用于解释本发明的原理。在这些附图中,类似的附图标记用于表示类似的要素。下面描述中的附图是本发明的一些实施例,而不是全部实施例。对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,可以根据这些附图获得其他的附图。
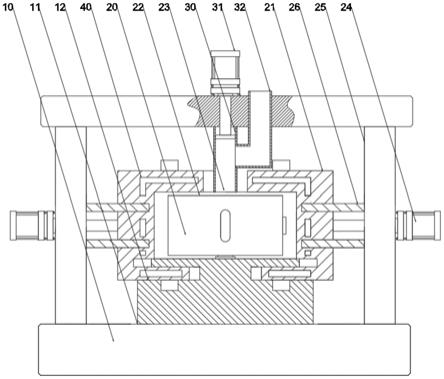
44.图1示例性地示出了本发明集装箱角件金属模总装结构图;
45.图2示例性地示出了本发明集装箱角件金属模合模结构图;
46.图3示例性地示出了本发明集装箱角件金属模结构图;
47.图中:10、底板;11、底座;12、滑槽;20、模板内芯;21、模板外模;22、角件容腔;23、进料通道;24、伸缩气缸;25、立柱;26、顶杆;30、压射管;31、压射组件;32、进料管;40、容腔外加热腔;41、容腔内加热管;42、超声波装置;43、磁场发生器。
具体实施方式
48.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互任意组合。
49.下面结合附图及实施例,详细说明该集装箱角件金属模及其浇筑工艺。
50.实施例1
51.如图1-3所示,本发明的一个目的是提供一种集装箱角件金属模及其浇筑工艺,可以包括:
52.底板10,顶侧设置有底座11,底座11两侧设置有滑槽12;模板内芯20,固设在底座
11顶侧;模板外模21,包括两块,对称设置在模板内芯20两侧,两模板外模21底侧与滑槽12滑动连接,且两模板外模21合模时候形成角件容腔22,角件容腔22顶侧形成进料通道23,在角件容腔22一侧还设置有加热结构;伸缩气缸24,包括两个,对称设在两模板外模21两侧,与两模板外模21固定连接,且通过立柱25固定在底板10顶侧。
53.其中,通过两伸缩气缸24将两模板外模21合模形成角件容腔22和进料通道23,金属浆料通过进料通道23进入角件容腔22,通过加热结构在压铸时候对角件压铸件加热,避免孔洞产生,待角件压铸件成型,通过两伸缩气缸24将两模板外模21分离,此时,角件压铸件被留置在底座11顶侧,角件压铸件容易取出,并不需要将角件压铸件从模具中倒出或者取出,角件边缘不会磨损。
54.其中,模板内芯20采用型砂制备工艺制备而成,方便后续捣碎型砂,形成角件内芯。
55.实施例2
56.在一个优选实施例中,集装箱角件金属模还包括:顶杆26,对称设置在两模板外模21两侧。
57.其中,通过设置顶杆26,能够保证合模时候模板外模21不偏位。
58.实施例3
59.在另一个优选实施例中,集装箱角件金属模还包括:压射管30,设置在进料通道23内,外侧壁与进料通道23密封连接;压射组件31,安装于压射管30顶侧,与角件容腔22连通;进料管32,设置在模板外模21底侧,且与压射管30连通。
60.其中,为了方便进料,通过压射组件31,将半固态浆料从压射管30压射进入角件容腔22。
61.实施例4
62.在又一个优选实施例中,加热结构包括:容腔外加热腔40,开设在模板外模21内,且设置在角件容腔22外侧。
63.其中,通过容腔外加热腔40,能够提高角件容腔22外侧半固态浆料的流动性,避免浆料过快冷却,不能填补角件容腔22,产生缺边,或太快冷却产生锁孔、缩松。
64.实施例5
65.在还一个优选实施例中,加热结构还包括:容腔内加热管41,开设在模板内芯20内,且沿着模板内芯20的6个面呈盘型管设置。
66.其中,通过容腔内加热管41,能够提高角件容腔22内侧半固态浆料的流动性,避免浆料过快冷却,不能填补角件容腔22,产生缺边,或太快冷却产生锁孔、缩松。
67.其中,容腔内加热管41制备成盘状六面体结构,然后通过型砂添补六面体结构内侧和外侧,压实型砂,制备成模板内芯20。
68.其中,容腔内加热管41的进水端和出水端,均设置在底座11上。
69.其中,容腔内加热管41由常温状态下硬化,高温下软化的材料组成,在常温下方便形成加热管路,但压铸加热时候,容腔内加热管41容易软化,方便压铸完成后从角件压铸件中取出。
70.实施例6
71.在实际使用的时候,集装箱角件金属模还包括:超声波装置42,固设在底座11顶
侧,且设置在角件容腔22底侧。
72.其中,通过设置超声波装置42,超声波进入角件容腔22内,能够显著提高了晶粒细化效果,所制备的角件压铸件的组织圆整、细密,晶粒细小,从而使金属材料的力学性能得到大幅度提高,能够避免缩孔、缩松产生。
73.其中,超声波装置42的功率为500-700w。
74.实施例7
75.在实际使用的时候,集装箱角件金属模还包括:磁场发生器43,设置在模板外模21顶侧和底侧。且设置在角件容腔22边缘线垂直位置。
76.其中,通过设置脉冲磁场,能够改善角件容腔22边角位置的半固态浆料的凝固特性,从而使其晶相组织得到显著改善,能够显著提高了晶粒细化效果,能够避免缩孔、缩松产生。
77.其中,脉冲磁场频率f的范围为0.1-10hz,磁感应强度为0.6-2.5t
78.一种集装箱角件浇筑工艺,集装箱角件浇筑工艺包括:
79.s1、涂抹脱模剂:在模板外模21的角件容腔22涂抹涂膜剂;
80.s2、合模:通过伸缩气缸24使得两模板外模21合模;
81.s3、浇筑:将半固态金属通过进料管32注入至压射管30中,利用压射组件31进行压铸;
82.s4、脱模:通过伸缩气缸24使得两模板外模21分离,压铸产品留置于底座11顶侧,敲除模板内芯20。
83.本技术集装箱角件金属模浇筑工艺在s3后还包括:
84.s301:加热,通过容腔外加热腔40加热角件容腔22;
85.s302:超声细化,通过超声波装置42,在压铸时将震动传递至角件容腔22,提升半固态金属的流动性和快速充型。
86.其中,本技术还通过容腔内加热管41对角件容腔22进行加热,能够避免角件容腔22内侧半固态浆料的流动性差,产生缩孔、缩松缺陷。
87.本技术集装箱角件金属模浇筑工艺在s301还包括:
88.s303:通过磁场发生器43对角件容腔22的角部施加脉冲磁场。
89.其中,通过磁场发生器43处理半固态浆料的角部边缘位置,使得压铸件的角部边缘位置晶粒更加细化,能够避免避免边缘位置过快冷却产生缩孔缩松,提高压铸品的质量。
90.本技术集装箱角件金属模浇筑工艺在s4后还包括:
91.s5、均匀退火:将压铸完成后的角件压铸件放入时效炉内,进行均匀化退火。
92.其中,通过增加均匀化退火工艺,该工艺的设计使得加工出来的角件压铸件的力学性能得到提高,同时避免了合金中的化学成分出现不均匀化,即晶粒尺度内的化学成分不均匀性等情况。
93.本技术集装箱角件金属模浇筑工艺步骤s1涂抹脱模剂包括:
94.伸缩气缸24使得两模板外模21合模;
95.将脱模剂通过进料管32投入至压射管30中,进入角件容腔22,
96.压射组件31调整角件容腔22内部压强;
97.其中,通过容腔外加热腔40对角件容腔22加热,使得脱模剂气化均匀涂抹于角件
容腔22内壁。
98.本技术集装箱角件金属模及其浇筑工艺工作原理:
99.工作时候,其中,通过两伸缩气缸24将两模板外模21合模形成角件容腔22和进料通道23,金属浆料通过进料通道23进入角件容腔22,通过加热结构在压铸时候对角件压铸件加热,避免孔洞产生,待角件压铸件成型,通过两伸缩气缸24将两模板外模21分离,此时,角件压铸件被留置在底座11顶侧,角件压铸件容易取出,并不需要将角件压铸件从模具中倒出或者取出,角件边缘不会磨损。
100.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括
……”
限定的要素,并不排除在包括要素的物品或者设备中还存在另外的相同要素。
101.以上实施例仅用以说明本发明的技术方案而非限制,仅仅参照较佳实施例对本发明进行了详细说明。本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的精神和范围,均应涵盖在本发明的权利要求范围当中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
