1.本发明属于电镀砂轮技术,具体涉及一种双磨料槽磨砂轮及其制备方法与应用。
背景技术:
2.空调的心脏是压缩机,压缩机的好坏决定空调的品质和节能效率,槽磨砂轮主要应用于空调压缩机的叶片槽及叶片泵、转子叶片槽、传动轴等行业工件的高精度开槽的成型及磨削,电镀cbn砂轮不需修整即可使用,随着高精密加工的要求,对于槽磨砂轮加工的品质和寿命提出了新的挑战。现有技术公开了一种圆弧齿型槽磨砂轮,包括本体;所述本体设有中心孔;所述本体的侧面设有周槽;所述本体的上表面与下表面分别设有圈槽;所述本体的上表面边缘处与下表面边缘处分别设有周凸起结构;所述周凸起结构设有均匀分布的凹槽;所述凹槽朝着中心孔方向;所述凹槽的侧壁为弧形结构;所述凹槽与圈槽连通。现有技术公开了一种槽磨砂轮,包括槽磨砂轮基体、在槽磨砂轮基体的中间位置设置有装卡内孔,在槽磨砂轮基体的外侧设置有磨料层通过粘结层连接,在粘结层上设置有砂轮块,在槽磨砂轮基体和磨料层之间开设有燕尾槽。现有技术公开了一种立方氮化硼槽磨砂轮及其制造方法,用于空调、冰箱压缩机等高速钢部件的加工磨削,砂轮基体中心有安装孔,安装孔上下两端与安装孔同心开有卡槽,砂轮基体外周边呈斜面状的扁平面体,扁平面体外周边上经粘结层装有立方氮化硼磨面层。这些槽磨砂轮需要制备出复杂的表面结构,而且不涉及电镀砂轮。现有技术提供一种研磨切割刀片,刀片通过将细研磨剂电镀到阴极盘上形成第一层,然后将第二层较粗的研磨剂电镀到上述第一层上制得。然后将第三层细研磨剂电镀到第二层。所得复合物然后从阴极盘上取下,形成多磨粒多层无轮毂刀片,该工艺不适用于槽磨砂轮。现有技术公开了一种多孔型电镀结合剂砂轮的制备方法,其包括1)配置镍的电镀液;2)基体绝缘、除油、氧化预处理;3)以基体为阴极,镍棒为阳极,在外接直流电作用下电镀;4)预浸渍:将带有镍-磨料-金属不溶性化合物磨料层的基体浸渍于稀酸溶液中初步腐蚀,得到多孔型电镀结合剂砂轮,该砂轮为了实现磨料层表面的多孔结构采用复杂的制备工艺,导致生产受到限制。现有市售槽磨砂轮对于工件的加工品质还需改善,砂轮寿命还需提高。
技术实现要素:
3.针对电镀砂轮进行槽磨加工时存在的加工品质有待提升的问题,本发明公开了一种双磨料槽磨砂轮及其制备方法与应用,发明点在均匀混合,使磨料之间产生间隙,通过修整,提高高硬度的cbn之间的空隙,尤其重要的是,本发明没有改变现有氮化硼电镀砂轮的生产步骤,有效解决了现有文献技术不利于工业化的问题。
4.本发明采用如下技术方案:一种双磨料槽磨砂轮,其制备方法包括以下步骤,将基体放入电镀液内,0.5~5a/dm2电镀3~8小时,得到槽磨砂轮粗品;所述槽磨砂轮粗品经过修整出刃,得到双磨料槽磨砂轮。
5.本发明中,电镀液包括cbn磨料、碳化硅以及电镀体系,优选的电镀液由cbn磨料、碳化硅以及电镀体系组成;电镀体系为硫酸镍体系,优选的,电镀体系中,七水合硫酸镍280~360g/l,六水合氯化镍35~50g/l,硼酸30~40g/l,糖精0.8~1.2g/l,1,4-丁缺二醇0.4~0.6g/l,十二烷基硫酸钠0.1~0.2g/l,其余为水。
6.本发明中,电镀时的温度为室温~60℃,优选40~50℃。电镀为2~4.5a/dm2电镀4~7小时。
7.本发明中,1l电镀体系含有8~15gcbn磨料、1~3g碳化硅,优选的,1l电镀体系含有9~12gcbn磨料、1.5~2.5g碳化硅。
8.本发明中,修整出刃为现有技术,是电镀砂轮必要的加工工序,与热压砂轮的外圆修整不同,是两个不同的工艺与方法。一般采用碳化硅砂轮修整出刃,在加工本发明槽磨砂轮粗品后,cbn磨料之间有充分的间距,供加工过程中磨削排屑和冷却液的进入。
附图说明
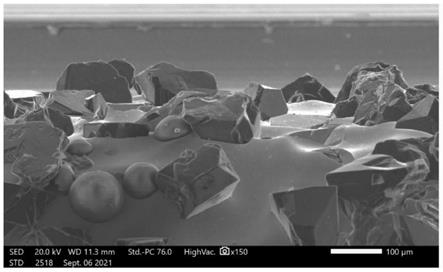
9.图1为实施例一砂轮电镜照片;图2为加工对象;图3为加工结果。
具体实施方式
10.本发明的原料都是市售产品,具体制备操作以及加工测试都为本领域常规方法。cbn磨料为立方氮化硼,95-140微米;碳化硅, 80-95微米;氧化铝,80-95微米;基体在电镀前经过车磨、除油、酸蚀处理,为必要的常规工序。本发明以cbn磨料、碳化硅、硫酸镍电镀体系组成电镀液,电镀得到的砂轮粗品经过现有出刃加工,提高了槽磨砂轮的排屑和冷却效果。
11.实施例一1l水中,加入七水合硫酸镍330g、六水合氯化镍42g、硼酸35g、糖精1g、1,4-丁缺二醇0.5g、十二烷基硫酸钠0.15g,组成硫酸镍电镀体系。
12.将cbn磨料500g、碳化硅100g、硫酸镍电镀体系50l加入生产用带超声波振动的电镀镀槽内,并配上搅拌器搅拌,振动、搅拌30分钟,使原料混合均匀,为常规操作,然后将钢基体放入镀槽内,45℃、3a/dm2电镀生产5小时,得到槽磨砂轮,然后在高精度数控磨床上使用碳化硅砂轮进行修整出刃,得到双磨料槽磨砂轮,电镜照片如图1。
13.实施例二1l水中,加入七水合硫酸镍330g、六水合氯化镍42g、硼酸35g、糖精1g、1,4-丁缺二醇0.5g、十二烷基硫酸钠0.15g,组成硫酸镍电镀体系。
14.将cbn磨料500g、硫酸镍电镀体系50l加入生产用带超声波振动的电镀镀槽内,并配上搅拌器搅拌,振动、搅拌30分钟,使原料混合均匀,然后将钢基体放入镀槽内,45℃、3a/dm2电镀生产5小时,得到槽磨砂轮,然后在高精度数控磨床上使用碳化硅砂轮进行修整出刃,得到单磨料槽磨砂轮。
15.实施例三1l水中,加入七水合硫酸镍330g、六水合氯化镍42g、硼酸35g、糖精1g、1,4-丁缺二
醇0.5g、十二烷基硫酸钠0.15g,组成硫酸镍电镀体系。
16.将cbn磨料500g、氧化铝100g、硫酸镍电镀体系50l加入生产用带超声波振动的电镀镀槽内,并配上搅拌器搅拌,振动、搅拌30分钟,使原料混合均匀,然后将钢基体放入镀槽内,45℃、3a/dm2电镀生产5小时,得到槽磨砂轮,然后在高精度数控磨床上使用碳化硅砂轮进行修整出刃,得到双磨料槽磨砂轮。
17.应用实施例加工对象:压缩机气缸叶片槽,实物如图2,加工转速2.5万转/分。
18.加工效果:现有性能好的市售氮化硼电镀槽磨砂轮:粗糙度rz=1.8μm,寿命3000p;实施例一双磨料槽磨砂轮:粗糙度rz=1.5μm,寿命6000p;实施例二单磨料槽磨砂轮:粗糙度rz=4.0μm,寿命2660p;实施例三双磨料槽磨砂轮:粗糙度rz=2.0μm,寿命4565p。图3为实施例一、实施例二砂轮的加工效果图,敲开看到的纹路,左边是不合格的,纹路较深,粗糙度大rz4.0,发暗;右边是实施例一加工的,粗糙度好,rz1.5。
19.对比例在实施例一的基础上,碳化硅用量调整为160g,其余不变,得到的砂轮进行上述同样的加工实验,寿命4990p。
20.在实施例一的基础上,省略十二烷基硫酸钠,其余不变,得到的砂轮进行上述同样的加工实验,粗糙度rz=2.3μm。
21.实施例四1l水中,加入七水合硫酸镍300g、六水合氯化镍45g、硼酸38g、糖精0.9g、1,4-丁缺二醇0.5g、十二烷基硫酸钠0.12g,组成硫酸镍电镀体系。
22.将cbn磨料500g、碳化硅90g、硫酸镍电镀体系50l加入生产用带超声波振动的电镀镀槽内,并配上搅拌器搅拌,振动、搅拌30分钟,使原料混合均匀,然后将钢基体放入镀槽内,40℃、4a/dm2电镀生产6小时,得到槽磨砂轮,然后在高精度数控磨床上使用碳化硅砂轮进行修整出刃,得到双磨料槽磨砂轮。
23.实施例五1l水中,加入七水合硫酸镍280g、六水合氯化镍43g、硼酸35g、糖精1.2g、1,4-丁缺二醇0.6g、十二烷基硫酸钠0.16g,组成硫酸镍电镀体系。
24.将cbn磨料480g、碳化硅110g、硫酸镍电镀体系50l加入生产用带超声波振动的电镀镀槽内,并配上搅拌器搅拌,振动、搅拌20分钟,使原料混合均匀,然后将钢基体放入镀槽内,50℃、3a/dm2电镀生产7小时,得到槽磨砂轮,然后在高精度数控磨床上使用碳化硅砂轮进行修整出刃,得到双磨料槽磨砂轮。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。