1.本技术涉及材料领域,尤其涉及一种异形薄壁件复合热障涂层的制备方法和异形薄壁件。
背景技术:
2.陶瓷热障涂层可有效提高发动机效率和运行安全性。陶瓷基热障涂层具有耐高温、耐腐蚀和隔热的优点,广泛的应用于在航空发动机和地面燃气轮机的中动叶片及高压涡轮外环部位,应用温度可达1300℃以上,是目前应用温度最高的一类陶瓷热障涂层。随着航空工业的发展,对陶瓷热障涂层的性能提出了更高的需求。要求陶瓷热障涂层的长时服役温度超过1300℃,并具备较小的孔隙、较高的结合强度及抗cmas腐蚀。除了服役温度要满足要求外,涂层还要求具有较高的结合强度和抗热震性能。
3.在实际生产应用中,除了各种性状规整的工件之外,也会需要加工各种异形薄壁件。异形薄壁件形状不规整,很难喷涂均匀;而异形件在喷涂时,喷头和喷涂面之间的配合导致其喷涂均匀的难度进一步加大,难以获得较高的结合强度和抗热震性能。薄壁件在加工过程中还存在常规工装难以夹持的问题。
技术实现要素:
4.本技术的目的在于提供一种异形薄壁件复合热障涂层的制备方法和异形薄壁件,以解决上述问题。
5.为实现以上目的,本技术采用以下技术方案:
6.一种异形薄壁件复合热障涂层的制备方法,包括:
7.采用所述异形薄壁件的仿形工装装卡所述异形薄壁件;
8.预设所述异形薄壁件和喷枪的喷涂相对运动轨迹,并在矫正所述仿形工装、所述异形薄壁件和所述喷枪的初始三维坐标后,按照统一的所述喷涂相对运动轨迹控制所述仿形工装和所述喷枪进行运动,同时所述喷枪执行喷涂作业,在所述异形薄壁件的表面依次形成致密粘结层和陶瓷涂层,得到具有复合热障涂层的异形薄壁件。
9.优选地,所述预设所述异形薄壁件和喷枪的喷涂相对运动轨迹包括:
10.测量所述异形薄壁件的相关尺寸,并采用边界值算法形成所述异形薄壁件的运动轨迹和所述喷枪的喷涂轨迹,将所述异形薄壁件的运动轨迹和所述喷枪的喷涂轨迹拟合得到统一的所述喷涂相对运动轨迹。
11.优选地,所述喷涂作业的过程中,所述喷枪与所述异形薄壁件的喷涂面之间的夹角为85
°‑
95
°
。
12.优选地,所述喷涂作业的过程中,所述喷枪与所述异形薄壁件之间的喷涂相对线速度为0.5m/s-1.0m/s;直面与弧面相交处,所述喷枪与所述异形薄壁件之间的相对加速度为1.5m/s
2-2m/s2。
13.优选地,所述陶瓷涂层的原料包括氧化锆、氧化钇、氧化镝、氧化镱、氧化钆、氧化
镧、氧化铈、氧化镁中的一种或几种;
14.优选地,所述陶瓷涂层的原料的纯度不小于99.5wt%;
15.优选地,所述陶瓷涂层的原料的纯度不小于99.9wt%。
16.优选地,所述致密粘结层的原料包括nicocraly和/或nicocralyx,其中,x选自hf、si或ta。
17.优选地,所述致密粘结层采用超音速喷涂法制备得到,所述陶瓷涂层采用等离子喷涂在大气环境、低压环境或惰性气体保护环境中制得。
18.优选地,所述陶瓷涂层的孔隙率为1%-5%。
19.优选地,所述复合热障涂层的厚度为0.2mm-0.5mm。
20.本技术还提供一种异形薄壁件,使用所述的异形薄壁件复合热障涂层的制备方法制得。
21.与现有技术相比,本技术的有益效果包括:
22.本技术提供的异形薄壁件复合热障涂层的制备方法,通过采用与异形薄壁件的形状相似的仿形工装来装卡异形薄壁件,解决常规工装无法夹持异形薄壁件的问题;通过预设异形薄壁件和喷枪的喷涂相对运动轨迹,并矫正仿形工装、异形薄壁件和喷枪的初始三维坐标,实现仿形工装、异形薄壁件初始姿势一致,且能够使得异形薄壁件和喷枪按照统一的喷涂相对运动轨迹进行运动,实现喷涂作业的均匀化,在异形薄壁件的表面依次形成均匀的致密粘结层和陶瓷涂层,得到具有复合热障涂层的异形薄壁件。通过该方法制得的异形薄壁件,涂层与异形薄壁件之间的结合强度高,涂层的抗热震性能及隔热性能优异,能够有效的提升异形薄壁件的使用温度,延长使用寿命。
23.本技术提供的异形薄壁件,通过使用上述异形薄壁件复合热障涂层的制备方法,所得涂层的抗热震性能及隔热性能优异,使用温度高,使用寿命长。
附图说明
24.为了更清楚地说明本技术实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本技术的某些实施例,因此不应被看作是对本技术范围的限定。
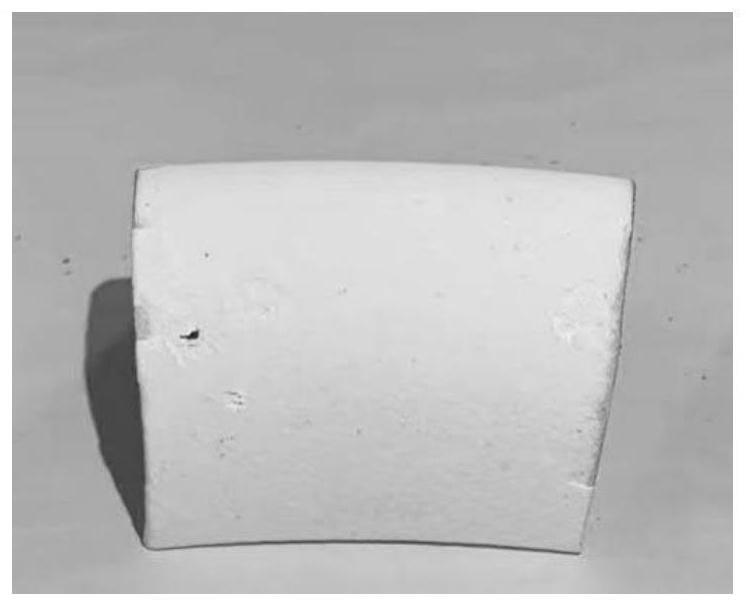
25.图1为实施例1提供的异形薄壁件喷涂涂层之后的外观照片;
26.图2为实施例1提供的异形薄壁件解刨截面组织照片;
27.图3为对比例1得到的异形薄壁件考核失效部位照片;
28.图4为对比例1得到的异形薄壁件弧面截面照片;
29.图5为对比例1得到的异形薄壁件弧面截面放大照片;
30.图6为对比例2得到的异形薄壁件的涂层组织结构照片;
31.图7为对比例2得到的异形薄壁件的涂层的外观照片;
32.图8为本技术制备得到的四层结构涂层的组织结构照片;
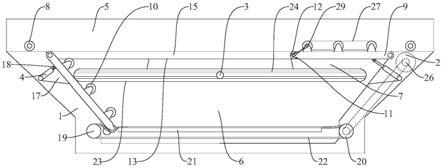
33.图9为本技术提供的仿形工装的结构示意图;
34.图10为本技术提供的仿形工装的实物图;
35.图11为仿形工装装卡异形薄壁件之后的状态示意图。
具体实施方式
36.如本文所用之术语:
[0037]“由
……
制备”与“包含”同义。本文中所用的术语“包含”、“包括”、“具有”、“含有”或其任何其它变形,意在覆盖非排它性的包括。例如,包含所列要素的组合物、步骤、方法、制品或装置不必仅限于那些要素,而是可以包括未明确列出的其它要素或此种组合物、步骤、方法、制品或装置所固有的要素。
[0038]
连接词“由
……
组成”排除任何未指出的要素、步骤或组分。如果用于权利要求中,此短语将使权利要求为封闭式,使其不包含除那些描述的材料以外的材料,但与其相关的常规杂质除外。当短语“由
……
组成”出现在权利要求主体的子句中而不是紧接在主题之后时,其仅限定在该子句中描述的要素;其它要素并不被排除在作为整体的所述权利要求之外。
[0039]
当量、浓度、或者其它值或参数以范围、优选范围、或一系列上限优选值和下限优选值限定的范围表示时,这应当被理解为具体公开了由任何范围上限或优选值与任何范围下限或优选值的任一配对所形成的所有范围,而不论该范围是否单独公开了。例如,当公开了范围“1~5”时,所描述的范围应被解释为包括范围“1~4”、“1~3”、“1~2”、“1~2和4~5”、“1~3和5”等。当数值范围在本文中被描述时,除非另外说明,否则该范围意图包括其端值和在该范围内的所有整数和分数。
[0040]
在这些实施例中,除非另有指明,所述的份和百分比均按质量计。
[0041]“质量份”指表示多个组分的质量比例关系的基本计量单位,1份可表示任意的单位质量,如可以表示为1g,也可表示2.689g等。假如我们说a组分的质量份为a份,b组分的质量份为b份,则表示a组分的质量和b组分的质量之比a:b。或者,表示a组分的质量为ak,b组分的质量为bk(k为任意数,表示倍数因子)。不可误解的是,与质量份数不同的是,所有组分的质量份之和并不受限于100份之限制。
[0042]“和/或”用于表示所说明的情况的一者或两者均可能发生,例如,a和/或b包括(a和b)和(a或b)。
[0043]
一种异形薄壁件复合热障涂层的制备方法,包括:
[0044]
采用所述异形薄壁件的仿形工装装卡所述异形薄壁件;
[0045]
预设所述异形薄壁件和喷枪的喷涂相对运动轨迹,并在矫正所述仿形工装、所述异形薄壁件和所述喷枪的初始三维坐标后,按照统一的所述喷涂相对运动轨迹控制所述仿形工装和所述喷枪进行运动,同时所述喷枪执行喷涂作业,在所述异形薄壁件的表面依次形成致密粘结层和陶瓷涂层,得到具有复合热障涂层的异形薄壁件。
[0046]
在一个可选的实施方式中,所述预设所述异形薄壁件和喷枪的喷涂相对运动轨迹包括:
[0047]
测量所述异形薄壁件的相关尺寸,并采用边界值算法形成所述异形薄壁件的运动轨迹和所述喷枪的喷涂轨迹,将所述异形薄壁件的运动轨迹和所述喷枪的喷涂轨迹拟合得到统一的所述喷涂相对运动轨迹。
[0048]
此处边界值算法形成所述异形薄壁件的运动轨迹和所述喷枪的喷涂轨迹,示例性的可以为:喷枪的起始点设定在喷涂零件的外切面下沿向下5毫米处,设定喷枪移动速度及加速度,编写喷枪直线行走轨迹,喷枪与零件的夹角大于85
°
小于90
°
;运动至临近零件弧面
切点5mm处,改变机械手加速度为设定值,并在切点处修改运动轨迹至圆弧轨迹并设定圆弧运动的始点,同时修改喷枪与零件的夹角为85-95
°
之间任意数值;编写圆弧运动程序确认始点,弧面上任意点(一般取顶点)及圆弧行走至内弧面的切点5mm处修改加速度及移动速度;切换至直线运动轨迹行走至内弧面外沿,喷枪与内弧面的夹角修改为大于85
°
小于90
°
。
[0049]
在一个可选的实施方式中,所述喷涂作业的过程中,所述喷枪与所述异形薄壁件的喷涂面之间的夹角为85
°‑
95
°
。
[0050]
控制喷枪与异形薄壁件的喷涂面之间的夹角,可以有效的控制涂层原料与异形薄壁件的喷涂面的接触状态,使得涂层原料可以更好的在喷涂面上进行延展,提高其喷涂的均匀性和一致性。
[0051]
可选的,所述喷涂作业的过程中,所述喷枪与所述异形薄壁件的喷涂面之间的夹角可以为85
°
、86
°
、87
°
、88
°
、89
°
、90
°
、91
°
、92
°
、93
°
、94
°
、95
°
或者85
°‑
95
°
之间的任一值。
[0052]
在一个可选的实施方式中,所述喷涂作业的过程中,所述喷枪与所述异形薄壁件之间的喷涂相对线速度为0.5m/s-1.0m/s;直面与弧面相交处,所述喷枪与所述异形薄壁件之间的相对加速度为1.5m/s
2-2m/s2。
[0053]
线速度的控制,是为了进一步的提高喷涂的均匀性,提升涂层与异形薄壁件之间的结合强度。而直面与弧面相交处,喷枪与异形薄壁件之间的相对加速度的控制,是为了解决工件形状变化所带来的由直面喷涂状态调整到弧面喷涂状态时,喷枪喷涂轨迹与异形薄壁件运动轨迹之间的差异,使其最大程度的得到统一和吻合,提升其在状态变化过程中的喷涂均匀性。
[0054]
可选的,所述喷枪与所述异形薄壁件之间的喷涂相对线速度可以为0.5m/s、0.6m/s、0.7m/s、0.8m/s、0.9m/s、1.0m/s或者0.5m/s-1.0m/s之间的任一值;直面与弧面相交处,所述喷枪与所述异形薄壁件之间的相对加速度可以为1.5m/s2、1.6m/s2、1.7m/s2、1.8m/s2、1.9m/s2、2m/s2或者1.5m/s
2-2m/s2之间的任一值。
[0055]
在一个可选的实施方式中,所述陶瓷涂层的原料包括氧化锆、氧化钇、氧化镝、氧化镱、氧化钆、氧化镧、氧化铈、氧化镁中的一种或几种;
[0056]
在一个可选的实施方式中,所述陶瓷涂层的原料的纯度不小于99.5wt%;
[0057]
在一个可选的实施方式中,所述陶瓷涂层的原料的纯度不小于99.9wt%。
[0058]
原料的杂质会导致涂层内部存在大量的连通孔隙缺陷,涂层的结合强度与服役寿命较低。而且杂质含量高的情况下,涂层在高温服役工况下长时间工作时,极易发生相变、烧结等问题,导致涂层开裂失效。
[0059]
可选的,所述陶瓷涂层的原料的纯度可以为99.5wt%、99.6wt%、99.7wt%、99.8wt%、99.9wt%、100wt%或者不小于99.5wt%的任一值。
[0060]
在一个可选的实施方式中,所述致密粘结层的原料包括nicocraly和/或nicocralyx,其中,x选自hf、si或ta。
[0061]
选用nicocraly和/或nicocralyx作为致密粘结层的原料,与陶瓷涂层配合,可以获得服役温度高、结合强度高和使用寿命长的复合热障涂层。
[0062]
需要说明的是,实施例所用的相关材料均产自oerlikon metco公司。
[0063]
在一个可选的实施方式中,所述致密粘结层采用超音速喷涂法制备得到,所述陶瓷涂层采用等离子喷涂在大气环境、低压环境或惰性气体保护环境中制得。
[0064]
采用等离子喷涂陶瓷涂层时,涂层中氧化物含量及孔隙率均高于超音速火焰喷涂。
[0065]
在一个可选的实施方式中,所述陶瓷涂层的孔隙率为1%-5%。
[0066]
可选的,所述陶瓷涂层的孔隙率可以为1%、2%、3%、4%、5%或者1%-5%之间的任一值。
[0067]
适当的孔隙率有助于提升其服役温度。
[0068]
在一个可选的实施方式中,所述复合热障涂层的厚度为0.2mm-0.5mm。
[0069]
可选的,所述复合热障涂层的厚度可以为0.2mm、0.3mm、0.4mm、0.5mm或者0.2mm-0.5mm之间的任一值。
[0070]
本技术还提供一种异形薄壁件,使用所述的异形薄壁件复合热障涂层的制备方法制得。
[0071]
下面将结合具体实施例对本技术的实施方案进行详细描述,但是本领域技术人员将会理解,下列实施例仅用于说明本技术,而不应视为限制本技术的范围。实施例中未注明具体条件者,按照常规条件或制造商建议的条件进行。所用试剂或仪器未注明生产厂商者,均为可以通过市售购买获得的常规产品。
[0072]
实施例1
[0073]
本实施例提供一种异形薄壁件热障涂层的制备方法,该异形薄壁件的结构如图1所示,具体包括如下步骤:
[0074]
(1)采用nicocraly作为致密粘结层的原料,采用氧化锆作为陶瓷涂层的原料,其中,氧化锆的纯度大于99.99%,呈致密球状,粒度控制在15-45μm。
[0075]
(2)根据异形薄壁件形状及需要喷涂面的要求,设计适用于设定喷涂轨迹且可有效夹持异形薄壁件非喷涂区域的仿形工装,本实施例采用锥面紧固方式用于装卡异形薄壁件进行喷涂;
[0076]
(3)首先测量异形薄壁件的各异形面的长度,并采用边界值算法形成异形薄壁件的运动轨迹和喷枪的喷涂轨迹,将异形薄壁件的运动轨迹和喷枪的喷涂轨迹拟合得到统一的喷涂相对运动轨迹;规则平面部位采用喷枪与平面垂直的运行轨迹,异形面喷涂采用与异形面相同弧度轨迹设计,喷枪时刻保持与异形面之间的夹角为85
°‑
90
°
的运动曲线;
[0077]
具体的:
[0078]
采用从外弧面向内弧面行走的移动轨迹,喷枪的起始点设定在喷涂零件的外切面下沿向下5-10毫米处,设定喷枪移动速度及加速度,编写喷枪直线行走轨迹,喷枪的移动速度设为2m/s,设定喷枪与零件切面的夹角85
°
,测量出行程并输入到程序中;运动至临近零件弧面切点5mm处,改变机械手加速度为设定值2m/s2,并在切点处修改运动轨迹至圆弧轨迹并设定圆弧运动的始点,同时修改喷枪与零件的夹角为90
°
,在圆弧顶点设定圆弧轨迹的第二点,圆弧行走至内弧面的切点5mm处修改加速度2m/s2,切换至直线运动轨迹行走至内弧面外沿,喷枪移动速度2m/s喷枪与内弧面的夹角修改为大于85
°
。
[0079]
(4)在工件上通过超音速喷涂制备致密粘结层,再在大气环境、低压环境或者惰性气体保护环境中、用等离子喷涂制备陶瓷涂层,得到厚度为0.5mm、孔隙率为2%的复合热障涂层;
[0080]
喷涂作业的过程中,喷枪与异形薄壁件之间的喷涂相对线速度为1.0m/s;直面与
弧面相交处,喷枪与异形薄壁件之间的相对加速度为2m/s2。
[0081]
喷涂后外观如图1所示,解刨截面组织如图2所示。由图1和2可知,涂层致密均匀,涂层平面及切面孔隙率均为2%,圆弧切点位置组织结构与平面一致,热冲击考核结果优良,900次无失效,服役温度为1100℃。
[0082]
实施例2
[0083]
本实施例提供一种异形薄壁件热障涂层的制备方法,该异形薄壁件的结构如图2所示,具体包括如下步骤:
[0084]
(1)采用nicocraly作为致密粘结层的原料,采用锆酸钆作为陶瓷涂层的原料,其中,锆酸钆的纯度大于99.9%,呈致密球状;粒度控制在15-45μm。
[0085]
(2)根据异形薄壁件形状及需要喷涂面的要求,设计适用于设定喷涂轨迹且可有效夹持异形薄壁件非喷涂区域的仿形工装,用于装卡异形薄壁件进行喷涂;
[0086]
(3)首先测量异形薄壁件的各异形面的长度,并采用边界值算法形成异形薄壁件的运动轨迹和喷枪的喷涂轨迹,将异形薄壁件的运动轨迹和喷枪的喷涂轨迹拟合得到统一的喷涂相对运动轨迹;规则平面部位采用喷枪与平面垂直的运行轨迹,异形面喷涂采用与异形面相同弧度轨迹设计,喷枪时刻保持与异形面之间的夹角为90
°
的运动曲线;
[0087]
(4)在工件上通过超音速喷涂制备致密粘结层,再在大气环境、低压环境或者惰性气体保护环境中、用等离子喷涂制备陶瓷涂层,得到厚度为0.2mm、孔隙率为5%的复合热障涂层;
[0088]
喷涂作业的过程中,喷枪与异形薄壁件之间的喷涂相对线速度为0.8m/s;直面与弧面相交处,喷枪与异形薄壁件之间的相对加速度为1.6m/s2。
[0089]
上述涂层热冲击考核结果优良,1548次无失效,考核温度可达1500℃。
[0090]
实施例3
[0091]
本实施例提供一种异形薄壁件热障涂层的制备方法,该异形薄壁件的结构如图3所示,具体包括如下步骤:
[0092]
(1)采用nicocraly作为致密粘结层的原料,采用镱钆钇共稳氧化锆(所述镱钆钇共稳氧化锆材料中的氧化镱控制在2%,氧化钆控制在2%,氧化钇控制在6%)作为陶瓷涂层的原料,其中,呈致密球状,粒度控制在15-45μm。
[0093]
(2)根据异形薄壁件形状及需要喷涂面的要求,设计适用于设定喷涂轨迹且可有效夹持异形薄壁件非喷涂区域的仿形工装,用于装卡异形薄壁件进行喷涂;
[0094]
(3)首先测量异形薄壁件的各异形面的长度,并采用边界值算法形成异形薄壁件的运动轨迹和喷枪的喷涂轨迹,将异形薄壁件的运动轨迹和喷枪的喷涂轨迹拟合得到统一的喷涂相对运动轨迹;规则平面部位采用喷枪与平面垂直的运行轨迹,异形面喷涂采用与异形面相同弧度轨迹设计,喷枪时刻保持与异形面之间的夹角为95
°
的运动曲线;
[0095]
(4)在工件上通过超音速喷涂制备致密粘结层,再在大气环境、低压环境或者惰性气体保护环境中、用等离子喷涂制备陶瓷涂层,得到厚度为0.4mm、孔隙率为4%的复合热障涂层;
[0096]
喷涂作业的过程中,喷枪与异形薄壁件之间的喷涂相对线速度为0.8m/s;直面与弧面相交处,喷枪与异形薄壁件之间的相对加速度为1.7m/s2。
[0097]
上述涂层在1300℃条件下高温服役性能优良。
[0098]
对比例1
[0099]
原有喷涂工艺采用三点分割喷涂,即分为三段,切面部位及弧面均采用直线行走方式,在圆弧面与切面部位涂层孔隙率较大,在考核过程中在切点部位会出现提前失效,图3为考核失效部位照片,图4和图5为弧面截面照片,考核次数58次。涂层平面部位组织致密孔隙率为2%,圆周面涂层组织孔隙偏多,孔隙率为15%。
[0100]
对比例2
[0101]
当喷涂线速度过大选取喷涂线速度为3m/s,弧面连接处会出现组织疏松,涂层孔隙率偏大孔隙率为8%不利于涂层服役,涂层组织结构图如图6所示;如果喷涂线速度过小会导致薄壁件过热,导致涂层应力过大,在冷却过程中会出现整块涂层剥落、分离、翘边如图7所示。喷涂线速度小时涂层沉积效率高涂层应力大会导致涂层剥落、翘边、开裂。
[0102]
需要说明的是,本技术制备的涂层优选四层结构组织,即超音速火焰喷涂制备0.1mm致密粘结层(材料为nicocraly或nicocralyx),然后制备0.1mmaps粘结层(材料为nicocraly或nicocralyx),陶瓷面层首先制备0.2mm7%氧化钇稳定氧化锆,随后在上面制备了0.2mm镱钆钇陶瓷层。所制备涂层组织结构如图8所示;涂层在1300℃下进行考核1548次涂层无脱落,具有优异的抗高温稳定性。
[0103]
最后,对本技术实施例所用的仿形工装进行介绍:工装结构为仿形结构设计,多点支撑装卡设计,本工装卡具采用60
°
一个支撑点结构设计,支撑拖采用仿形内径设计,高度为内外切面高度,并设计有装卡限位槽,装卡到位后紧固内螺钉,对角紧固6点支撑。锥面压紧设计,进一步增加夹持工件,防止在喷涂过程中零件由于旋转造成脱落。其结构如图9所示,实物图如图10所示,装卡之后的状态示意图如图11所示。
[0104]
最后应说明的是:以上各实施例仅用以说明本技术的技术方案,而非对其限制;尽管参照前述各实施例对本技术进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本技术各实施例技术方案的范围。
[0105]
此外,本领域的技术人员能够理解,尽管在此的一些实施例包括其它实施例中所包括的某些特征而不是其它特征,但是不同实施例的特征的组合意味着处于本技术的范围之内并且形成不同的实施例。例如,在上面的权利要求书中,所要求保护的实施例的任意之一都可以以任意的组合方式来使用。公开于该背景技术部分的信息仅仅旨在加深对本技术的总体背景技术的理解,而不应当被视为承认或以任何形式暗示该信息构成已为本领域技术人员所公知的现有技术。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。