1.本实用新型涉及汽配件生产模具设备技术领域,具体涉及一种制备汽车尾箱灯外壳的模具。
背景技术:
2.汽车尾箱灯通常设计成半球形,配合后备箱盖开启动作,实现照明自动控制,由于汽车行驶过程中出现不可避免的颠簸状况,尾箱灯的灯罩和灯座之间若不是一体成型,时间长久后会出现灯罩松动甚至掉落的情况,即便是胶水粘合,或者是螺纹螺接,都会出现这类问题,为此我们设计了一款将灯罩和灯座一体注塑成型的外壳产品,且灯罩与灯座之间采用翻折卡接方式连接,结构牢靠,有效抵抗各种复杂环境下的振动外力,而在生产制备该尾箱灯外壳时,由于灯罩材质为半透明或乳白色质地,灯座采用有色pvc材质,因此在模具生产中也应当设计双色注塑成型的工艺方式实施生产,故需要特别设计一种双色料注塑一体成型尾箱灯外壳的模具。
技术实现要素:
3.本实用新型目的:鉴于背景技术中的技术问题,我们设计一种制备汽车尾箱灯外壳的模具,利用顶推组件给型腔中的灯罩槽和灯座槽之间的连带部位设置隔断顶杆,在注塑一种原料并成型灯罩后,收起隔断顶杆,再注塑另一种原料后填充剩余部分的型腔,以成型灯座部分,并且在连带部位两种原料熔合为一体,至此灯座和灯罩一体成型,既能保证灯罩采用透光性良好的半透明材质,又能保证灯座采用更高强度材质,一体连接,且卡扣卡槽连接牢靠,有效抵抗振动,实用方便。
4.为解决上述问题采取的技术方案是:
5.一种制备汽车尾箱灯外壳的模具,包括上盖板、上模板、下模板、下模座、注塑口、导柱导套组件、成型尾箱灯外壳的上模仁和下模仁,以及推块组件和顶推组件。
6.所述导柱导套组件设置在下模座至上模板的四角,依次定位下模座、下模板、下模仁、上模仁和上模板,所述上模仁设置在上模板下端中部,所述下模仁设置在下模板上端中部,
7.所述上模仁和下模仁贴合面左右呈中心对称设置有尾箱灯外壳的型腔穴位,上模仁中心设置有主浇道,下模仁中部设置有若干个分浇道,主浇道与分浇道连通,上模仁和下模仁贴合面为分型面,所述型腔穴位包括成型尾箱灯外壳的灯罩槽和灯座槽,所述灯罩槽与灯座槽之间还设置有连带槽,所述下模仁开设有垂直于连带槽的隔断孔,所述隔断孔内轴孔配合有隔断顶杆,所述隔断顶杆与顶推组件配合,所述隔断顶杆顶推到位后,可阻断填塞满连带槽的横截面,所述灯座槽与分浇道之间的入料口处也设置有隔断孔,隔断孔内也轴孔配合有隔断顶杆,且两处的隔断顶杆同步动作,灯座槽内还与推块组件、顶推组件配合成型灯泡定位座和卡槽结构,
8.所述推块组件包括斜导柱和水平推块,所述水平推块与斜导柱轴孔配合滑动,由
斜导柱的竖直方向平移转换为对水平推块在水平方向上的滑移动作,所述水平推块前端设置有成型卡槽结构的模芯结构,
9.所述顶推组件包括顶推板、顶针、连接隔断顶杆的顶块,以及成型灯泡定位座的抽芯块,所述顶针、顶块和抽芯块均固定在顶推板上,且顶块还单独由顶推气缸短程控制顶推行程,所述抽芯块上段设置有成型灯泡定位座的模芯结构,所有顶针间距均匀地分布在型腔及浇道下端面。
10.进一步地,所述灯罩槽呈半球形,在连带槽对位还设置有卡扣槽,用于和灯罩一体成型卡扣。
11.进一步地,所述灯座外周边设置有与灯罩边缘配合的圆台边,内部中心设置有灯泡定位座,灯座背面设置有与汽车顶棚支架配合的卡钩和与接电插头连接的插座,灯座侧面、连带的对位还设置有与卡扣配合的卡槽。
12.进一步地,所述上模仁和下模仁内均开设有冷却管道,并在外接冷却水的情况下,对成型尾箱灯外壳冷却定型。
13.本实用新型的有益效果是:
14.该制备汽车尾箱灯外壳的模具利用顶推组件给型腔中的灯罩槽和灯座槽之间的连带部位设置隔断顶杆,在注塑一种原料并成型灯罩后,收起隔断顶杆,再注塑另一种原料后填充剩余部分的型腔,以成型灯座部分,并且在连带部位两种原料熔合为一体,至此灯座和灯罩一体成型,既能保证灯罩采用透光性良好的半透明材质,又能保证灯座采用更高强度材质,一体连接,且卡扣卡槽连接牢靠,有效抵抗振动,实用方便。
附图说明
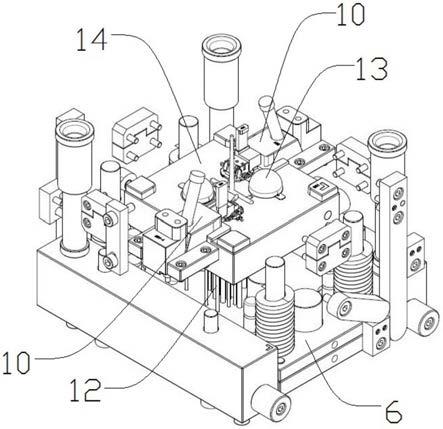
15.图1为本实施例制备汽车尾箱灯外壳的模具的结构示意图;
16.图2为本实施例制备汽车尾箱灯外壳的模具去除上盖板、上模板的结构示意图;
17.图3为本实施例制备汽车尾箱灯外壳的模具去除上盖板、上模板和下模座的结构示意图;
18.图4为本实施例所述上模仁的侧仰视图;
19.图5为本实施例所述下模仁的侧俯视图;
20.图6为本实施例所述尾箱灯外壳的侧俯视图;
21.图7为本实施例所述尾箱灯外壳的侧仰视图;
22.其中,1-注塑口,2-上盖板,3-上模板,4-下模板,5-下模座,6-顶推板,7-上模仁,8-斜导柱,9-冷却管道的进水口,10-水平推块,11-冷却管道的出水口,12-顶针,13-尾箱灯外壳,14-下模仁,15-水平推块的上滑移槽,16-灯罩槽的上型腔,17-分浇道,18-灯座槽的上型腔,19-灯座槽的下型腔,20-灯罩槽的下型腔,21-水平推块的下滑移槽,22-插座,23-灯罩,24-卡扣,25-连带,26-圆台边,27-卡钩,28-卡槽,29-灯泡定位座,30-隔断孔,31-连带槽。
具体实施方式
23.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
24.请参阅图1-7,本实施例提出一种制备汽车尾箱灯外壳的模具,包括上盖板2、上模板3、下模板4、下模座5、注塑口1、导柱导套组件、成型尾箱灯外壳13的上模仁7和下模仁14,以及推块组件和顶推组件。
25.具体地说,所述导柱导套组件设置在下模座5至上模板的四角,依次定位下模座5、下模板4、下模仁14、上模仁7和上模板,所述上模仁7设置在上模板3下端中部,所述下模仁14设置在下模板4上端中部。
26.参阅图4、图5,所述上模仁7和下模仁14贴合面左右呈中心对称设置有尾箱灯外壳13的型腔穴位,上模仁7中心设置有主浇道,下模仁14中部设置有分浇道17,主浇道与分浇道17连通,上模仁7和下模仁14贴合面为分型面,所述型腔穴位包括成型尾箱灯外壳13的灯罩槽和灯座槽,且上模仁7设置有灯罩槽的上型腔16和灯座槽的上型腔18,下模仁14设置有灯罩槽的下型腔20和灯座槽的下型腔19,所述灯罩槽与灯座槽之间还设置有连带槽31,所述下模仁14开设有垂直于连带槽31的隔断孔30,所述隔断孔30内轴孔配合有隔断顶杆(图中未标识),所述隔断顶杆与顶推组件配合,所述隔断顶杆顶推到位后,可阻断填塞满连带槽31的横截面,所述灯座槽与分浇道17之间的入料口处也设置有隔断孔30,隔断孔30内也轴孔配合有隔断顶杆,且两处的隔断顶杆同步动作,灯座槽内还与推块组件、顶推组件配合成型灯泡定位座29和卡槽28结构。
27.参阅图2和图3,所述推块组件包括斜导柱8和水平推块10,所述水平推块10与斜导柱8轴孔配合滑动,由斜导柱8的竖直方向平移转换为对水平推块10在水平方向上的滑移动作,所述水平推块10前端设置有成型卡槽28结构的模芯结构。
28.所述顶推组件包括顶推板6、顶针12、连接隔断顶杆的顶块(图中未标识),以及成型灯泡定位座29的抽芯块,所述顶针12、顶块和抽芯块均固定在顶推板6上,且顶块还单独由顶推气缸短程控制顶推行程,所述抽芯块上段设置有成型灯泡定位座29的模芯结构,所有顶针12间距均匀地分布在型腔及浇道下端面。
29.进一步的实施方案是,所述灯罩槽呈半球形,在连带槽31对位还设置有卡扣24槽,用于和灯罩23一体成型卡扣24。
30.进一步的实施方案是,所述灯座外周边设置有与灯罩23边缘配合的圆台边26,内部中心设置有灯泡定位座29,灯座背面设置有与汽车顶棚支架配合的卡钩27和与接电插头连接的插座22,灯座侧面、连带25的对位还设置有与卡扣24配合的卡槽28。
31.进一步的实施方案是,所述上模仁7和下模仁14内均开设有冷却管道,并在外接冷却水的情况下,对成型尾箱灯外壳13冷却定型。
32.上面结合附图对本实用新型的实施方式作了详细说明,但是本实用新型并不限于上述实施方式,在本领域普通技术人员所具备的知识范围内,还可以在不脱离本实用新型宗旨的前提下做出各种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
