1.本发明涉及防火门加工技术领域,具体涉及一种钢质隔热防火门自动化磨边装置。
背景技术:
2.防火门是指用钢质材料制作门框和门板,其门板包括门扇骨架和门扇面板,门扇内若填充材料,则填充对人体无毒无害的防火隔热材料,并配以防火五金配件所组成的具有耐火性能的门,钢质防火门的门框和门板需采用不低于冷轧薄钢板的钢质材料,而冷轧薄钢板是由热轧板退火和酸洗制成,其含有铁成分,因而可以被磁性吸附。
3.防火门门板表面存在毛刺以及表面凹凸不平,因此需要通过磨边装置对防火门表面进行磨砂处理,以使其表面光滑平整、无毛刺,目前现有的防火磨边方式是先将防火门夹持固定住,然后针对某一端面进行磨砂处理,对其余几个端面则不能进行磨砂处理,局限性大。
4.防火门在通过磨边装置进行一次粗磨处理之后其表面依旧较为粗糙,并不光滑平整,因此很多生产厂家在对防火门一次粗磨之后进行二次精磨,而现有磨边装置的磨边执行端大多都是一种规格的磨砂块,只能对防火门进行粗磨或者精磨,需要人工更换不同粗磨块或者精磨块。
技术实现要素:
5.本发明提供了一种钢质隔热防火门自动化磨边装置,可以解决上述提到的难题。
6.为了实现上述目的,本发明采用以下技术方案:一种钢质隔热防火门自动化磨边装置,包括夹持框架、圆形磨边框以及磨边转动框,所述圆形磨边框数量为二且二者相对分布,所述圆形磨边框中部转动安装有磨边转动框,圆形磨边框相背一端固定安装有夹持框架,所述夹持框架、圆形磨边框和磨边转动框均为一端开口的圆筒结构,且磨边转动框位于夹持框架内,所述的磨边转动框外侧壁设置有环形外齿圈,所述环形外齿圈与驱动齿轮外啮合,所述驱动齿轮安装在转动电机的输出端上,所述转动电机安装在夹持框架内壁上。
7.所述圆形磨边框内转动设置有转动圆盘,且转动圆盘与磨边转动框相连接,所述转动圆盘远离夹持框架的一端安装有环形安装座,所述环形安装座上通过可拆卸的方式安装有环形磨砂盘,所述夹持框架相背一端连接有支撑连接机构。
8.所述的支撑连接机构包括夹持圆筒、支撑连杆、转向液压缸、三角连板以及转动组件,两个所述夹持框架的相背一侧均设置有转动组件,位于防火门前端的所述转动组件设置在夹持框架的右侧,且该转动组件的左侧连接有三角连板,位于防火门后端的所述转动组件设置在夹持框架的左侧,且该转动组件的右侧连接有三角连板,所述三角连板远离转动组件的一端与支撑连杆一端相连接,且支撑连杆另一端滑动设置在夹持圆筒内,所述夹持圆筒与现有移动机构相连接,所述支撑连杆和夹持框架之间设置有转向液压缸,且转向液压缸两端分别与夹持框架相背一端和支撑连杆外壁铰接。
9.作为本发明的一种优选技术方案,所述转动圆盘远离磨边转动框一侧设置有圆形安装座,且圆形安装座位于环形安装座内,所述圆形安装座远离转动圆盘的一侧通过可拆卸的方式安装有圆形磨砂盘,所述圆形安装座朝向转动圆盘的一侧中部连接有方形结构的导向块,且导向块贯穿转动圆盘,所述导向块位于磨边转动框内的一端设置有辅助板,且辅助板与顶升液压缸输出端相连接,所述顶升液压缸固定端安装在磨边转动框内。
10.作为本发明的一种优选技术方案,所述的转动组件包括转动座、转动杆、转动块、定位柱、定位配合座以及弹性弧片,所述夹持框架远离圆形磨边框的一端安装有竖直放置的转动座,且转动座内滑动设置有定位配合座,所述定位配合座和转动座之间设置有弹性弧片,所述定位配合座远离夹持框架的一端安装有定位柱,所述三角连板远离支撑连杆的一端安装有转动块,且转动块通过转动杆转动安装在转动座上,所述转动块与定位柱配合。
11.作为本发明的一种优选技术方案,所述的转动块远离三角连板的一端以及转动块朝向夹持框架的一端均设置有半圆形弧面结构,所述转动块通过半圆形弧面与定位配合座上的定位柱配合,且转动块上设置有半圆形弧面结构的端面与定位配合座远离夹持框架的端面相配合。
12.作为本发明的一种优选技术方案,所述的支撑连杆远离三角连板的一端设置有限位柱,夹持圆筒上外侧壁开设有四分之一螺距的螺旋槽,且限位柱滑动设置在螺旋槽中,所述夹持圆筒内安装有限位液压缸,所述限位液压缸输出端与支撑连杆远离三角连板的一端转动连接。
13.作为本发明的一种优选技术方案,所述的圆形磨边框远离夹持框架的一侧设置有环形压条,且环形压条与圆形磨边框之间连接有弹簧杆,所述环形压条远离弹簧杆的一端周向均匀设置有若干滚动钢珠。
14.作为本发明的一种优选技术方案,所述的圆形磨边框内设置有隔断环,且隔断环与转动圆盘转动配合,所述圆形磨边框内底壁上设置有环形电磁铁,且环形电磁铁位于隔断环的外侧。
15.作为本发明的一种优选技术方案,所述的圆形安装座的厚度与圆形磨砂盘的厚度之和小于环形安装座的厚度与环形磨砂盘的厚度之和。
16.本发明的有益效果在于:1.本发明通过转动的夹持框架可以对防火门外表面任意位置进行磨砂处理,其中转向液压缸控制夹持框架左右转动,以便对防火门左右侧壁进行磨砂处理,限位液压缸控制夹持框架上下转动,以便对防火门上下端面进行磨砂处理,本发明通过环形磨砂盘对防火门表面进行初步的粗磨,圆形磨砂盘对防火门表面进行二次精磨,提高本发明对防火门的磨砂效果。
17.2.本发明通过环形电磁铁可以使得环形磨砂盘或圆形磨砂盘与防火门表面接触的更加紧密,以确保环形磨砂盘或圆形磨砂盘能够对防火门进行有效磨砂处理,同时通过环形电磁铁可以及时吸附环形磨砂盘或圆形磨砂盘磨砂防火门时产生的碎屑。
18.3.本发明的转动块通过两个垂直分布的半圆形弧面结构与定位配合座上的定位柱进行配合,可以确保夹持框架能够转动90
°
,从而使得环形磨砂盘或圆形磨砂盘随着夹持框架转动90
°
,以便对防火门左右侧壁或上下端面进行有效磨砂处理,同时当环形磨砂盘或圆形磨砂盘对防火门表面磨砂处理时通过弹性弧片可以使得转动块保持稳定,进而使得环形磨砂盘或圆形磨砂盘保持稳定。
附图说明
19.下面结合附图和实施例对本发明进一步说明。
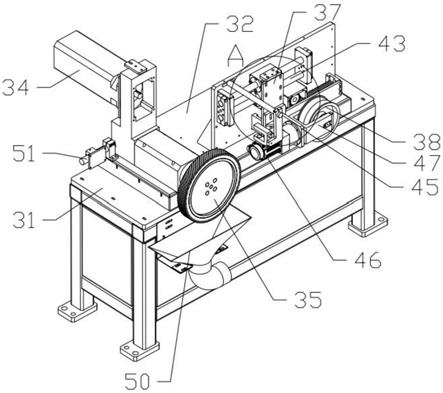
20.图1是本发明的结构示意图。
21.图2是本发明的俯视剖视图。
22.图3是本发明图2中a处局部放大图。
23.图4是本发明中转动块、转动座、定位柱、定位配合座、弹性弧片和夹持框架之间的剖视图。
24.图5是本发明中夹持框架、转动座、转动块、三角连板、圆形磨边框和环形压条之间的结构示意图。
25.图6是本发明中磨边转动框、环形外齿圈、驱动齿轮、转动电机、圆形磨边框和环形压条之间的结构示意图。
26.图7是本发明中圆形磨边框、环形电磁铁、隔断环、转动圆盘、环形安装座、环形磨砂盘、圆形安装座和圆形磨砂盘之间的结构示意图。
27.图8是本发明中夹持圆筒、夹持连杆、限位液压缸、三角连板、转动块、螺旋槽和限位柱之间的结构示意图。
28.图中:100、防火门;1、夹持框架;2、圆形磨边框;21、环形压条;22、弹簧杆;23、滚动钢珠;24、隔断环;25、环形电磁铁;3、磨边转动框;31、环形外齿圈;32、驱动齿轮;33、转动电机;41、转动圆盘;42、环形安装座;43、环形磨砂盘;51、圆形安装座;52、圆形磨砂盘;53、导向块;54、辅助板;55、顶升液压缸;61、夹持圆筒;611、螺旋槽;612、限位液压缸;62、支撑连杆;621、限位柱;63、转向液压缸;64、三角连板;65、转动组件;651、转动座;652、转动杆;653、转动块;654、定位柱;655、定位配合座;656、弹性弧片。
具体实施方式
29.下面参考附图对本发明的实施例进行说明。在此过程中,为确保说明的明确性和便利性,我们可能对图示中线条的宽度或构成要素的大小进行夸张的标示。
30.另外,下文中的用语基于本发明中的功能而定义,可以根据运用者的意图或惯例而不同。因此,这些用语基于本说明书的全部内容进行定义。
31.参阅图1、图2、图3、图5、图6和图7,一种钢质隔热防火门自动化磨边装置,包括夹持框架1、圆形磨边框2以及磨边转动框3,所述圆形磨边框2数量为二且二者相对分布,所述圆形磨边框2中部转动安装有磨边转动框3,圆形磨边框2相背一端固定安装有夹持框架1,所述夹持框架1、圆形磨边框2和磨边转动框3均为一端开口的圆筒结构,且磨边转动框3位于夹持框架1内,所述的磨边转动框3外侧壁设置有环形外齿圈31,所述环形外齿圈31与驱动齿轮32外啮合,所述驱动齿轮32安装在转动电机33的输出端上,所述转动电机33安装在夹持框架1内壁上;所述圆形磨边框2内转动设置有转动圆盘41,且转动圆盘41与磨边转动框3相连接,所述转动圆盘41远离夹持框架1的一端安装有环形安装座42,所述环形安装座42上通过可拆卸的方式安装有环形磨砂盘43,所述夹持框架1相背一端连接有支撑连接机构。具体工作时,首先通过现有的夹持装置将待磨边的防火门100夹持固定住,且确保防火门100保持竖直状态,接着现有移动机构通过两个支撑连接机构分别将两个夹持框架1移动到防火门100的前端和后端,同时确保圆形磨边框2内环形安装座42上的环形磨砂盘43与防
火门100端面接触,然后转动电机33带动驱动齿轮32转动,使得驱动齿轮32通过外啮合带动环形外齿圈31转动,进而磨边转动框3带动转动圆盘41同步转动,使得环形磨砂盘43开始对防火门100端面进行磨砂处理,以便去除防火门100表面的毛刺和凹凸不平的面。
32.参阅图3,所述转动圆盘41远离磨边转动框3一侧设置有圆形安装座51,且圆形安装座51位于环形安装座42内,所述圆形安装座51远离转动圆盘41的一侧通过可拆卸的方式安装有圆形磨砂盘52,所述圆形安装座51朝向转动圆盘41的一侧中部连接有方形结构的导向块53,且导向块53贯穿转动圆盘41,所述导向块53位于磨边转动框3内的一端设置有辅助板54,且辅助板54与顶升液压缸55输出端相连接,所述顶升液压缸55固定端安装在磨边转动框3内。具体工作时,当通过环形磨砂盘43对防火门100表面进行一次磨砂处理后,可以根据实际要求选择是否需要对防火门100表面进而二次精磨处理,以保障防火门100表面光滑平整、无毛刺,顶升液压缸55通过推动辅助板54来推动导向块53向着防火门100移动,进而导向块53推动圆形安装座51同步移动,使得圆形磨砂盘52与防火门100端面接触,同时由于顶升液压缸55继续推动,使得磨边转动框3带动环形安装座42向着远离防火门100移动,以确保环形磨砂盘43脱离与防火门100表面接触,本发明将导向块53设置为方形结构,确保转动圆盘41转动时通过导向块53能够带动圆形安装座51同步转动,以使圆形磨砂盘52可以对防火门100表面进行磨砂处理。
33.参阅图3,所述的圆形安装座51的厚度与圆形磨砂盘52的厚度之和小于环形安装座42的厚度与环形磨砂盘43的厚度之和;确保当圆形安装座51与转动圆盘41接触时环形磨砂盘43与防火门100端面接触,而此时圆形磨砂盘52未与防火门100接触。
34.参阅图3和图7,所述的圆形磨边框2内设置有隔断环24,且隔断环24与转动圆盘41转动配合,所述圆形磨边框2内底壁上设置有环形电磁铁25,且环形电磁铁25位于隔断环24的外侧;当夹持框架1将圆形磨边框2移动到防火门100的前端或后端时,环形电磁铁25通电并与防火门100之间产生相吸的作用力,使得环形电磁铁25通过圆形磨边框2带动其内的环形磨砂盘43向着防火门100移动,以确保环形磨砂盘43与防火门100接触,此时隔断环24与防火门100之间留有一定的间隙,使得磨砂时产生的碎屑可以沿着缝隙落入到下方,以便于环形电磁铁25可以吸附碎屑,避免碎屑到处飞溅的问题。
35.参阅图3、图5、图6和图7,所述的圆形磨边框2远离夹持框架1的一侧设置有环形压条21,且环形压条21与圆形磨边框2之间连接有弹簧杆22,所述环形压条21远离弹簧杆22的一端周向均匀设置有若干滚动钢珠23;环形磨砂盘43或者圆形磨砂盘52对防火门100表面进行磨砂处理时通过环形压条21可以确保圆形磨边框2保持平稳,当在环形电磁铁25的作用下使得圆形磨边框2向着防火门100移动,使得环形压条21上的弹簧杆22处于压缩状态,且环形压条21上的滚动钢珠23可以避免环形压条21直接与防火门100接触来减小二者之间的摩擦力。
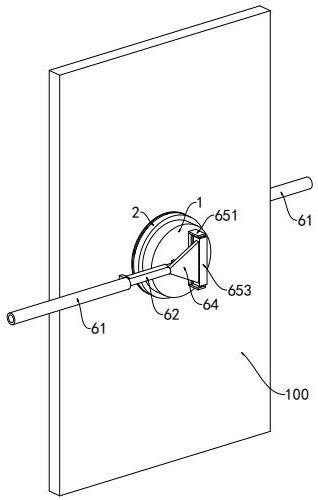
36.参阅图1、图2、图3、图5和图8,所述的支撑连接机构包括夹持圆筒61、支撑连杆62、转向液压缸63、三角连板64以及转动组件65,两个所述夹持框架1的相背一侧均设置有转动组件65,位于防火门100前端的所述转动组件65设置在夹持框架1的右侧,且该转动组件65的左侧连接有三角连板64,位于防火门100后端的所述转动组件65设置在夹持框架1的左侧,且该转动组件65的右侧连接有三角连板64,所述三角连板64远离转动组件65的一端与支撑连杆62一端相连接,且支撑连杆62另一端滑动设置在夹持圆筒61内,所述夹持圆筒61
与现有移动机构相连接,所述支撑连杆62和夹持框架1之间设置有转向液压缸63,且转向液压缸63两端分别与夹持框架1相背一端和支撑连杆62外壁铰接。具体工作时,现有移动机构通过带动夹持圆筒61来带动支撑连杆62移动,进而三角连板64通过转动组件65带动夹持框架1移动,以便于环形磨砂盘43和圆形磨砂盘52可以对防火门100前后两端进行磨砂处理,当需要对防火门100左右两侧壁进行磨砂处理时,转向液压缸63输出端推动夹持框架1,使得夹持框架1通过转动组件65转动,直至环形磨砂盘43和圆形磨砂盘52转动90
°
,位于防火门100前端的环形磨砂盘43和圆形磨砂盘52可以对防火门100左侧壁进行磨砂处理,位于防火门100后端的环形磨砂盘43和圆形磨砂盘52可以对防火门100右侧壁进行磨砂处理。
37.参阅图3、图4、图5和图8,所述的转动组件65包括转动座651、转动杆652、转动块653、定位柱654、定位配合座655以及弹性弧片656,所述夹持框架1远离圆形磨边框2的一端安装有竖直放置的转动座651,且转动座651内滑动设置有定位配合座655,所述定位配合座655和转动座651之间设置有弹性弧片656,所述定位配合座655远离夹持框架1的一端安装有定位柱654,所述三角连板64远离支撑连杆62的一端安装有转动块653,且转动块653通过转动杆652转动安装在转动座651上,所述转动块653与定位柱654配合。所述的转动块653远离三角连板64的一端以及转动块653朝向夹持框架1的一端均设置有半圆形弧面结构,所述转动块653通过半圆形弧面与定位配合座655上的定位柱654配合,且转动块653上设置有半圆形弧面结构的端面与定位配合座655远离夹持框架1的端面相配合。具体工作时,当转向液压缸63推动夹持框架1转动时,转动块653的半圆形弧面结构抵触并推动定位柱654向着夹持框架1移动,进而转动块653可以顺利沿着转动杆652转动90
°
,同时在弹性弧片656的配合下使得转动块653远离三角连板64一端的半圆形弧面与定位柱654配合,同时该转动块653上设置有半圆形弧面结构的端面与定位配合座655远离夹持框架1的端面相配合,确保夹持框架1转动角度为90
°
,并对转动后的夹持框架1进行限制固定。
38.参阅图8,所述的支撑连杆62远离三角连板64的一端设置有限位柱621,夹持圆筒61上外侧壁开设有四分之一螺距的螺旋槽611,且限位柱621滑动设置在螺旋槽611中,所述夹持圆筒61内安装有限位液压缸612,所述限位液压缸612输出端与支撑连杆62远离三角连板64的一端转动连接。具体工作时,当需要对防火门100上下端面进行磨砂处理时限位液压缸612输出端推动支撑连杆62移动,同时通过支撑连杆62上的限位柱621与四分之一螺距的螺旋槽611滑动配合,使得支撑连杆62沿其轴线转动90
°
,以使环形磨砂盘43和圆形磨砂盘52同步转动90
°
,以便于位于防火门100一侧的环形磨砂盘43和圆形磨砂盘52可以对防火门100上端面磨砂处理,位于防火门100另一侧的环形磨砂盘43和圆形磨砂盘52可以对防火门100下端面磨砂处理。
39.本发明在工作时的步骤:第一步:首先通过现有的夹持装置将待磨边的防火门100夹持固定住,且确保防火门100保持竖直状态,接着现有移动机构通过两个支撑连接机构分别将两个夹持框架1移动到防火门100的前端和后端,同时确保圆形磨边框2内环形安装座42上的环形磨砂盘43与防火门100端面接触。
40.第二步:当环形磨砂盘43完成对防火门100前后两端的一次磨砂处理后,在顶升液压缸55的作用下使得圆形磨砂盘52与防火门100接触,以便于圆形磨砂盘52可以对防火门100进行二次精磨。
41.第三步:当需要对防火门100左右侧壁进行磨砂处理时,通过转向液压缸63使得夹
持框架1带动圆形磨边框2转动90
°
,以便于环形磨砂盘43对防火门100左右侧壁进行磨砂处理,同时通过顶升液压缸55使得圆形磨砂盘52可以对防火门100左右侧壁进行二次精磨。
42.第四步:同理,当需要对防火门100上下端面进行磨砂处理时,通过限位液压缸612带动支撑连杆62移动,并在限位柱621和螺旋槽611的配合下使得支撑连杆62转动90
°
,以便于环形磨砂盘43和圆形磨砂盘52可以分别对防火门100上下端面进行粗磨处理和精磨处理。
43.以上仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。