1.本实用新型涉及安全气囊加工领域,具体涉及车安全气囊缝纫装置。
背景技术:
2.随着汽车行业的高速发展,汽车业的消费逐渐扩大,同时安全意识也越来越被重视,目前汽车安全气囊的配置率也越来越高,随着未来市场需求的不断增大,汽车安全气囊行业也在稳步增长。
3.汽车主驾驶侧安全气囊的外围大多数均为正圆形,形状较为规则,但是由于圆形缝制直径过大,一般在600mm以上,而目前缝纫机的构造导致只能实施手动缝制,采用手动缝制方式,在生产过程中,不但效率低下,同时容易造成操作失误,导致品质难以保证。
技术实现要素:
4.针对现有技术存在的不足,本实用新型要解决的技术问题是提供的汽车安全气囊缝纫装置,能提高汽车安全气囊的缝纫效率,并且能提高产品质量。
5.为了实现上述目的,本实用新型是通过如下的技术方案来实现:本汽车安全气囊缝纫装置,包括缝纫机头,此外,还包括:
6.机架,所述机架上设置有工作台,
7.旋转驱动机构,竖直向上的设置在所述机架的底部;
8.旋转轮,为圆盘形,能拆卸的设置在所述旋转驱动机构的动力输出轴上,并位于所述工作台的上方;所述工作台上开设有沿着所述旋转轮径向延伸的安装槽;所述缝纫机头安装在所述工作台上,并能沿着所述安装槽滑动;
9.送料机构,包括水平运动驱动组件和送料盘,所述水平运动驱动组件设置在所述机架上,所述送料盘设置在所述水平运动驱动组件的动力输出端,所述送料盘上能铺设气囊胚料,所述水平运动驱动组件能驱动所述送料盘垂直于所述旋转轮的中心轴方向运动,从而使所述送料盘能在所述旋转轮的正上方来回移动,且当所述送料盘在后退的过程中,气囊胚料能掉落到所述旋转轮上;及
10.压料组件,包括垂直伸缩动力源和压盘,所述垂直伸缩动力源设置在所述机架的顶端,所述压盘能转动的设置在所述垂直伸缩动力源的动力输出轴上,所述垂直伸缩动力源能驱动所述压盘垂直的压设在所述旋转轮的表面。
11.进一步地,还包括预压组件,所述预压组件具有弹性,所述预压组件设在所述垂直伸缩动力源的动力输出轴上,当所述预压组件处于自然状态时,所述预压组件的底面与所述旋转轮之间的距离小于所述压盘的底面与所述旋转轮之间的距离;所述送料盘远离所述水平运动驱动组件一侧的边缘开设有避让槽,当所述送料盘同轴位于所述旋转轮的正上方时,所述预压组件位于所述避让槽的正上方。
12.进一步地,所述避让槽有多个,多个所述避让槽间隔设置,所述预压组件的数量与之适配。
13.进一步地,所述预压组件包括弹性件和压块,所述压块通过所述弹性件连接在所述垂直伸缩动力源的动力输出轴上。
14.进一步地,所述水平运动驱动组件包括水平伸缩驱动动力源和夹子,所述水平伸缩驱动动力源设在所述机架上,且所述夹子设置在所述水平伸缩驱动动力源上的动力输出轴上,并能夹设在所述送料盘的边缘。
15.进一步地,所述压盘与所述旋转轮相对面上均摩擦垫。
16.本实用新型的有益效果:
17.上述汽车安全气囊缝纫装置,包括机架、旋转驱动机构、旋转轮、送料机构、压料组件和缝纫机头,所述机架上设置有工作台,旋转驱动机构竖直向上的设置在所述机架的底部;旋转轮为圆盘形,能拆卸的设置在所述旋转驱动机构的动力输出轴上,并位于所述工作台的上方;所述工作台上开设有沿着所述旋转轮径向延伸的安装槽;所述缝纫机头安装在所述工作台上,并能沿着所述安装槽滑动。
18.送料机构包括水平运动驱动组件和送料盘,所述水平运动驱动组件设置在所述机架上,所述送料盘设置在所述水平运动驱动组件的动力输出端,所述送料盘上能铺设气囊胚料,所述水平运动驱动组件能驱动所述送料盘垂直于所述旋转轮的中心轴方向运动,从而使所述送料盘能在所述旋转轮的正上方来回移动,且当所述送料盘在后退的过程中,气囊胚料能掉落到所述旋转轮上。
19.压料组件包括垂直伸缩动力源和压盘,所述垂直伸缩动力源设置在所述机架的顶端,所述压盘能转动的设置在所述垂直伸缩动力源的动力输出轴上,所述垂直伸缩动力源能驱动所述压盘垂直的压设在所述旋转轮的表面。
20.在加工时,先随着沿着安装槽滑动缝纫机头,直至缝纫机头上的缝纫针接触靠近旋转轮的边缘,随后将需要缝制的气囊胚料铺设在送料盘上,再启动水平运动驱动组件,送料盘当位于旋转轮正上方时,水平运动驱动组件带动送料盘后退,在后退的过程中,气囊胚料慢慢的掉落到在所述旋转轮上;同时,在送料盘即将位于旋转轮正上方时,垂直伸缩动力源启动,带动压盘下降,当气囊胚料完全掉落在所述旋转轮上后,压盘压紧在旋转轮上,最后,启动缝纫机头上的缝纫针和旋转驱动机构,旋转驱动机构带动旋转轮、压盘和物料旋转,缝纫机头上的缝纫针在旋转轮的切线方向上缝纫,直至气囊外围加工完成。
21.上述汽车安全气囊缝纫装置,将传统的手工缝纫方式转换为机械缝隙方式,并且,在送料过程中,采用机械方式自动送料,从而大大的提高了生产效率和生产质量。
附图说明
22.为了更清楚地说明本实用新型具体实施方式,下面将对具体实施方式中所需要使用的附图作简单地介绍。在所有附图中,各元件或部分并不一定按照实际的比例绘制。
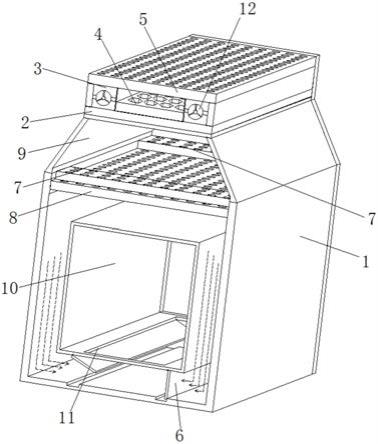
23.图1为本实用新型一实施例提供的一种汽车安全气囊缝纫装置的立体示意图;
24.图2为图1所示的一种汽车安全气囊缝纫装置的正视图;
25.附图标记:
26.100、机架;110、工作台;120、安装槽;
27.200、旋转驱动机构;
28.300、旋转轮;
29.400、送料机构;410、水平运动驱动组件;411、水平伸缩驱动动力源; 412、夹子;420、送料盘;421、避让槽;
30.500、压料组件;510、垂直伸缩动力源;520、压盘;
31.600、预压组件;610、弹性件;620、压块;
32.700、缝纫机头。
具体实施方式
33.下面将结合附图对本实用新型技术方案的实施例进行详细的描述。以下实施例仅用于更加清楚地说明本实用新型的技术方案,因此只作为示例,而不能以此来限制本实用新型的保护范围。
34.请参见图1至图2,本实用新型提供一种汽车安全气囊缝纫装置,包括机架100、旋转驱动机构200、旋转轮300、送料机构400、压料组件500和缝纫机头700,用于安全气囊的外围缝纫。
35.具体的,机架100上设置有工作台110,旋转驱动机构200竖直向上的设置在机架100的底部,在具体实施时,旋转驱动机构200可选用现有技术中常用的旋转电机。
36.旋转轮300为圆盘形,能拆卸的设置在旋转驱动机构200的动力输出轴上,并位于工作台110的上方;工作台110上开设有沿着旋转轮300径向延伸的安装槽120。缝纫机头700安装在工作台110上,并能沿着安装槽120滑动。旋转轮300采用可拆卸方式,在加工时,旋转轮300外径大小应根据安全气囊的尺寸选择,使旋转轮300的外径应略小于气囊胚料的外径为宜,缝纫机头700 能沿着安装槽120滑动,直至缝纫机头700上的缝纫针接触靠近旋转轮300 的边缘,从而适应缝制不同大小的气囊。
37.送料机构400用于将需要缝纫的物料输送至旋转轮300上。具体的,送料机构400包括水平驱动组件410和送料盘420,水平运动驱动组件410设置在机架100上,送料盘420设置在水平运动驱动组件410的动力输出端,送料盘 420上能铺设气囊胚料,水平运动驱动组件410能驱动送料盘420垂直于旋转轮300的中心轴方向运动,从而使送料盘420能在旋转轮300的正上方来回移动,且当送料盘420在后退的过程中,气囊胚料能掉落到旋转轮300上。
38.具体的,水平运动驱动组件410包括水平伸缩驱动动力源411和夹子412。水平伸缩驱动动力源411设在机架100上,且夹子412设置在水平伸缩驱动动力源411上的动力输出轴上,并能夹设在送料盘420的边缘。在具体实施时,水平伸缩驱动动力源411可选择为常用的伸缩电机,在其他实施方式中,水平运动驱动组件410还可以通过旋转电机与偏心轮结合的方式,也可驱动夹子 412和送料盘420向旋转轮300方向靠近或后退。
39.压料组件500用于将气囊胚料压紧在旋转轮300上,压料组件500包括垂直伸缩动力源510和压盘520。垂直伸缩动力源510设置在机架100的顶端,可选择为常用的伸缩电机,压盘520能转动的设置在垂直伸缩动力源510的动力输出轴上,垂直伸缩动力源510能驱动压盘520垂直的压设在旋转轮300 的表面。
40.在加工时,先随着沿着安装槽120滑动缝纫机头700,直至缝纫机头700 上的缝纫针接触靠近旋转轮300的边缘,随后将需要缝制的气囊胚料铺设在送料盘420上,再启动水平运动驱动组件410,送料盘420当位于旋转轮300正上方时,水平运动驱动组件410带动送料盘420后退,在后退的过程中,气囊胚料慢慢的掉落到在所述旋转轮300上;同时,在送料
盘420即将位于旋转轮 300正上方时,垂直伸缩动力源510启动,带动压盘520下降,当气囊胚料完全掉落在所述旋转轮300上后,压盘520压紧在旋转轮300上,最后,启动缝纫机头700上的缝纫针和旋转驱动机构200,旋转驱动机构200带动旋转轮 300、压盘520和物料旋转,缝纫机头700上的缝纫针在旋转轮300的切线方向上缝纫,直至气囊外围加工完成。
41.作为优选的,为了方便物料的掉落,本缝纫装置还包括预压组件600。预压组件600具有弹性,预压组件600设在垂直伸缩动力源510的动力输出轴上,当预压组件600处于自然状态时,预压组件600的底面与旋转轮300之间的距离小于压盘520的底面与旋转轮300之间的距离;送料盘420远离水平运动驱动组件410一侧的边缘开设有避让槽421,当送料盘420同轴位于旋转轮300 的正上方时,预压组件600位于避让槽421的正上方。
42.当垂直伸缩动力源510下降时,由于预压组件600的底面与旋转轮300 之间的距离小于压盘520的底面与旋转轮300之间的距离,则预压组件600 穿过避让槽421先于压盘520压紧在布料上,从而使布料顺利的掉落到旋转轮 300上。
43.具体的,预压组件600包括弹性件610和压块620,压块620通过弹性件 610连接在垂直伸缩动力源510的动力输出轴上。
44.当垂直伸缩动力源510下降时,压块620先于压盘520压紧在布料上,当送料盘420后退时,由于压块620的压设在气囊胚料远离水平运动驱动组件 410的一端,从而使气囊胚料顺利的掉落到旋转轮300上。在具体实施使,可将避让槽421设置有多个,并使多个避让槽421间隔设置,并且预压组件600 的数量与之适配,可提高压设效果。
45.当然,在其他实施方式中,也可采用使送料盘420振动的方式,在送料盘 420后退的过程中,振动送料盘420,也可将气囊胚料振落到旋转轮300上,从而使送料盘420顺利的脱料。
46.此外,作为优选的,压盘520与旋转轮300相对面上均摩擦垫(未示出)。摩擦垫可加大压盘520与气囊胚料之间的摩擦力,进一步防止在缝纫过气囊胚料发生位移。
47.上述汽车安全气囊缝纫装置的使用方式:
48.在加工时,先随着沿着安装槽120滑动缝纫机头700,直至缝纫机头700 上的缝纫针靠近旋转轮300的边缘,随后将需要缝制的气囊胚料铺设在送料盘420上,再启动水平运动驱动组件410,当送料盘420即将位于旋转轮300正上方时,垂直伸缩动力源510启动,带动压盘520和预压组件600下降,水平运动驱动组件410带动送料盘420后退时,压块620穿过避让槽421压紧在旋转轮300上,气囊胚料在送料盘420后退的过程中滑落到旋转轮300,当气囊胚料完全掉落在旋转轮300上后,压盘520压紧在旋转轮300上,最后,启动缝纫机和旋转驱动机构200,旋转驱动机构200带动旋转轮300、压盘520和物料旋转,缝纫机头700上的缝纫针在旋转轮300的切线方向上进行缝纫,直至气囊外围加工完成。
49.上述汽车安全气囊缝纫装置,将传统的手工缝纫方式转换为机械缝隙方式,并且,在送料过程中,采用机械方式自动送料,从而大大的提高了生产效率和生产质量。
50.以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述各实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的范围,其均应涵盖在本实用新型的权利要求和说明书的范围当中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。