1.本技术涉及金属焊接技术领域,尤其涉及一种具有小轴肩作用区和高比表面积搅拌针的增材用搅拌头。
背景技术:
2.近年来,基于航空、舰船、军工装备和轨道交通等领域中对结构轻量化的迫切需求,大厚度(≥15mm)高性能铝和镁等轻合金的焊接成为必须解决的关键技术。采用传统熔化焊方法焊接此类合金极易出现热裂、气孔等冶金缺陷,搅拌摩擦焊技术被认为是目前焊接此类合金的最有效方法。
3.然而,尽管国内外采用单面或双面大厚度搅拌摩擦焊工艺实现了接头厚度达100mm的铝合金焊接,但接头中存在的组织分布不均性、接头残余应力高、搅拌头寿命低等诸多问题,使得这种大厚度搅拌摩擦焊技术仅限于短直焊缝的实验验证,尚无实际应用的报道。此外,现有大厚度搅拌摩擦焊设备多为大型龙门式结构,不仅设备投资大,且无法实现空间复杂焊缝的焊接。
4.多层多道增材的搅拌摩擦焊焊接工艺可以很好的解决上述问题,多层多道搅拌摩擦焊工艺原理图如图1所示,由于常规搅拌头的搅拌针与轴肩直径比值多在0.25-0.4之间,这将导致两道次搭接区因轴肩的热输入过大引起组织和性能恶化;同时,搅拌针是典型的“锥形”形状,这将导致结合面处的焊核尺寸较小,需增加道次间的重合率才能保证结合面焊合,焊接工作量成倍增大。此外,常规搅拌针具有较小的平面端部,在焊接母材时,结合面容易出现弱连接或未焊合问题。
5.发明专利(cn103521912a)为解决搭接接头中焊核边缘的“钩状”缺陷问题,提出了一种具有“倒锥形”搅拌针的搅拌头设计,即搅拌针端部直径大于根部直径。虽然这种搅拌针增加了焊核底部的尺寸,有利于减小搭接重合率,但其大轴肩和焊核区较小的问题依然存在。此外,这种“倒锥形”搅拌针因根部过细,导致不合理的搅拌针应力分布,极易出现根部断针的情况。更重要的是,其在搅拌针外侧加工出的沿轴向分布的圆弧槽和底部内凹圆弧面相贯后,其搅拌针端部的向下塑性金属流动被削弱,必须增加搅拌针插入结合面的深度才能保证结合面的焊合,这会相应地减小单层增材厚度。由此可见,这种搅拌头设也不能满足多层多道搅拌摩擦焊的需要。
技术实现要素:
6.本技术提供一种具有小轴肩作用区和高比表面积搅拌针的增材用搅拌头,通过增大搅拌针与轴肩直径比值以及搅拌针的比表面积,满足多层多道搅拌摩擦焊需要,既减少了搭接道次,还避免了各层界面处未焊合的弊端。
7.为达到上述目的,本技术提供了一种具有小轴肩作用区和高比表面积搅拌针的增材用搅拌头,包括依次连接的加持部、轴肩和搅拌针,所述搅拌针直径与轴肩直径的比值为0.6-0.8。
8.进一步地,所述搅拌针为柱状结构。
9.进一步地,所述搅拌针直径与轴肩直径的比值为0.75。
10.进一步地,所述搅拌针远离轴肩的一端沿其轴线方向开设有圆柱状的第一凹槽;所述搅拌针的外圆周面和内圆周面上均设置有螺旋导流槽;搅拌针体积与表面积的比值为2.5-3.5。
11.进一步地,所述搅拌针体积与表面积的比值为3.0。
12.进一步地,所述搅拌针的外圆周面与内圆周面上的螺旋导流槽的螺旋方向相反。
13.进一步地,所述搅拌针远离轴肩的一端沿圆周方向等角度间隔地设置有多个倾斜的切口。
14.进一步地,所述轴肩靠近搅拌针的一端上设有第二凹槽。
15.进一步地,切口的数量为三个,切口的倾角为60
°
,相邻切口之间相隔120
°
。
16.本技术相比现有技术具有以下有益效果:本技术的搅拌头满足多层多道增材搅拌摩擦焊的需要,可有效减小厚板阶梯坡口尺寸,减小轴肩对搭接重合区的不利影响,增大各层界面处焊合宽度,进而减少搭接道次。搅拌针端部的特殊内凹设计,可以减小搅拌针插入各层界面深度,提高增材并避免各层界面处未焊合问题。本技术的搅拌头可用于小型搅拌摩擦焊设备或机器人平台实现对大厚度铝和镁轻合金以及其他有色金属材料的搅拌摩擦。
附图说明
17.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
18.图1是多层多道搅拌摩擦焊工艺原理图;
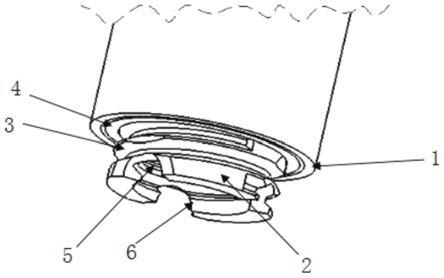
19.图2是本技术搅拌头的三维立体图;
20.图3是本发明搅拌头的轴向图;
21.图4是本发明搅拌头的剖视图;
22.图5是实施例4得到的焊核区形貌;
23.图6是实施例5得到的焊核区形貌;
24.图7是实施例6得到的焊核区形貌。
25.图中:1-轴肩,2-搅拌针,3-右螺旋导流槽,4-第二凹槽,5-第一凹槽,6-切口,7-母材,8-常规搅拌头。
具体实施方式
26.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
27.在本技术的描述中,需要理解的是,术语“中心”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的
方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
28.在本技术的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;对于本领域的普通技术人员而言,可以具体情况理解上述术语在本技术中的具体含义。
29.术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本技术的描述中,除非另有说明,“多个”的含义是两个或两个以上。
30.参照图1,用常规搅拌头8的搅拌针焊接母材7时,会导致两道次搭接区因轴肩的热输入过大引起组织和性能恶化;并且由于常规搅拌针8具有较小的平面端部,在焊接母材时,结合面容易出现弱连接或未焊合问题。
31.参照图2,本实施例1提供一种具有小轴肩作用区和高比表面积搅拌针的增材用搅拌头,搅拌头包括从上之下依次连接的加持部、轴肩1和搅拌针2,轴肩1的轴线和搅拌针2的轴线相重合,搅拌针2为柱状或正锥形结构,搅拌针2直径与轴肩1直径比值为0.6-0.8。由于大搅拌针2与轴肩1直径比大,不仅能有效减小坡口台阶尺寸,进而减小总焊接道次;同时也减小轴肩1热输入对多道次搭接区的不利影响。
32.轴肩1靠近搅拌针2的一端上设有第二凹槽4。搅拌针2为圆柱状结构,搅拌针2的底面沿其轴线方向开设有圆柱状的第一凹槽5,搅拌针2的外圆周面自其底部向轴肩1方向设置有第一螺旋导流槽,第一凹槽5的内圆周面自其底部向轴肩1方向设置有第二螺旋导流槽,第一螺旋凹槽和第二螺旋凹槽的螺旋方向相反。搅拌针2的底部沿圆周方向等角度间隔地设置有多个倾斜的切口6。上述结构使得搅拌针2其体积与表面积的数值比约为2.5-3.5,大比表面积且中空结构的搅拌针2,是相同体积常规实体锥形搅拌针2的2.5倍。增加搅拌针2的比表面积,不仅可增强塑性金属流动和产热,还能弥补因小轴肩1带来的产热不足问题。
33.本实施例2提供一种多层多道搅拌摩擦焊,包括如实施例1中的搅拌头,搅拌头不仅适用于铝合金、镁合金材料的焊接,也适用于其他有色金属材料的增材搅拌摩擦焊。
34.参见图2-4,本实施例3提供一种用于增材搅拌摩擦焊的搅拌头,包括从上之下依次连接的加持部、轴肩1和搅拌针2,轴肩1的轴线和搅拌针2的轴线相重合,搅拌针2直径与轴肩1直径比值为0.75。轴肩1的底面上设有第二凹槽4。搅拌针2轴向截面的形状是圆柱形,搅拌针2的底面沿其轴线方向开设有圆柱状的第一凹槽5,搅拌针2的外圆周面自其底部向轴肩1方向设置有右螺旋导流槽3,第一凹槽5的内圆周面上设置有左螺旋导流槽,搅拌针2底部还加工有三个倾斜60
°
的切口6,相邻切口6相隔120
°
,搅拌针2其体积与表面积的数值比为3.0。上述搅拌针2的结构可有效增强塑性金属流动,减小搅拌针2穿过各层界面深度,提高厚度方向的增材效率;同时可提高结合面处的挤压力,改善此处的金属流动及混合状态,降低搅拌针2前进阻力。
35.搅拌头各部分尺寸如下:轴肩1直径为d,搅拌针2直径为d,d/d=0.75,高度为h,h=0.5d。第二凹槽4的宽度为0.02d,深度为0.02d。第一凹槽5的直径为0.5~0.6d,深度为0.12d。
36.实施例4,采用实施例3中搅拌头焊接5mm厚的5083铝合金板材。设定搅拌头的轴肩
1直径d=8mm,搅拌针2直径d=6mm,α=60
°
,搅拌针2长度3mm。搅拌头转速为800rpm,行进速度为30mm/min。获得的焊核区形貌如图5所示。由图5可见,获得的焊核区截面形状近似呈规则矩形,宽度比搅拌针2直径略大,高度比搅拌针2长度略长。
37.实施例5,采用实施例3中搅拌头焊接5mm厚的5083铝合金板材。设定搅拌头轴肩1直径d=10mm,搅拌针2直径d=7.5mm,α=60
°
,搅拌针2长度h=3.8mm。搅拌头转速为800rpm,行进速度为30mm/min。获得的焊核区形貌如图6所示。由图6可见,获得的焊核区截面形状近似呈规则矩形,宽度比搅拌针2直径略大,高度比搅拌针2长度略长。
38.实施例6,采用实施例3中搅拌头焊接5mm厚的5083铝合金板材。设定搅拌头轴肩1直径d=10mm,搅拌针2直径d=7.5mm,α=60
°
,搅拌针2长度h=3.8mm。搅拌头转速为800rpm,行进速度为60mm/min。获得的焊核区形貌如图7所示。由图7可见,获得的焊核区截面形状近似呈规则矩形,宽度比搅拌针2直径略大,高度与搅拌针2长度相当。
39.以上,仅为本技术的具体实施方式,但本技术的保护范围并不局限于此,任何在本技术揭露的技术范围内的变化或替换,都应涵盖在本技术的保护范围之内。因此,本技术的保护范围应该以权利要求的保护范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。