1.本实用新型涉及加工设备技术领域,具体涉及一种多轴曲面数控加工装夹夹具。
背景技术:
2.随着科学技术的不断进步,对产品要求越来越高。产品零件也逐步向高精度,高集成方向发展,各种曲面零件也越来越多。曲面零件在实际生产加工中精度要求高,装夹难度大,数控加工零点校调困难,批量加工零点一致性难以保证等,稳定可靠的装夹方法是零件加工精度的重要保证。
3.鉴于上述缺陷,本实用新型创作者经过长时间的研究和实践终于获得了本实用新型。
技术实现要素:
4.为解决上述技术缺陷,本实用新型采用的技术方案在于,提供一种多轴曲面数控加工装夹夹具,包括夹具主体,所述夹具主体包括定位环、定位套和夹持套,所述定位套和所述夹持套分别设置在所述定位环的两侧,所述定位环、所述定位套和所述夹持套均设置为圆环形结构,且所述定位环、所述定位套和所述夹持套同轴设置,所述夹具主体上设置有调节槽,使所述定位环、所述定位套和所述夹持套上形成缺口,所述定位环对应工件设置,所述夹持套对应加工装置设置。
5.较佳的,所述定位环、所述定位套和所述夹持套的内环直径一致。
6.较佳的,所述定位环的外环直径大于所述夹持套的外环直径,所述夹持套的外环直径大于所述定位套的外环直径。
7.较佳的,所述调节槽轴向设置。
8.较佳的,所述定位环靠近所述定位套的平面为夹具校调面,靠近所述夹持套的平面为夹具定位面,所述定位套用于夹持定位工件,加工装置的三爪卡盘夹持固定所述夹持套。
9.较佳的,所述夹具定位面上还设置有定位标记块,所述定位标记块与所述三爪卡盘标记对应。
10.较佳的,所述定位环、所述定位套和所述夹持套的内圆环面形成内圆柱面,所述定位套远离所述定位环的端面为z向定位面。
11.较佳的,在所述工件下部设置装夹工艺凸台,所述装夹工艺凸台设置在所述内圆柱面内,所述装夹工艺凸台为圆柱型,且所述装夹工艺凸台直径小于所述工件横截面的最大直径。
12.与现有技术比较本实用新型的有益效果在于:本实用新型具有高精度的定位面,批量加工时,只需要将所述工装主体装到所述三爪卡盘上,所述定位标记与卡盘定位标记对应,千分表检测所述校调平面的平面度和所述内圆柱面的垂直度,再装入工件,即可开始加工工件,在工件零点设置时,直接将工件加工零点转换到夹具定位面,可保证工件的零点
校调简便易行。
附图说明
13.图1为圆锥体工件的结构视图;
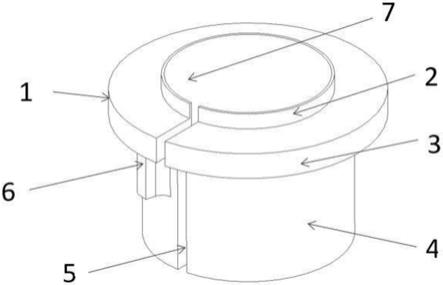
14.图2为所述多轴曲面数控加工装夹夹具的立体结构视图;
15.图3为所述多轴曲面数控加工装夹夹具的结构正视图;
16.图4为所述多轴曲面数控加工装夹夹具的结构俯视图;
17.图5为所述多轴曲面数控加工装夹夹具的结构仰视图。
18.图中数字表示:
19.1-夹具主体;2-定位套;3-定位环;4-夹持套;5-调节槽;6-定位标记块;7-内圆柱面; 8-z向定位面;9-夹具校调面;10-夹具定位面;11-装夹工艺凸台;12-工件;13-加工进退刀路径。
具体实施方式
20.以下结合附图,对本实用新型上述的和另外的技术特征和优点作更详细的说明。
21.实施例一
22.如图1所示,图1为圆锥体工件的结构视图;图中13为加工进退刀路径,加工刀具路径不会和专用夹具工装干涉。
23.本实用新型针对如图1中圆锥体工件的加工进行夹持,在本实施例中,圆锥体工件的外曲面上需加工深0.2毫米的凹槽,凹槽为缠绕在外曲面上的两条螺旋曲线,需在五轴高速铣削加工中心上进行加工。
24.如图1、图2、图3、图4所示,图2为所述多轴曲面数控加工装夹夹具的立体结构视图;图3为所述多轴曲面数控加工装夹夹具的结构正视图;图4为所述多轴曲面数控加工装夹夹具的结构俯视图;图5为所述多轴曲面数控加工装夹夹具的结构仰视图。
25.本实用新型所述多轴曲面数控加工装夹夹具包括夹具主体1,所述夹具主体1包括定位环3、定位套2和夹持套4,所述定位套2和所述夹持套4分别设置在所述定位环3的两侧,所述定位环3、所述定位套2和所述夹持套4均设置为圆环形结构,且所述定位环3、所述定位套2和所述夹持套4同轴设置,所述定位环3、所述定位套2和所述夹持套4的内环直径一致,所述定位环3的外环直径大于所述夹持套4的外环直径,所述夹持套4的外环直径大于所述定位套2的外环直径,所述夹具主体1上设置有调节槽5,所述调节槽5轴向设置,使所述定位环3、所述定位套2和所述夹持套4上形成缺口。
26.所述定位环3靠近所述定位套2的平面为夹具校调面9,靠近所述夹持套4的平面为夹具定位面10。所述定位套2用于夹持定位工件,加工装置的三爪卡盘夹持固定所述夹持套4。
27.所述定位套2壁厚最小,从而使所述定位套2外圆面对加工刀具进行让位,以避免加工刀具与所述多轴曲面数控加工装夹夹具的干涉。
28.较佳的,所述夹具定位面10上还设置有定位标记块6,所述定位标记块6与三爪卡盘标记对应,可消除三爪卡盘每次夹持不同接触点存在的误差,可保证工件批量加工每次装夹位置稳定。
29.所述定位环3、所述定位套2和所述夹持套4的内圆环面形成内圆柱面7,所述定位套2 远离所述定位环3的端面为z向定位面8,在夹具上直接校调工件零点,工件装入所述定位套2内,使用所述内圆柱面7和所述z向定位面8定位工件,由于所述调节槽5可变形的设置,所述三爪卡盘可直接使所述调节槽5受力宽度变窄所述内圆柱面7收缩以实现对工件的辅助夹紧,可保证在整个加工过程中工件定位稳定,夹持可靠。
30.本实用新型具有高精度的定位面,批量加工时,只需要将所述工装主体1装到所述三抓卡盘上,所述定位标记6与卡盘定位标记对应,千分表检测所述校调平面9的平面度和所述内圆柱面7的垂直度,再装入工件,即可开始加工工件,在工件零点设置时,直接将工件加工零点转换到夹具定位面10,可保证工件的零点校调简便易行。
31.实施例二
32.在具体使用过程中,在工件12下部设置装夹工艺凸台11,所述装夹工艺凸台11设置在所述内圆柱面7内,所述装夹工艺凸台11为圆柱型,且所述装夹工艺凸台11直径小于工件横截面的最大直径。
33.具体实施时,将工件12放入专用夹具工装的所述内圆柱面7内,利用夹具上设置好的z 向定位面8与工件12下端面定位z向,利用所述装夹工艺凸台11外圆柱面与所述内圆柱面 7定位xy向。最后三爪卡盘夹持专用工装夹具的所述夹具安装面4进行夹紧。加工完成后,用三坐标检测机测量各设计尺寸,均满足要求。
34.在批量加工时,只需将专用夹具工装的夹具标记6与三爪卡盘标记对应,在夹具定位面10上找正好零点,将零件放入专用夹具工装,夹紧即可。在批量生产过程中,其加工一致性得到有效保证,误差在0.015mm以内。
35.以上所述仅为本实用新型的较佳实施例,对本实用新型而言仅仅是说明性的,而非限制性的。本专业技术人员理解,在本实用新型权利要求所限定的精神和范围内可对其进行许多改变,修改,甚至等效,但都将落入本实用新型的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
