1.本实用新型涉及卡箍零件成型技术领域,尤其涉及一种卡箍零件成型工装。
背景技术:
2.随着航空工业的大力发展,航空发动机加工生产中会遇到许多钣金零件。钣金件在成型过程中需要工装的约束,在成型过程中要考虑成型方案可行性,分析零件怎样成型、成型后怎样与模具分离等问题。钣金成型技术运用广泛,成型方式多样化。
3.如图1所示的卡箍类钣金件,其圆弧部分的弧度大于180度。该类钣金件的液压成型技术难度较大。普通的折弯机难以对其进行弯折成型,而设计一种专用的成型器械投入成本大,不适用于小数量产品的生产,研发耗时长,经济性底。
4.需要分布成型且要保证圆弧型面光滑过渡且成型后易与模具分离的技术问题。
技术实现要素:
5.鉴于现有技术中的上述缺陷或不足,期望提供一种结构简单,成本低,大弧度卡箍零件成型加工操作简便,成型质量佳的卡箍零件成型工装。
6.本实用新型提供的一种卡箍零件成型工装,包括第一成型模、第二成型模和第三成型模;其中,
7.所述第一成型模,其顶面设置有弧形的成型槽,所述成型槽的弧度小于180度,所述成型槽内的两端分别开设有固定螺孔,所述第一成型模的顶面位于所述成型槽的一侧设置有第一成型斜面,所述第一成型斜面沿远离所述成型槽的方向向下倾斜设置;
8.所述第二成型模,设置于所述第一成型模的上方,所述第二成型模的底端一侧设置有成型凸模,所述成型凸模的外壁面为弧度大于180度的弧形,所述第二成型模的底端位于成型凸模的一侧对应所述第一成型斜面设置有第二成型斜面,所述第二成型斜面沿远离所述成型凸模的方向向下倾斜设置,所述第二成型模的顶部至底部对应所述固定螺孔设置有通孔,所述第二成型模通过螺栓与第一成型模可拆卸的固定连接;
9.所述第三成型模,分离的设置于所述第一成型模的顶面,位于所述成型槽远离第一成型斜面的一侧,所述第三成型模靠近所述成型槽的一侧的下部设置有成型弧面,所述成型弧面与成型槽的弧度之和等于所述成型凸模的弧度。
10.进一步的,所述第二成型模靠近第三成型模的一侧位于所述成型凸模两端的上方分别设置有支撑块,所述第三成型模的一侧位于所述成型弧面的上方对应所述支撑块设置有抵槽。
11.进一步的,所述成型槽的弧度不小于150度。
12.进一步的,所述第一成型模、第二成型模和第三成型模为高强合金材料制成。
13.相对于现有技术而言,本实用新型的有益效果是:
14.本实用新型的成型工装设置有第一成型模、第二成型模和第三成型模。在进行卡箍零件的成型加工时,首先第一成型模、第二成型模对板状的钣金毛坯进行第一次挤压成
型;然后通过螺栓将第一成型模、第二成型模固定,再通过第三成型模对钣金毛坯进行第二次挤压成型;然后将完成两次挤压成型的钣金毛坯卸下,通过裁切设备对其进行切割,形成如图1所示的卡箍零件。利用本技术的成型工装,通过两次挤压成型加工完成了卡箍零件弧度大于180度部分的成型。工装结构简单,成本低,大弧度卡箍零件成型加工操作简便,成型质量佳。
15.应当理解,实用新型内容部分中所描述的内容并非旨在限定本实用新型的实施例的关键或重要特征,亦非用于限制本实用新型的范围。
16.本实用新型的其它特征将通过以下的描述变得容易理解。
附图说明
17.通过阅读参照以下附图所作的对非限制性实施例所作的详细描述,本实用新型的其它特征、目的和优点将会变得更明显:
18.图1为卡箍零件的结构示意图;
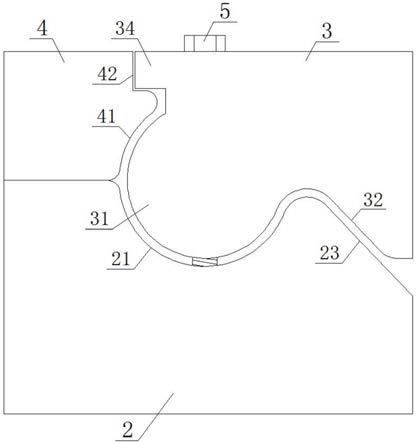
19.图2为卡箍零件成型工装的结构示意图;
20.图3为卡箍零件成型工装第一次成型状态的结构示意图;
21.图4为卡箍零件成型工装第二次成型状态的结构示意图。
22.图中标号:1、钣金毛坯;2、第一成型模;3、第二成型模;4、第三成型模;5、螺栓;
23.11、卡箍零件;
24.21、成型槽;22、固定螺孔;23、第一成型斜面;
25.31、成型凸模;32、第二成型斜面;33、通孔;34、支撑块;
26.41、成型弧面,42、抵槽。
具体实施方式
27.下面结合附图和实施例对本实用新型作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释相关实用新型,而非对该实用新型的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与实用新型相关的部分。
28.需要说明的是,在不冲突的情况下,本实用新型中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本实用新型。
29.请参考图1~图4,本实用新型的实施例提供了一种卡箍零件成型工装,包括第一成型模2、第二成型模3和第三成型模4;其中,
30.第一成型模2,其顶面设置有弧形的成型槽21,成型槽21的弧度小于180度,成型槽21内的两端分别开设有固定螺孔22,第一成型模2的顶面位于成型槽21的一侧设置有第一成型斜面23,第一成型斜面23沿远离成型槽21的方向向下倾斜设置;
31.第二成型模3,设置于第一成型模2的上方,第二成型模3的底端一侧设置有成型凸模31,成型凸模31的外壁面为弧度大于180度的弧形,第二成型模3的底端位于成型凸模31的一侧对应第一成型斜面23设置有第二成型斜面32,第二成型斜面32沿远离成型凸模31的方向向下倾斜设置,第二成型模3的顶部至底部对应固定螺孔22设置有通孔33,第二成型模3通过螺栓5与第一成型模2可拆卸的固定连接;
32.第三成型模4,分离的设置于第一成型模2的顶面,位于成型槽22远离第一成型斜
面23的一侧,第三成型模4靠近成型槽21的一侧的下部设置有成型弧面41,成型弧面41与成型槽21的弧度之和等于成型凸模31的弧度。
33.在本实施例中,本技术的成型工装由第一成型模2、第二成型模3和第三成型模4组成,通过各成型模之间的配合,可对钣金毛坯进行大于180度的弯折成型加工。将弯折成型后的钣金毛坯进行分割,便制成了如图1所示的卡箍零件。
34.具体操作时,首先将第一成型模2置于液压机的工作台上,通过夹具进行夹持固定,再将钣金毛坯1置于第一成型模2的顶部。然后通过液压机夹持固定第二成型模3并下压,成型凸模31的下部嵌入成型槽21内,对钣金毛坯1进行第一次挤压成型;第一成型斜面23和第二成型斜面32相配合,对钣金毛坯1的水平部分进行约束。
35.然后控制液压机松开第二成型模3,通过螺栓5将第二成型模3和第一成型模2固定,将第一成型模2和第二成型模3转动90度后重新固定在工作台上,如图4所示。通过液压机夹持固定第三成型模4并贴着第一成型模2的侧面下压,通过成型弧面41与成型凸模31相配合,对钣金毛坯1进行第二次挤压成型。将完成两次挤压成型的钣金毛坯1卸下,通过裁切设备对其进行切割,形成如图1所示的卡箍零件11。
36.利用本技术的成型工装,通过两次挤压成型加工完成了卡箍零件弧度大于180度部分的成型。工装结构简单,成本低,大弧度卡箍零件成型加工操作简便,成型质量佳。
37.在一优选实施例中,如图2所示,第二成型模3靠近第三成型模4的一侧位于成型凸模31两端的上方分别设置有支撑块34,第三成型模4的一侧位于成型弧面41的上方对应支撑块34设置有抵槽42。
38.在本实施例中,进行钣金毛坯1的第二次挤压成型时,两块支撑块34之间为钣金毛坯1提供了伸展空间。钣金毛坯1的长度过长时,其过长的部分沿两块支撑块34之间伸出。第二次挤压成型完成后,将钣金毛坯1过长的部分切掉,提高了工装的适应性。
39.在一优选实施例中,成型槽21的弧度不小于150度。成型槽21的弧度不宜过小,从而尽可能的减小成型弧面41的弧度需求,确保第二次挤压成型的操作便捷性,及成型质量,成型槽21的弧度优选设置为160-170度。
40.在一优选实施例中,第一成型模2、第二成型模3和第三成型模4为高强合金材料制成,结构强度高,不易形变,耐久性好,确保工装始终保持优异的成型质量。
41.在本说明书的描述中,术语“连接”、“安装”、“固定”等均应做广义理解,例如,“连接”可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术中的具体含义。
42.在本说明书的描述中,术语“一个实施例”、“一些实施例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或特点包含于本技术的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或实例。而且,描述的具体特征、结构、材料或特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
43.以上仅为本技术的优选实施例而已,并不用于限制本技术,对于本领域的技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
