1.本发明涉及加工治具技术领域,更具体地说是一种快速装夹的多面复用治具及壳料加工方法。
背景技术:
2.商品的外壳类产品在注塑、铸件成型后,通常其外观形状各异而且需要有logo标识,加工方式可以使用比如激光打标。激光打标也叫激光雕刻或者镭雕,是一种利用光学原理进行表面处理的工艺。其加工原理为利用激光器发射的高强度聚集激光束于焦点处,使材料氧化从而对其进行加工,打标的效果是通过光能导致表层物质的化学物理变化出痕迹而显示所刻蚀的图形、文字。
3.目前在激光加工行业,一般通过激光设备发出的激光束对产品进行加工,加工过程中,由于激光在特定的区域才能聚焦产生能量,需要保持与待加工件的相对位置,即需要准确的定位,同类型不同规格的产品外形通常有差异,在进行加工需要进行定位工装,不同规格的产品需要制作装夹治具,加工成本高。
4.在针对安防摄像机产品外壳logo制作的具体应用中,为了提高效率,通常采用多工位循环作业方式,即可以保持上下料的同时也在加工。保持各工位的作业为并行状态,每个工位至少需要一套,那么就需要多套相同的治具辅助加工。一个型号的产品就需要一套治具与之对应,在需要快速切换多种产品加工的情况下,治具的制作成本和型号管理难度就会急剧增加,这样不仅生产成本高,而且需要大量场地管理纷繁多样的产品型号对应的治具,增大切换机种时长。
技术实现要素:
5.本发明的目的在于克服现有技术的不足,提供一种快速装夹的多面复用治具及壳料加工方法。
6.为实现上述目的,本发明采用以下技术方案:
7.一方面,一种快速装夹的多面复用治具,包括底座和壳料固定件;所述壳料固定件为多面体结构,所述壳料固定件的每个面上均设有固定至少一种壳料产品型号的固定区域,所述壳料固定件的每个面均可装配于所述底座上。
8.其进一步技术方案为:所述底座设有与所述壳料固定件的侧面轮廓相适应的装配槽。
9.其进一步技术方案为:所述壳料固定件与所述底座之间设有使两者相互吸引的磁吸结构。
10.其进一步技术方案为:所述磁吸结构包括设于所述底座上的第一磁性件,以及设于所述壳料固定件的每个面上的第二磁性件。
11.其进一步技术方案为:所述壳料固定件与所述底座之间还设有将两者卡紧固定的定位结构。
12.其进一步技术方案为:所述定位结构包括设于所述底座上的定位凸起,以及设于所述壳料固定件的每个面上的定位槽。
13.其进一步技术方案为:所述固定区域为环状结构。
14.其进一步技术方案为:所述固定区域设有用于固定壳料的卡口。
15.其进一步技术方案为:所述壳料固定件为六面体。
16.另一方面,一种采用上述的快速装夹的多面复用治具的壳料加工方法,所述方法包括:
17.将壳料安装于治具的壳料固定件上;
18.将多个治具安装于多工位操作台的转盘上;
19.旋转转盘使多工位操作台上的其中一个治具上的壳料转动至打标位置;
20.控制激光器对打标位置上的壳料进行打标;
21.待打标完成后,再次旋转转盘,使多工位操作台上的另一治具上的壳料转动至打标位置,并在对其打标的同时将已打标完成的壳料进行下料操作。
22.本发明与现有技术相比的有益效果是:本发明通过将壳料固定件为多面体结构,并在壳料固定件的每个面上均设有固定至少一种壳料产品型号的固定区域,使得壳料固定件的每个面皆可以适配不同壳料产品外形加工需求,以达到快速装夹,减少治具数量节约制作成本的目的,提高了设备利用效率,降低了治具管理的成本。
23.上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明技术手段,可依照说明书的内容予以实施,并且为了让本发明的上述和其它目的、特征及优点能够更明显易懂,以下特举较佳实施例,详细说明如下。
附图说明
24.为了更清楚地说明本发明实施例技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
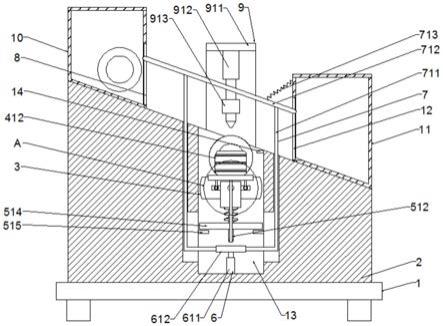
25.图1为本发明具体实施例提供的一种快速装夹的多面复用治具的结构示意图;
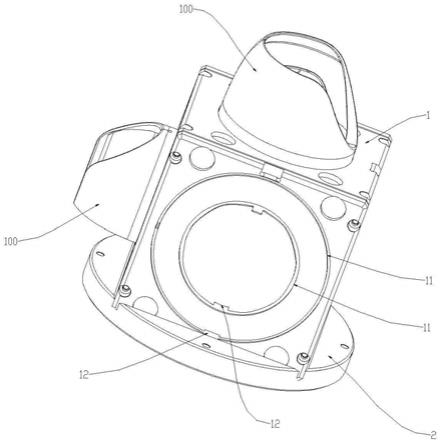
26.图2为本发明具体实施例提供的一种快速装夹的多面复用治具的分解图;
27.图3为工作台的结构示意图。
28.附图标记
29.1、壳料固定件;11、固定区域;12、卡口;13、定位槽;2、底座;21、装配槽;22、第一磁性件;23、定位凸起;100、壳料;200、操作台;300、转盘。
具体实施方式
30.下面将结合本发明具体实施例,对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
31.应当理解,当在本说明书和权利要求书中使用时,术语“包括”和“包含”指示所描述特征、整体、步骤、操作、元素和/或组件的存在,但并不排除一个或多个其它特征、整体、
步骤、操作、元素、组件和/或其集合的存在或添加。
32.还应当理解,在本发明说明书中所使用的术语仅仅是出于描述特定实施例的目的而并不意在限制本发明。如在本发明说明书和所附权利要求书中所使用的那样,除非上下文清楚地指明其它情况,否则单数形式的“一”、“一个”及“该”意在包括复数形式。
33.还应当进一步理解,在本发明说明书和所附权利要求书中使用的术语“和/或”是指相关联列出的项中的一个或多个的任何组合以及所有可能组合,并且包括这些组合。
34.本发明具体实施例提供了一种快速装夹的多面复用治具,如图1、2所示,该治具包括底座2和壳料100固定件1;壳料100固定件1为多面体结构,壳料100固定件1的每个面上均设有固定至少一种壳料100产品型号的固定区域11,壳料100固定件1的每个面均可装配于底座2上。
35.在本实施例中,壳料100固定件1为六面体形状,更进一步地,为正方体形状,壳料100固定件1的每个面上均设有固定两种壳料100产品型号的固定区域11,即每个面都可以对应两种壳料100产品型号,这样六个面便可兼容12种壳料100产品型号,这样可以实现减少治具数量节约制作成本的目的。当然,在实际使用时,可根据情况选择是否在不同的面对应不同的型号,或者一部分的面对应一种型号,另一部分的面对应另一种型号。
36.另外,加工时,一次只能加工一种产品,即不是每个面同时放置待加工产品,通常是顶面(即当前加工面)放置产品。其他型号就需要翻转对应的安装面到顶面才能放置加工。
37.优选地,为了方便操作人员快速识别,在壳料100上有型号代码标识,方便快速识别出壳料100的型号。
38.如图1所示,固定区域11为环状结构,具体地,环状结构为环形槽,环形槽能够与壳料100的形状相适应,使得壳料100的底部能够嵌入到缓存槽中,起到定位的作用。为了固定壳料100,在固定区域11设有用于固定壳料100的卡口12,卡口12能够与壳料100上的凸起配合,形成固定关系。这样的结构关系,方便了壳料100的拆装。
39.将固定区域11做成环形结构只是为了适应壳料100的形状,因此,为了适应不同形状的壳料100,可将固定区域11设计成另外的结构,以实现对壳料100的固定。
40.如图2所示,底座2设有与壳料100固定件1的侧面轮廓相适应的装配槽2。安装时,壳料100固定件1的底部嵌入至装配槽2中,装配槽2能够对壳料100固定件1起到限位的作用。
41.装配槽2的形状与壳料100固定件1的外形轮廓相适应,在本实施例中,壳料100固定件1为正方体形状,那么装配槽2则为正方形的形状。
42.如图2所示,壳料100固定件1与底座2之间设有使两者相互吸引的磁吸结构。更进一步地,磁吸结构包括设于底座2上的第一磁性件22,以及设于壳料100固定件1的每个面上的第二磁性件(图中未示意出)。
43.通过第一磁性件22和第二磁性件的磁性作用,将两者结合在一起。
44.第一磁性件22在底座2上的位置可根据实际需求而定,优选地,在底座2的装配槽2的底部表面开设有第一磁铁孔,第一磁性件22嵌入于第一磁铁孔中,并可通过胶水方式或者过盈配合的方式进行固定。
45.优选地,第一磁性件22为磁铁,磁铁呈圆饼状,由于横截面积较大,且高度不高,这
样不仅可以提高磁吸力,而且安装后不占用过多的高度空间。
46.在本实施例中,第一磁性件22分别布置在装配槽2中的四个角落的磁铁孔中,且每个角落有两个磁铁孔。
47.第二磁性件在壳料100固定件1的每个面上位置可根据实际需求而定,优选地,在壳料100固定件1的每个面上开设有第二磁铁孔,第二磁性件嵌入于第二磁铁孔中,并可通过胶水方式或者过盈配合的方式进行固定。
48.优选地,第二磁性件为磁铁,磁铁呈圆饼状,由于横截面积较大,且高度不高,这样不仅可以提高磁吸力,而且安装后不占用过多的高度空间。
49.在一些实施例中,比如本实施例中,壳料100固定件1与底座2之间还设有将两者卡紧固定的定位结构。
50.如图2所示,定位结构包括设于底座2上的定位凸起23,以及设于壳料100固定件1的每个面上的定位槽13。通过定位凸起23和定位槽13的配合来进行限位固定。
51.通过将壳料100固定件1为多面体结构,并在壳料100固定件1的每个面上均设有固定至少一种壳料100产品型号的固定区域11,使得壳料100固定件1的每个面皆可以适配不同壳料100产品外形加工需求,以达到快速装夹,减少治具数量节约制作成本的目的,提高了设备利用效率,降低了治具管理的成本。
52.本发明具体实施例还提供了一种采用上述的快速装夹的多面复用治具的壳料100加工方法,如图3所示,该方法包括以下步骤:
53.s10、将壳料100安装于治具的壳料100固定件1上。
54.s20、将多个治具安装于多工位操作台200的转盘300上。
55.转盘300是可相对于操作台200旋转的,每个转盘300上安装多个治具,治具的底座2与转盘300固定,壳料100固定件1安装在底座2上。
56.s30、旋转转盘300使多工位操作台200上的其中一个治具上的壳料100转动至打标位置。
57.s40、控制激光器对打标位置上的壳料100进行打标。
58.在打标时,根据设定的程序通过激光器对壳料100进行打标,以完成需要的logo雕刻。
59.s50、待打标完成后,再次旋转转盘300,使多工位操作台200上的另一治具上的壳料100转动至打标位置,并在对其打标的同时将已打标完成的壳料100进行下料操作。
60.当完成一个壳料100打标后,便可对下一个壳料100进行打标,并且在对下一个壳料100进行打标的同时,对上一个打标完成的壳料100进行下料操作,下料后又可以将新的未打标的壳料100进行上料,这样循环的工作模式,大大提高工作的效率。
61.以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到各种等效的修改或替换,这些修改或替换都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以权利要求的保护范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。