1.本发明涉及座椅安全气囊技术领域,尤其涉及一种气袋裁片及其缝制方法、安全气囊、座椅和车辆。
背景技术:
2.目前生产的大多数乘用车中都设置有安全气囊,用于在汽车发生正面或侧面碰撞时,气袋迅速膨胀,保护乘员的头部。
3.现有技术用于侧面保护的侧安全气帘,一般安装在汽车顶棚两侧的上方,发生侧面碰撞时,气帘从顶棚和内饰的装配缝隙中脱出,形成一个前后排贯穿的充满气体的、厚度基本均匀的袋体,在规定的时间内到达保护区域,阻挡乘员头部在碰撞时与刚性车身接触,减少头部伤害,起到保护乘员头部的作用。
4.现有技术的侧安全气帘,对乘员的保护局限于座椅与气帘的安装位置,而随着智能驾驶车辆的技术发展,新型智能驾驶车内座椅的布置也越来越灵活,现有技术的侧安全气帘无法满足智能驾驶车辆的安全需求,此外,现有技术的侧安全气帘也不适用于敞篷跑车。
5.因此,如何提供一种方案以解决上述缺陷,仍是本领域技术人员亟待解决的技术问题。
6.
技术实现要素:
7.本发明的目的是提供一种气袋裁片,用于缝制座椅安全气袋,在满足功能需求的同时,缝制而成的气袋体积小,裁剪和缝纫工艺简单,具有成本与性能的双重优势,更加适应智能车辆的需求。
8.为解决上述技术问题,本发明提供一种气袋裁片,用于缝制座椅安全气袋,所述气袋裁片为一体式结构,包括第一片和沿长度方向连接于所述第一片左右两端的第二片,所述第一片的形状大致为矩形;所述第二片包括与所述第一片连接的a片和远离所述第一片的b片,所述a片的形状与所述第一片的左半片或右半片的形状相同,缝制完成后,两个所述b片远离所述a片的一端围合形成所述安全气袋的开口端。
9.本发明的气袋裁片为一体式结构,气袋裁片的裁剪过程简单,缝线少,缝纫工艺简单,且充气后,气体不容易从缝线针孔处泄露,具有成本与性能的双重优势,用于安装于座椅的安全气囊,更加适应智能车辆的需求。
10.可选地,所述第一片的四个边角处为弧形。
11.可选地,所述b片的形状大致为梯形,所述b片与所述a片连接一端的宽度小于所述a片的宽度,且自所述b片与所述a片连接的一端向远离所述a片的方向,所述b片的宽度渐缩。
12.可选地,所述气袋裁片的材质为合成纤维。
13.可选地,所述气袋裁片的材质为pa66或pet。
14.本发明还提供一种安全气袋的缝纫方法,适用于前述气袋裁片,所述缝制方法包括如下步骤:
15.步骤s1,将两所述a片沿与所述第一片的连接处折叠,以使所述a片与所述第一片的左半片或右半片对应重合,将所述a片和所述第一片重合部分的边线用第一缝纫线对应缝合;
16.步骤s2,沿与所述第一片长度方向垂直的对称轴对折,以使两个所述第二片重合,自所述b片远离所述a片的一端至所述a片中部的方向,沿两侧的边线用第二缝纫线一一对应进行缝合,缝合后,两个所述b片远离所述a片的一端形成开口。
17.本发明安全气袋的缝制方法,缝制形成安全气袋,缝线少,缝纫工艺简单,气体不容易从缝线针孔处泄露,且充气后,气袋后端,即安装于座椅头枕一端横向厚度薄;气袋前端,即乘员头部区域横向厚度厚,气袋的总体积小,有效体积大,具有成本与性能的双重优势。
18.本发明还提供一种安全气囊,包括壳体、气体发生器和经前述安全气袋的缝制方法缝制而成的安全气袋,所述安全气袋和所述气体发生器均设置于所述壳体内部,所述气体发生器与所述安全气袋在b片端的开口处连接,用于向所述安全气袋充气,所述安全气袋充气后,所述a片区域的横向厚度大于所述b片区域的横向厚度。
19.本发明的安全气囊,具有前述安全气袋,因此具有与前述安全气袋相同的技术效果,在此不再赘述。
20.此外,缝纫好的安全气袋充气后,在a片区域的横向厚度显著大于b片区域的厚度,气袋b片区域位于座椅头枕处,a片区域位于乘员头部区域,更有利于侧面碰撞时对头部的碰撞保护。
21.本发明还提供一种座椅,包括座椅本体和至少一个前述安全气囊,所述安全气囊均设置于所述座椅本体的头枕内部,所述头枕对应位置设置有爆破区,所述安全气袋能够自所述爆破区钻出,以通过所述a片区域对乘员的头部碰撞侧进行保护。
22.本发明的座椅,具有前述安全气囊,因此具有与前述安全气囊相同的技术效果,在此不再赘述。
23.本发明还提供一种车辆,包括车体和前述座椅,所述座椅设置于所述车体内部。
24.本发明的车辆,具有前述座椅,因此具有与前述座椅相同的技术效果,在此不再赘述。
附图说明
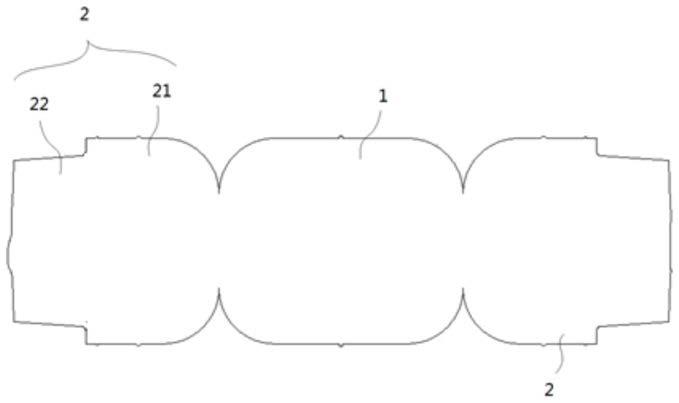
25.图1本发明所提供气袋裁片的一种具体实施例的结构示意图;
26.图2为图1气袋裁片第一次缝合后的结构示意图;
27.图3为图1气袋裁片第二次缝合后的结构示意图;
28.图4为本发明所提供气袋裁片缝合形成安全气袋充气后的前端的平面示意图;
29.图5为本发明所提供气袋裁片缝合形成安全气袋充气后的前端的结构示意图;
30.图6为本发明所提供气袋裁片缝合形成安全气袋充气后的侧部的结构示意图;
31.图7为本发明所提供一种具体实施例的安全气囊安装于座椅头枕时的结构示意
图。
32.其中,图1至图3中各附图标记为:
33.1-第一片;2-第二片;21-a片;22-b片;3-第一缝纫线;4-第二缝纫线。
34.其中,图7中各附图标记为:
35.01-安全气囊;02-头枕。
具体实施方式
36.为了使本领域的技术人员更好地理解本发明的技术方案,下面结合附图和具体实施例对本发明作进一步的详细说明。
37.本文中,安全气囊01安装于座椅的头枕02内,发生碰撞时,安全气袋自头枕02内钻出,对乘员头部进行保护,沿安全气袋钻出的方向为纵向,与安全气袋钻出方向垂直的方向为横向,安全气袋钻出的一端为前端。
38.请参考图1,图1本发明所提供气袋裁片的一种具体实施例的结构示意图。
39.本发明提供一种气袋裁片,用于缝制座椅安全气袋,气袋裁片为一体式结构,包括第一片1和沿长度方向连接于第一片1左右两端的两个第二片2,第一片1沿长度方向包括左半片和右半片,第一片1的形状大致为矩形;第二片2包括与第一片1连接的a片21和远离第一片1的b片22,a片21的形状与第一片1的左半片或右半片的形状完全相同,换言之,将两个第二片2沿与第一片1的连接处翻折后,两个a片21能够与第一片1的左半片或右半片对应重合,缝制完成后,第一片1的两个b片22远离a片21的一端围合形成安全气袋的开口端,以与气体发生器连接。
40.本发明的安全气袋由上述一片式气袋裁片缝制而成,气袋裁片的结构简单,因此,气袋裁片的裁剪过程简单,缝线少,缝纫工艺简单,气体不容易从缝线针孔处泄露,具有成本与性能的双重优势,满足安装于座椅的安全气囊01的使用需求。
41.请参考图5与图6,图5为本发明所提供气袋裁片缝合形成安全气袋充气后的前端的结构示意图;图6为本发明所提供气袋裁片缝合形成安全气袋充气后的侧部的结构示意图。
42.本发明中,两个第二片2连接于第一片1长度方向的两端,第一片1的长度方向决定着安全气袋充气后向前伸出的长度,即纵向的长度,具体地,第一片1越长,安全气袋充气后向前伸出的长度越长;因此,在气体裁片的裁剪过程中,可以根据实际使用需求对第一片1的长度进行调整。
43.进一步地,本实施例中,第一片1的四个边角处为弧形。该设置,使得安全气袋充气后,在满足安全气袋横向尺寸要求的基础上,进一步降低应力积中并减少安全气袋的体积。
44.此外,本实施例中,b片22的形状大致为梯形,b片22与a片21连接一端的宽度小于a片21的宽度,且自b片22与a片21连接的一端向远离a片21的方向,b片22的宽度渐缩。
45.实际应用中,b片22的形状并不做严格限制,只要能够形成开口端与气体发生器连接即可。当然,本发明中b片22的形状设置为宽度渐缩,能够在满足连接需求的同时,节约材料,减小安全气袋b片22区域,即安全气袋后端的体积,减小安全气袋的总体积,同时,使得安全气袋a片21区域,即乘员头部区域的横向厚度更厚,提高安全气袋的有效体积。在裁剪工艺过程中,b片22与气体发生器连接的一端的具体宽度可根据气体发生器连接端的尺寸
进行适应性调整。
46.进一步地,本发明中,气袋裁片的材料为合成纤维,即以石油、天然气及一些家副产品等低分子物作为原料制成单体,经过化学聚合或缩聚成高聚物然后再纺制成的纤维。
47.具体地,常用的材料有pa或pet。
48.pa为polyamide的简称,俗称尼龙,安全气袋常用的尼龙材料类型为pa66。
49.pet为polyethylene terephthalate的简称,俗称涤纶,性价比高且耐热。
50.请参考图2至图4,图2为图1气袋裁片第一次缝合后的结构示意图;图3为图1气袋裁片第二次缝合后的结构示意图;图4为本发明所提供气袋裁片缝合形成安全气袋充气后的结构示意图。
51.本发明还提供一种安全气袋的缝纫方法,适用于前述气袋裁片,缝制方法包括如下步骤:
52.步骤s1,将两个a片21沿与第一片1的连接处折叠,以使a片21与第一片1的左半片或右半片对应重合,将a片21和第一片1重合部分的边线用第一缝纫线3一一对应缝合;
53.步骤s2,沿与第一片1长度方向垂直的对称轴对折,以使两个第二片2重合,自b片22远离a片21的一端至a片21的中部,沿两侧的边线用第二缝纫线4一一对应进行缝合,缝合后,两个b片22远离a片21的一端形成开口端。
54.本发明安全气袋的缝制方法,将前述气体裁片缝制形成安全气袋,缝线少,缝纫工艺简单,且充气后,气袋的体积小,气体不容易从缝线针孔处泄露,具有成本与性能的双重优势。
55.本发明的缝纫方法中,第二条缝合线自b片22远离a片21的一端向a片21的中部延伸,定义缝纫线在a片21形成的端点为n,同侧a片21与b片22连接处的交点为m,m和n之间的距离决定着安全气袋充气后的形状及向前伸出的长度,m和n之间的距离越远,即n越靠近a片21与第一片1连接的一端,安全气袋充气后向前伸出的长度越长,气袋充气后的横向厚度越大;因此,在实际缝制过程中,可以通过实际使用需求调整m与n之间的距离,以控制安全气袋的形状。
56.本发明还提供一种安全气囊01,包括壳体、气体发生器和前述气袋裁片经前述缝制方法缝制而成安全气袋,安全气袋和气体发生器均设置于壳体内部,气体发生器与安全气袋连接,能够在较短的时间内(常温小于30ms)产生大量的气体充满安全气袋,使得安全气袋钻出,起到保护乘员的作用,安全气袋充气后,a片21区域的横向厚度大于b片22区域的横向厚度。
57.本发明的安全气囊01,具有前述安全气袋,因此具有与前述安全气袋相同的技术效果,在此不再赘述。此外,安全气袋充气后,a片21区域的横向厚度显著大于b片22区域的厚度,气袋b片22区域位于座椅头枕02处,a片21区域位于乘员头部区域,更有利于侧面碰撞时对乘员的头部碰撞进行保护。
58.请参考图7,图7为本发明所提供一种具体实施例的安全气囊安装于座椅头枕时的结构示意图。
59.本发明还提供一种座椅,包括座椅本体和至少一个前述安全气囊01,安全气囊01设置于座椅本体的头枕02内部,头枕02对应位置设置有爆破区,当发生碰撞时,安全气袋能够自爆破区钻出,以通过a片21区域对乘员的头部进行保护。
60.本发明的座椅,具有前述安全气囊01,因此具有与前述安全气囊01相同的技术效果,在此不再赘述。
61.此外,本实施例中,座椅头枕02的内部两侧设置有两个安全气囊,安全气袋能够对乘员的头部两侧进行保护,实际应用中,设置安全气囊01的数量并不做严格限制,如也可以只在乘员的头部碰撞侧设置一个安全气囊01,只要能够起到保护乘员头部的作用即可。
62.本发明还提供一种车辆,包括车体和前述座椅,座椅设置于车体内部。
63.本发明的车辆,具有前述座椅,因此具有与前述座椅相同的技术效果,在此不再赘述。
64.此外,由于安全气囊01设置于座椅,因此座椅在车体内部的放置位置和方向也无需进行限制。
65.以上对本发明所提供的一种气袋裁片及其缝制方法、安全气囊、座椅和车辆进行了详细介绍,本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以对本发明进行若干改进和修饰,这些改进和修饰也落入本发明权利要求的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
