1.本发明涉及与治疗用导管及引导导管一起使用并将治疗用导管引导至治疗部位的支撑导管及管(tubes)。
背景技术:
2.首先,阐述第一公开。经皮冠状动脉介入治疗(pci;percutaneous coronary intervention)中,支撑导管会与治疗用导管及引导导管一起使用。
3.支撑导管具有形成为可插入治疗用导管的管状的远端轴(distal shaft)和与该远端轴连接的近端轴(proximal shaft)。远端轴为了确保可推动性(pushability)和抗扭结(kink)性而会构成为包括包含金属制编织物作为加强层的管。
4.构成金属制编织物的各线材在其被切断的端部容易向径向外方扩张,因此以往会采用将各线材的端部相互焊接,用外层覆盖该焊接点的结构。
5.进而,为了避免覆盖焊接点的部分处的外层膨胀或焊接点从外层突出,例如建议如专利文献1所公开的导管,其在金属制编织物的外周和外层管的内周面之间还设有薄壁树脂制的中间层。
6.接着,阐述第二公开。支撑导管具有:形成为可插入治疗用导管的管状且包含内层、加强层及外层的远端轴;和与该远端轴连接的近端轴。加强层会构成为包含金属线材或树脂线材等以一定间距(pitch)卷绕形成的筒状的编物(例如参见专利文献1)。
7.现有技术文献:专利文献:专利文献1:日本特开平9-294810号公报;专利文献2:日本特开2007-82802号公报。
技术实现要素:
8.发明要解决的问题:然而,谈及第一公开,则上述专利文献1的中间层为了覆盖多个焊接点而遍及金属制编织物的整个周向地设置,因此恐怕会成为增大导管外径的主要原因。
9.因此,本发明的目的在于提供一种能在抑制或避免外径增大的同时,抑制或防止加强层的金属线(线材)的焊接点向径向外方突出的支撑导管及管。
10.此外,谈及第二公开,作为近端轴和远端轴的连接方法,可考虑将近端轴的一端部固定于远端轴的加强层(编物)上从而连接两者的方法。
11.然而,若在多个线材以一定间距卷绕形成的上述专利文献1这样的编物之上固定近端轴的一端部,则在远端轴上施加长度方向的拉伸力时,会对该近端轴的一端部和编物(线材)的固定部分施以负荷,近端轴的一端部从线材剥离,近端轴的梢端侧恐怕会突破外层而露出等。
12.因此,本发明的解决课题在于提供近端轴的一端部难以从远端轴的编物上剥离的
结构新颖的支撑导管。
13.又,提供被固定构件难以从编物剥离的管也是本发明的解决课题之一。
14.解决问题的手段:阐述第一公开。根据第一公开中的关于第一形态的支撑导管,是与用于治疗治疗部位的治疗用导管和被插入所述治疗用导管且用于在血管内引导所述治疗用导管的引导导管一起使用,具有从所述引导导管的基端侧开口部插入而从所述引导导管的梢端侧开口部突出的长度,将所述治疗用导管的梢端部分引导至所述治疗部位的支撑导管,具备:远端轴,其形成为能插入所述治疗用导管的管状,且构成为包括内层以及多个金属线在一方向及另一方向上卷绕形成为筒型网格状的加强层,和近端轴,其与所述远端轴连接,所述加强层在所述一方向上卷绕的所述金属线和在所述另一方向上卷绕的所述金属线的交点处具有多个焊接点,所述多个焊接点在所述远端轴的周向上偏重分布地配置,所述多个焊接点的外侧配置有覆盖构件。
15.依从本形态,由于多个焊接点的外侧配置有覆盖构件,所以焊接点被覆盖构件直接或间接覆盖而难以从该覆盖构件向径向外方突出。又,多个焊接点在远端轴的周向上偏重分布地配置,因此无需像以往结构那样在内层和外层之间设置遍及整个周向的中间层,因对焊接点偏重分布的局部范围设置覆盖构件,故能抑制或避免远端轴的大径化。因此,能抑制或避免支撑导管的外径的增大。
16.第一公开的第二形态是根据第一公开的第一形态的支撑导管,所述覆盖构件包括金属制的所述近端轴的梢端部及遮蔽(cover)片的至少一方。
17.依从本形态,在使用近端轴的梢端部作为覆盖构件的情况下,能在提高远端轴的强度的同时抑制或避免焊接点的突出,在使用遮蔽片作为覆盖构件的情况下,能在确保远端轴的柔软性的同时抑制或避免焊接点的突出。又,在一部分焊接点的外侧配置近端轴的梢端部,而在其余焊接点的外侧配置遮蔽片等,通过调节设置近端轴的梢端部或遮蔽片的范围以此能调节远端轴的硬度。
18.第一公开的第三形态是根据第一公开的第一形态的支撑导管,所述多个焊接点沿所述远端轴的轴心方向配置为一列。
19.依从本形态,焊接点沿远端轴的轴心方向配置为一列,以此能通过大致带状的近端轴的梢端部或遮蔽片容易地覆盖全部焊接点。又,由于覆盖构件仅在有限的局部范围内设置,所以能进一步抑制远端轴的外径的增大,能进一步抑制支撑导管的外径的增大。
20.第一公开的第四形态是根据第一公开的第一形态的支撑导管,所述多个焊接点沿所述远端轴的轴心方向配置为两列。
21.依从本形态,将焊接点的配置分为两列,以此能缩短远端轴的轴心方向上的覆盖构件的长度。由此,能确保远端轴的柔软性。
22.第一公开的第五形态是根据第一公开的第一形态的支撑导管,所述两列中的一列配置在相对于另一列所述内层的周向的相位偏移180
°
的位置上。
23.依从本形态,还能使远端轴的外形成为易于将其他医疗机器导入引导导管内的细长的椭圆形状。又,能使金属线之间的焊接点在遮蔽部的周向上分散而避免靠近,从而容易进行焊接作业。
24.第一公开的第六形态是根据第一公开的第一形态的支撑导管,所述两列中的一列
配置在相对于另一列所述内层的周向的相位偏移90
°
的位置上。
25.依从本形态,远端轴的轴心方向上的覆盖构件的长度和周向上的覆盖构件的长度两者均可设定得较短,能确保远端轴的柔软性。而且,能使金属线之间的焊接点在遮蔽部的周向上分散而避免靠近,从而容易进行焊接作业。
26.根据第一公开的第七形态的管具备:管状的内层;和设于所述内层的外表面上,且多个金属线在一方向及另一方向上卷绕形成为筒型网格状的加强层;所述加强层在所述一方向上卷绕的所述金属线和在所述另一方向上卷绕的所述金属线的交点处具有多个焊接点,所述多个焊接点在所述加强层的周向上偏重分布地配置,所述多个焊接点的外侧配置有覆盖构件。
27.依从本形态,由于多个焊接点的外侧配置有覆盖构件,所以焊接点被覆盖构件直接或间接覆盖而难以从该覆盖构件向径向外方突出。又,多个焊接点在加强层的周向上偏重分布地配置,因此无需像以往结构那样在内层和外层之间设置遍及整个周向的中间层,因对焊接点偏重分布的局部范围设置覆盖构件,故能抑制或避免管的大径化。
28.第一公开的第八形态是根据第一公开的第七形态的管,所述多个焊接点沿所述内层的轴心方向配置为一列。
29.依从本形态,焊接点沿内层的轴心方向配置为一列,从而能通过大致带状的覆盖构件容易地覆盖全部焊接点。又,由于覆盖构件仅在有限的局部范围内设置,所以能进一步抑制管外径的增大。
30.阐述第二公开。根据第二公开的第一形态的支撑导管,是与用于治疗治疗部位的治疗用导管和被插入所述治疗用导管且用于在血管内引导所述治疗用导管的引导导管一起使用,具有从所述引导导管的基端侧开口部插入而从所述引导导管的梢端侧开口部突出的长度,将所述治疗用导管的梢端部分引导至所述治疗部位的支撑导管,具备:远端轴,其形成为能插入所述治疗用导管的管状,且构成为包括内层和多个金属线在一方向及另一方向卷绕形成为筒型网格状的加强层;和近端轴,其与所述远端轴连接,所述加强层包括卷绕的所述金属线的间距为第一值的小间距部及卷绕的所述金属线的间距为大于所述第一值的第二值的大间距部,所述近端轴的一端部固定于所述大间距部。
31.依从本形态,加强层上设置大间距部,近端轴的一端部固定于该大间距部。由此,在远端轴上施加长度方向的拉伸力时,能使施于该固定部分的负荷与近端轴的一端部固定于小间距部的情况相比较小。
32.近端轴的一端部固定于远端轴的编物上,从而该固定的部分处的编物的金属线的角度被固定。具有以一定间距卷绕形成的编物作为加强层的以往的远端轴在向长度方向拉伸时,在未被近端轴固定的部分处,编物向间距变大(金属线的角度变大)的方向渐渐变化,另一方面,在金属线的角度被固定的部分处,编物无法跟随该变化。因此,相当于间距变化的可变部和间距不变化的非可变部的交界处的该固定部分将被施加负荷。相对于此,构成本形态的支撑导管的远端轴预先以编物间距(金属线的角度)较大的状态固定,因此即使向长度方向拉伸时,也可抑制因未被近端轴固定的部分的编物的变化(编物间距和金属线的角度的变化)而产生的对固定部分的负荷。由此,近端轴的一端部难以从金属线剥离。
33.第二公开的第二形态是根据第二公开的第一形态的支撑导管,所述加强层包括两个所述小间距部及位于该两个小间距部之间的所述大间距部。
34.依从本形态,能将设置比小间距部硬的大间距部的范围限定为固定近端轴的一端部的范围,将比该范围靠近基端侧作为小间距部。由此,能确保远端轴的柔软性,防止折断。
35.第二公开的第三形态是根据第二公开的第一形态的支撑导管,所述小间距部与所述大间距部之间包括渐变间距部,所述渐变间距部随着从所述大间距部朝向所述小间距部,卷绕的所述金属线的间距变小。
36.依从本形态,由于大间距部与小间距部之间编物间距渐渐变化,所以能避免远端轴的急剧的硬度变化,防止折断。另,从确保柔软性的观点出发渐变间距部短些好,从减缓硬度变化的观点出发渐变间距部长些好。
37.第二公开的第四形态是根据第二公开的第一形态的支撑导管,所述近端轴的一端部在所述大间距部中,在所述一方向上卷绕的所述金属线和在所述另一方向上卷绕的所述金属线相交而在轴线方向上排列的多个交点中至少两个以上的交点处固定。
38.依从本形态,近端轴的一端部在大间距部的至少两个地方以上固定,因此即使近端轴的一端部从位于最大负荷施加的梢端侧的固定位置剥离,近端轴与远端轴也不会立刻分离。
39.第二公开的第五形态是根据第二公开的第一形态的支撑导管,通常时所述大间距部上卷绕的所述金属线与垂直于所述内层的长度方向的直线所成的锐角为25
°
以上70
°
以下。
40.依从本形态,所述锐角越接近90
°
则远端轴的向长度方向的拉伸强度越提高,该锐角越接近0
°
则远端轴的柔软性越提高,向径向的移动变得越容易。
41.根据第二公开的第六形态的管具备:管状的内层,和设于所述内层的外表面上,且多个金属线在一方向及另一方向上卷绕形成为筒型网格状的加强层,所述加强层包括卷绕的所述金属线的间距为第一值的小间距部及卷绕的所述金属线的间距为大于所述第一值的第二值的大间距部,还具备固定于所述大间距部的被固定构件。
42.依从本形态,加强层上设有大间距部,被固定构件固定于该大间距部。由此,向管施加长度方向的拉伸力时,能使施于该固定部分的负荷与被固定构件的一端部固定于小间距部的情况相比较小。由此,与上述同样地抑制对固定部分的负荷,被固定构件难以从金属线(编物)剥离。
43.发明效果:谈及第一公开,根据本发明,能提供可在抑制或避免外径增大的同时,抑制或防止加强层的金属线的焊接点向径向外方突出的支撑导管及管。谈及第二公开,根据本发明,能提供近端轴的一端部难以从远端轴的编物剥离的结构新颖的支撑导管及被固定构件难以从编物剥离的管。
附图说明
44.图1涉及第一公开及第二公开,是示出本发明一实施形态的支撑导管与治疗用导管及引导导管一起使用的状态的图;图2涉及第一公开,是示出图1的支撑导管的侧视图;图3涉及第一公开,(a)是示出第一实施形态的金属线之间的焊接点排布的图,(b)是示出(a)的近端轴个体的俯视图;
图4涉及第一公开,是示出设有焊接点的内层上的各位置的图;图5涉及第一公开,(a)是示出遮蔽片的立体图,(b)是示出遮蔽片的变形例的立体图;图6涉及第一公开,(a)是示出第二实施形态的金属线之间的焊接点排布的图,(b)是示出绕轴线90
°
转动并观察(a)的图时的焊接点排布的图;图7涉及第一公开,(a)是示出第三实施形态的金属线之间的焊接点排布的图,(b)是示出绕轴线90
°
转动并观察(a)的图时的焊接点排布的图;图8涉及第一公开,(a)是示出第四实施形态的金属线之间的焊接点排布的图,(b)是示出绕轴线45
°
转动并观察(a)的图时的焊接点排布的图;图9涉及第一公开,(a)是示出第五实施形态的金属线之间的焊接点排布的图,(b)是示出绕轴线180
°
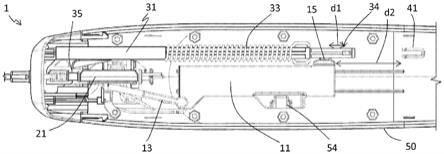
转动并观察(a)的图时的焊接点排布的图;图10涉及第一公开,是示出第六实施形态的金属线之间的焊接点排布的图;图11涉及第一公开,是示出本发明一实施形态的管的侧视图;图12涉及第二公开,是示出图1的支撑导管的侧视图;图13涉及第二公开,是示出未设有外层状态的远端轴的照片;图14涉及第二公开,是示出未设有外层状态的远端轴的图;图15涉及第二公开,是示出大间距部中编物间距与金属线角度的关系的图表;图16涉及第二公开,是示出近端轴的一端部的加强层的固定点的图;图17涉及第二公开,(a)是示出以往的支撑导管的加强层的图,(b)是示出(a)的近端轴拉伸时的加强层的状态的图;图18涉及第二公开,(a)是示出本实施形态的支撑导管的加强层的图,(b)是示出(a)的近端轴拉伸时的加强层的状态的图;图19涉及第二公开,是示出本发明一实施形态的管的侧视图。
具体实施方式
45.以下,参照说明书附图说明根据本发明实施形态的支撑导管。以下说明的支撑导管仅仅是本发明一实施形态。因此,本发明不限于以下实施形态,在不脱离本发明主旨的范围内可增加、删除及变更。又,以下说明中使用的方向概念仅为说明上的方便而使用,并非将发明的结构的朝向等限定于该方向。
46.(根据第一公开的第一实施形态)作为用于对图1示出的冠状动脉2内形成的狭窄部3进行扩张的手法,例如已知有经皮冠状动脉介入治疗(pci)。该pci中主要使用引导导管4、气囊(balloon)导管5、本实施形态的支撑导管1和导丝25。以下说明pci中使用的各构件。
47.<引导导管>引导导管4是用于在血管内引导气囊导管5及支撑导管1的导管,经护套7插入例如桡骨动脉8或省略图示的大腿动脉。引导导管4具有引导导管主体11及y型连接器12。引导导管主体11形成为长尺寸的管形状,且该引导导管主体11之中能插入气囊导管5及支撑导管1。又,引导导管主体11由可弯曲的圆筒状的可挠性管构成,能在弯曲的血管内推进。
48.y型连接器12设于引导导管主体11的基端部。y型连接器12具备主体部分12a及侧
臂12b,可从侧臂12b注入药液或造影剂。又,主体部分12a的梢端部分安装于引导导管主体11的基端部。主体部分12a具有基端侧开口12c,可从该基端侧开口12c插入气囊导管5及支撑导管1。
49.<气囊导管>气囊导管5是治疗用导管,可采用公知结构。气囊导管5是用于插入冠状动脉内的狭窄部3,且扩展该狭窄部3的导管。另,气囊导管5例如是快速交换型(rx型)的导管,如图1所示具有治疗用导管主体21及连接器22。治疗用导管主体21形成为长尺寸的管形状。治疗用导管主体21的梢端部分具有外装有支架(stent)24的气囊23。气囊导管5与导丝25、引导导管4及支撑导管1一起使用。
50.<支撑导管的使用方法>以下参照图1说明上述的pci中从桡骨动脉进入的方法。另,本实施形态中的支撑导管1的详细结构将在之后说明。
51.pci中,使用支撑导管1、引导导管4、气囊导管5及导丝25。该pci中,首先施术者用针穿刺桡骨动脉8,于该穿刺部位插入护套7。之后,引导导管4经护套7插入桡骨动脉8时,引导导管4被推进至其梢端侧开口部4a穿过主动脉弓9抵达冠状动脉2的入口2a为止,梢端侧开口部4a抵达入口2a时插入导丝25,支撑导管1从引导导管4的基端侧开口部4b插入。支撑导管1被施术者推拉,同时被导丝25引导且在引导导管4内推进至其梢端侧部分从梢端侧开口部4a突出为止。由此,支撑导管1的梢端侧部分插入冠状动脉2内,进而抵达狭窄部3。
52.如此将支撑导管1的梢端侧部分推入至狭窄部3后,气囊导管5从引导导管4的基端侧开口部4b插入。气囊导管5的梢端插入支撑导管1的远端轴33内,之后被推进至从远端轴33的梢端突出为止。通过如此推进,气囊导管5的梢端部分插入狭窄部3,气囊23及支架24位于狭窄部3。于是,气囊导管5的推入停止。
53.通过如此推进气囊导管5,气囊导管5的梢端部分被引导导管4引导至冠状动脉2的入口2a,进而从入口2a向前方被支撑导管1引导至狭窄部3。又,远端轴33延伸至狭窄部3或其附近,因此在气囊导管5的梢端部分推入狭窄部3时气囊导管5的梢端部分被远端轴33的梢端部分支撑。之后,借助压力流体使气囊23膨胀。与此同时,支架24展开扩张而使狭窄部3扩张。通过这样的方法,能恢复狭窄部3的血流。另,以上说明的第一公开的使用了引导导管4及气囊导管5的支撑导管1的使用方法在后述的第二公开的支撑导管1000中同样适用。
54.<支撑导管>接着,说明本实施形态的支撑导管1的结构。如上述,支撑导管1是用于进入至靠近狭窄部3的位置,且将气囊导管5的气囊23引导至狭窄部3的导管。又,支撑导管1也是用于在气囊23插入狭窄部3时支撑气囊23的导管。这样的支撑导管1具有从引导导管4的基端侧开口部4b插入,从该引导导管4的梢端侧开口部4a突出的长度。后述的第二公开的支撑导管1000也是同样。
55.如图2所示,支撑导管1具备保护构件32、远端轴33和与远端轴33连接的近端轴34。
56.近端轴34例如是由不锈钢等金属或聚酰亚胺、聚醚醚酮等合成树脂构成的长尺寸状的线材。近端轴34的表面例如涂覆有ptfe( 聚四氟乙烯;poly tetra fluoroethylene)。保护构件32设于近端轴34的基端部。保护构件32是由聚酰胺弹性体等构成的圆柱状构件。
57.远端轴33形成为大致圆筒状,构成为可插入气囊导管5。远端轴33如图2及图3的
(a)、(b)所示具有内层35、加强层36及外层41。
58.远端轴33的内层35例如由聚四氟乙烯(ptfe)或四氟乙烯-全氟烷基乙烯基醚共聚物(pfa)等形成。作为内层35的制造方法,例如在镀银的铜线的外表面涂布ptfe形成内层35。另,内层35的材料不限于上述。
59.远端轴33的加强层36例如是由不锈钢构成的多个金属线(线材)36a在一方向及另一方向上卷绕形成为筒型网格状(筒型网眼状)的层,设于内层35的外周面上。
60.远端轴33的外层41形成为大致圆筒状,例如由尼龙类弹性体树脂或聚对苯二甲酸丁二醇酯等形成。优选地,外层41的基端侧部分如图2所示斜向切断,或形成为圆弧状或半月状。此时,优选地,内层35的基端侧部分也行成为同样的形状。由此,气囊导管5容易插入远端轴33。另,外层的数量为一个,但不限于此,可采用两个以上的外层。另,外层41的材料不限于上述。
61.内层35和外层41可相互用相同材料构成,但不限于如上述的材料。又,可在外层37的外周面涂覆含有聚氨酯、聚乙烯吡咯烷酮(polyvinyl pyrrolidone;pvp)等亲水性聚合物。
62.远端轴33的梢端上设有梢端尖端部(tip)38。该梢端尖端部38例如由配合有作为造影剂的氧化铋等的聚酰胺弹性体构成,形成为大致圆筒状。梢端尖端部38具有放射线不透过性,在放射线透视下呈现阴影。
63.以下,详细说明设于远端轴33的内层35的外周面上的加强层36。
64.如图3的(a)所示,形成加强层36时例如使用16根金属线36a。将该16根金属线36a中的8根在内层35的外周面上于一方向螺旋状卷绕,将其余8根在内层35的外周面上于另一方向螺旋状卷绕从而能形成加强层36。
65.如上述使用16根金属线36a形成加强层36时,通过将一方向卷绕的金属线36a和另一方向卷绕的金属线36a的八个交点焊接从而形成沿远端轴33的轴心方向配置为一列的八个焊接点wp后,用激光切断各金属线36a的端部。或者,在如上述形成焊接点wp的同时用激光切断各金属线36a的端部。由此,避免刚一切断金属线36a就扩散,同时形成沿远端轴33的轴心方向配置为一列的八个焊接点wp。这样的焊接点wp为大致球状或凸状。此处,如图4所示,使内层35上的周向上相位每偏移90
°
的位置且在该内层35的长度方向上延伸的位置为0
°
位置、90
°
位置、180
°
位置及270
°
位置。图3的(a)的情况下,八个焊接点wp例如在0
°
位置交叉的金属线36a之间的交点处形成,在0
°
位置沿远端轴33的轴心方向配置为一列。
66.如此,通过使各焊接点wp在0
°
位置沿远端轴33的轴心方向配置为一列,能使该些焊接点wp被覆盖构件覆盖的区域较小。详细而言,作为覆盖构件,可用图3的(b)示出的近端轴34的梢端部34a。近端轴34的梢端部34a与余部相比形成为宽幅状。这样的近端轴34的梢端部34a焊接并连接在0
°
位置上的八个焊接点wp上。由此,0
°
位置的八个焊接点wp能被近端轴34的梢端部34a覆盖。
67.或者,如下,作为覆盖构件也可采用遮蔽片37覆盖焊接点wp。如图5的(a)所示,准备具有筒构件39和在该筒构件39的一端面设置的遮蔽片37的覆盖用构件40。覆盖用构件40例如由尼龙类弹性体树脂形成。覆盖用构件40的材料不限于前述。遮蔽片37在从筒构件39的轴向观察时形成为圆弧状。以这样的覆盖用构件40的筒构件39的孔部内插入外层41和内层35的双层结构部分(加强层36未形成的双层结构部分)状态进行定位,使遮蔽片37覆盖并
熔接于上述的0
°
位置上的八个焊接点wp上。熔接后,将插入有上述的双层结构部分的状态的筒构件39切断。采用这样的形态时,与由近端轴34的梢端部34a覆盖时相比远端轴33的柔软性变高。用如以上方法也能覆盖0
°
位置的八个焊接点wp。
68.如以上说明,根据本实施形态的支撑导管1,多个焊接点wp能在远端轴33的周向上偏重分布地配置,即在0
°
位置沿远端轴33的轴心方向配置为一列,且多个焊接点wp能被近端轴34的梢端部34a覆盖。由此,能抑制或避免焊接点wp从外层41向径向外方突出。又,无需如以往构成般在内层和外层之间设置遍及整个周向的中间层,因针对焊接点wp偏重分布的局部范围设置了作为覆盖构件的近端轴34的梢端部34a,所以能抑制远端轴33的大径化,并能确保远端轴33的柔软性,使该远端轴33易于弯曲。
69.(第一公开的第二实施形态)第二实施形态中,基本上只说明与第一实施形态不同之处。后述的第三实施形态往后也是同样。
70.如图6的(a)所示,本实施形态中,各焊接点wp例如通过在0
°
位置及180
°
位置交叉的金属线36a之间的交点的焊接而形成。图6的(a)的例中,四个焊接点wp例如在0
°
位置且远端轴33的轴心方向成列配置,其他四个焊接点wp例如在180
°
位置且远端轴33的轴心方向成列配置。
71.如此,通过使各焊接点wp在0
°
位置及180
°
位置于远端轴33的轴心方向成列配置,从而能使覆盖该些焊接点wp的区域较小。与图5的(a)中上述的方法相同地,使覆盖用构件40的遮蔽片37如图6的(a)所示,覆盖并熔接于上述的0
°
位置及180
°
位置中一方位置上的四个焊接点wp上。又,将近端轴34的梢端部34a如图6的(a)、(b)所示,焊接并连接于上述的0
°
位置及180
°
位置中另一方位置上的四个焊接点wp上。通过以上结构,0
°
位置和180
°
位置的焊接点wp能被遮蔽片37或近端轴34的梢端部34a覆盖。
72.或者,也可如下覆盖焊接点wp。如图5的(b)所示,准备覆盖用构件40a,其具有筒构件39和在该筒构件39的一端面设于周向的相互对向位置的一对遮蔽片37。覆盖用构件40a以与上述的覆盖用构件40相同材料形成。一对遮蔽片37在从筒构件39的轴向观察时形成为圆弧状。将这样的覆盖用构件40a的一对遮蔽片37通过与上述的覆盖用构件40相同的方法,覆盖在0
°
位置配置的四个焊接点wp上及180
°
位置配置的四个焊接点wp上并熔接。此时,与由近端轴34的梢端部34a覆盖时相比远端轴33的柔软性变高。
73.如以上说明,根据本实施形态的支撑导管1,多个焊接点wp能在远端轴33的周向上偏重分布地配置,即在0
°
位置及180
°
位置沿远端轴33的轴心方向配置为两列,且能被遮蔽片37或近端轴34的梢端部34a覆盖。由此,焊接点wp难以突出。又,与在内层和外层之间设置遍及整个周向的中间层的以往结构不同,能抑制远端轴33的大径化。又,通过将焊接点wp的配置分为两列,从而能缩短远端轴33的轴心方向上的覆盖构件的长度,即该轴心方向上的遮蔽片37及近端轴34的梢端部34a的长度。由此,能确保远端轴33的柔软性。此外,在一部分焊接点wp的外侧配置近端轴34的梢端部34a,在其余焊接点wp的外侧配置遮蔽片37等,能通过调节设置近端轴34的梢端部34a及遮蔽片37的范围来调节远端轴33的硬度。
74.(第一公开的第三实施形态)第三实施形态中,简化了附图中的金属线36a的描绘,而且省略了外层41和近端轴34和遮蔽片37的图示。后述的第四实施形态往后也是同样。如图7的(a)所示,本实施形态
中,各焊接点wp例如是在0
°
位置及180
°
位置交叉的金属线36a之间的交点中的在远端轴33的轴心方向每隔一个交点进行焊接而形成。而且,与第二实施形态同样地,能使覆盖用构件40的遮蔽片37覆盖并熔接于0
°
位置及180
°
位置中一方位置上的四个焊接点wp上,将近端轴34的梢端部34a焊接于上述的0
°
位置及180
°
位置中另一方位置上的四个焊接点wp上从而覆盖焊接点wp。或者,使覆盖用构件40a的一对遮蔽片37覆盖在0
°
位置上配置的四个焊接点wp上及180
°
位置上配置的四个焊接点wp上并进行熔接,以此能覆盖焊接点wp。
75.根据本实施形态,与第二实施形态同样地,焊接点wp难以突出,且与在内层和外层之间设置遍及整个周向的中间层的以往结构不同,能抑制远端轴33的大径化。又,因成为形成加强层36的金属线36a的数量逐渐减少的结构,还能避免远端轴33的急剧的硬度变化。
76.(第一公开的第四实施形态)如图8的(a)所示,本实施形态中,各焊接点wp例如是在0
°
位置及90
°
位置交叉的金属线36a之间的交点进行焊接而形成。而且,与第二实施形态同样地,能使覆盖用构件40的遮蔽片37覆盖并熔接于0
°
位置及90
°
位置上的八个焊接点wp上从而总体覆盖该焊接点wp。或者,能利用近端轴34的梢端部34a总体覆盖上述八个焊接点wp。或者,能使覆盖用构件40的遮蔽片37覆盖并熔接于0
°
位置及90
°
位置中一方位置上的四个焊接点wp上,将近端轴34的梢端部34a焊接于0
°
位置及90
°
位置中另一方位置上的四个焊接点wp上,从而覆盖焊接点wp。
77.根据本实施形态,与第二实施形态同样地,焊接点wp难以突出。又,与在内层和外层之间设置遍及整个周向的中间层的以往结构不同,能抑制远端轴33的大径化。
78.(第一公开的第五实施形态)本实施形态的焊接点wp包括:图9的(a)示出的、例如由在0
°
位置交叉的金属线36a之间的交点的焊接而形成的六个焊接点,以及,图9的(b)示出的、由在180
°
位置交叉的金属线36a之间的交点的焊接而形成的两个焊接点。而且,与第二实施形态同样地,使覆盖用构件40的遮蔽片37覆盖并熔接于上述的0
°
位置及180
°
位置中一方位置上的焊接点wp上。又,将近端轴34的梢端部34a焊接并连接于上述的0
°
位置及180
°
位置中另一方位置上的焊接点wp上。由此,0
°
位置和180
°
位置的焊接点wp能被遮蔽片37或近端轴34的梢端部34a覆盖。或者,使覆盖用构件40a的一对遮蔽片37覆盖并熔接于0
°
位置上配置的六个焊接点wp上及180
°
位置上配置的两个焊接点wp上以此能覆盖焊接点wp。
79.根据本实施形态,与第二实施形态同样地,焊接点wp难以突出。又,与在内层和外层之间设置遍及整个周向的中间层的以往结构不同,能抑制远端轴33的大径化。
80.(第一公开的第六实施形态)图10所示,本实施形态中,例如存在有:由仅在0
°
位置交叉的金属线36a之间的交点在远端轴33的轴心方向上依次焊接而形成的焊接点wp,以及,将该交点在远端轴33的轴心方向上每隔一个以上焊接而形成的焊接点wp。通过将该些焊接点wp与近端轴34的梢端部34a焊接连接,从而能总体覆盖该焊接点wp。此时,不需要遮蔽片。或者,通过使覆盖用构件40的遮蔽片37覆盖并熔接于焊接点wp上从而能整体覆盖该焊接点wp。
81.根据本实施形态,与第一实施形态同样地,焊接点wp难以突出,并且与在内层和外层之间设置遍及整个周向的中间层的以往结构不同,能抑制远端轴33的大径化。又,由于成为形成加强层36的金属线36a的数量逐渐减少的结构,因此还能避免远端轴33的急剧的硬
度变化。此外,针对焊接点wp偏重分布的局部范围设置作为覆盖构件的近端轴34的梢端部34a或遮蔽片37,所以能确保远端轴33的柔软性,使该远端轴33容易弯曲。
82.(第一公开的其他的实施形态)本发明不限于上述的各实施形态,在不脱离本发明主旨的范围可做种种变形。例如如下。
83.上述实施形态中,使用16根金属线36a形成加强层36,但不限于此,也可使用少于16根数量的金属线36a或多于16根数量的金属线36a形成加强层36。又,形成加强层36的金属线36a的编织方法不限于图3示出的形态,例如,图3示出的编织物是在一方向或另一方向上卷绕的一根金属线彼此相互织入,但也可以采用多个金属线的线束彼此相互织入的形态等。
84.又,上述实施形态中,作为远端轴33的结构而设置了外层41,但外层41并非必须。未设置外层41的情况下,多个焊接点wp被近端轴34的梢端部34a或遮蔽片37直接覆盖。
85.又,上述实施形态中,说明了多个焊接点wp在远端轴33的周向上偏重分布地配置的支撑导管1,但不限于此,也可以是管中多个焊接点在加强层的周向上偏重分布地配置。详细而言,如图11所示,管100具备:管状的内层135;设于该内层135的外表面上,且多个金属线36a在一方向及另一方向上卷绕形成为筒型网格状的加强层36;和管状的外层141。加强层36如上述,在一方向卷绕的金属线36a和另一方向卷绕的金属线36a的交点处具有多个焊接点wp。多个焊接点wp的外侧配置覆盖构件134。覆盖构件134的覆盖部分134a可以形成为宽幅状。多个焊接点wp在加强层36的周向上偏重分布地配置。又,多个焊接点wp沿内层135的轴心方向配置为一列。另,外层141并非必须。这样的管100发挥与上述的支撑导管1相同效果。
86.接着,关于第二公开,说明实施形态。
87.<支撑导管>如图12所示,支撑导管1000具备:保护构件1032、远端轴1033和与远端轴1033连接的近端轴1034。
88.近端轴1034例如是由不锈钢等金属或聚酰亚胺、聚醚醚酮等合成树脂构成的长尺寸状的线材。近端轴1034的表面例如涂覆有ptfe。保护构件1032设于近端轴1034的基端部。保护构件1032是由聚酰胺弹性体等构成的圆柱状构件。
89.远端轴1033形成为大致圆筒状,构成为可插入气囊导管5。如图13所示,远端轴1033是从内侧依次包括内层1035、加强层1036、外层1037(图12)的三层结构的构件。
90.远端轴1033的内层1035例如由聚四氟乙烯(ptfe)或四氟乙烯-全氟烷基乙烯基醚共聚物(pfa)等形成。作为内层1035的制造方法,例如在镀银的铜线的外表面涂布ptfe形成内层1035。另,内层1035的材料不限于上述。
91.远端轴1033的加强层1036例如是由不锈钢构成的多个金属线(线材)1036a在一方向及另一方向卷绕形成为筒型网格状(筒型网眼状)的层,设于内层1035的外周面上。
92.远端轴1033的外层1037形成为大致圆筒状,例如由尼龙类弹性体树脂或聚对苯二甲酸丁二醇酯等形成。优选地,外层1037的基端侧部分如图12所示斜向切断,或形成为圆弧状或半月状。此时,优选地,内层1035的基端侧部分也形成为同样的形状。由此,气囊导管5容易插入远端轴1033。另,外层的数量为一个,但不限于此,也可采用两个以上的外层。另,
外层1037的材料不限于上述。
93.内层1035与外层1037可相互使用相同材料构成,但不限于如上述的材料。又,可在外层1037的外周面涂覆含有聚氨酯、聚乙烯吡咯烷酮(pvp)等亲水性聚合物。
94.远端轴1033的梢端设有梢端尖端部1038。该梢端尖端部1038例如由配合有作为造影剂的氧化铋等的聚酰胺弹性体构成,形成为大致圆筒状。梢端尖端部1038具有放射线不透过性,在放射线透视下呈现阴影。
95.此处,详细说明设于远端轴1033的内层1035的外周面上的加强层1036。
96.形成加强层1036时,例如使用16根金属线1036a。将16根金属线1036a中的8根在内层1035的外周面于一方向螺旋状卷绕,将其余8根在内层1035的外周面于另一方向螺旋状卷绕,从而能形成加强层1036。另,卷绕的金属线1036a的根数不限于各方向各8根。又,金属线1036a的卷绕方式也不限于螺旋状,可采用以往公知的方法。
97.如图13及图14所示,加强层1036包括大间距部1050、两个渐变间距部1051及两个小间距部1052。例如,可使大间距部1050的长度为1~30mm,梢端侧的小间距部1052的长度为200~500mm,基端侧的小间距部1052的长度为0~30mm,各渐变间距部1051的长度为1~5mm。不过,各部的长度可通过适用支撑导管1000的血管部位等来适应性设定,并不限于此。另,从确保柔软性的观点出发渐变间距部1051短些好,从减缓硬度变化的观点出发渐变间距部1051长些好。
98.大间距部1050配置于两个小间距部1052之间。又,一方的渐变间距部1051配置于一方的小间距部1052与大间距部1050之间,另一方的渐变间距部1051配置于另一方的小间距部1052与大间距部1050之间。
99.小间距部1052是编物间距(间距)为第一值的部位。编物间距是在一方向(或者另一方向)上卷绕的一根金属线1036a中,加强层1036上的周向的相位(例如为0
°
位置,但可以是任意的角度位置。)彼此相同且轴线方向上相邻的一方部位与另一方部位的间隔。即,是以上述0
°
位置上的一方部位为基准,通过卷绕金属线1036a而到下一个位于相同0
°
位置的另一方部位为止的间隔。第一值只要是比后述的大间距部1050所能取得的第二值小的值即可,可以根据适用支撑导管1000的血管部位等适应性设定,并不限定。
100.另一方面,大间距部1050是上述编物间距为比第一值大的第二值的部位。如后述的图18的(a)所示,通常时的大间距部1050内的一根金属线1036a与垂直于近端轴1034的长度方向的直线l所成的锐角(金属线角度)α在俯视下例如为25
°
以上70
°
以下,角度α位于该范围时第二值的可取范围如图15所示例如为2~10mm。另,上述通常时的支撑导管1000为容纳于包装中的状态,或者为从包装取出而未使用且无负荷的状态。
101.又,渐变间距部1051是上述编物间距随着从大间距部1050朝向小间距部1052而减小的部位。例如,大间距部1050的编物间距为6mm,小间距部1052的编物间距为2mm时,渐变间距部1051的编物间距在从6mm至2mm的范围内渐变。
102.本实施形态中,近端轴1034的一端部与大间距部1050及基端侧的小间距部1052焊接。详细而言,近端轴1034的一端部在大间距部1050中,在一方向卷绕的金属线1036a与另一方向卷绕的金属线1036a相交而在轴线方向上排列的多个交点中的至少两个以上的交点处固定。固定方法例如为焊接但不限于此。此时,如图16所示,近端轴1034的一端部在大间距部1050中,与上述多个交点中每隔一个交点进行焊接。图16的符号p表示焊接点。又,近端
轴1034的一端部在小间距部1052中,与上述多个交点中每隔两个以上的交点进行焊接。另,如后记的图18的(a)所示,近端轴1034的一端部也可在大间距部1050及小间距部1052中,与上述多个交点的每个进行焊接。
103.接着,参照图17及图18说明本实施形态的支撑导管1000的作用及其效果。另,图17及图18虽欠缺正确性但是是以作用效果的容易理解为优先表现的示意图。具有图17的(a)示出的编物间距为一定的编物作为加强层(以往的加强层)1136的以往的远端轴1133在向图17的(b)示出的箭头的方向拉伸时,在未被近端轴1034固定的部分处,编物1136向编物间距变大(金属线1036a的角度变大)的方向渐渐变化,另一方面,在金属线1036a的角度固定的部分处,编物1136无法追随该变化。因此,相当于编物间距变化的可变部和间距不变化的非可变部的交界处的该固定部分p1将被施加负荷。因此,近端轴1034的一端部易于从金属线1036a剥离。
104.相对于此,构成本实施形态的支撑导管1000的远端轴1033的大间距部1050预先使编物间距较大,因此即使图18的(a)示出的本实施形态的远端轴1033向图18的(b)示出的箭头的方向拉伸时,也能抑制因未被近端轴1034固定的部分的编物1036的变化(编物间距或金属线1036a的角度的变化)而产生的对固定部分p2的负荷。由此,近端轴1034的一端部难以从金属线1036a剥离。另,图18中省略渐变间距部1051的图示。
105.如以上说明,根据本实施形态的支撑导管1000,加强层1036设有大间距部1050,近端轴1034的一端部固定于该大间距部1050。由此,在远端轴1034上施加长度方向的拉伸力时,能使近端轴1034的一端部的大间距部1050上的固定部分处施加的负荷与近端轴1034的一端部固定于小间距部1052的情况相比较小。由此,近端轴1034的一端部难以从金属线1036a剥离。
106.又,本实施形态中,大间距部1050和小间距部1052之间设有渐变间距部1051,从而大间距部1050和小间距部1052之间编物间距渐渐变化,因此能避免远端轴1033的急剧的硬度变化,防止折断。
107.又,本实施形态中,近端轴1034与大间距部1050及基端侧的小间距部1052焊接,从而能使该近端轴1034的焊接区域增加。因此,能降低近端轴1034剥离的可能性。
108.又,本实施形态中,近端轴1034的一端部在大间距部1050的至少两个地方以上固定,因此即使近端轴1034的一端部从位于最大负荷施加的梢端侧的固定位置剥离,近端轴1034与远端轴1033也不会立刻分离。
109.又,本实施形态中,近端轴1034的一端部在大间距部1050上,与上述多个交点中的每隔一个交点进行焊接,在小间距部1052上,与上述多个交点中的每隔两个以上的交点进行焊接。此时,与近端轴1034的一端部在大间距部1050及小间距部1052上与上述多个交点的每个焊接的情况相比容易制造。
110.此外,本实施形态中,大间距部1050中上述的锐角α为25
°
以上70
°
以下,从而锐角α越接近90
°
则远端轴1033的向长度方向的拉伸强度越提高,该锐角α越靠近0
°
则远端轴1033的柔软性越提高,向径向的移动变得越容易。
111.(第二公开的其他的实施形态)本发明不限于上述的各实施形态,在不脱离本发明主旨的范围可进行种种变形。例如如下。
112.上述实施形态中,构成为在一方的小间距部1052与大间距部1050之间及另一方的小间距部1052与大间距部1050之间设置渐变间距部1051,但不限于此,也可在一方的小间距部1052与大间距部1050之间及另一方的小间距部1052与大间距部1050之间中的至少一个之间设置渐变间距部1051。
113.又,上述实施形态中,近端轴1034的一端部固定于加强层1036的大间距部1050及基端侧的小间距部1052,但不限于此。可以与之一起在梢端侧的渐变间距部1051上也固定近端轴1034的一端部,还可仅固定于大间距部1050。
114.又,上述实施形态中,说明了近端轴1034的一端部固定于加强层1036的大间距部1050上的支撑导管1000,但不限于此,在管上被固定构件也可固定于加强层的大间距部。详细而言,如图19所示,管1100具备:管状的内层1135;和设于该内层1135的外表面上,且多个金属线1036a在一方向及另一方向卷绕形成为筒型网格状的加强层1036。加强层1036与上述同样具有小间距部1052、渐变间距部1051及大间距部1050。管1100还具备固定于大间距部1050上的被固定构件1134。另,管1100也可在加强层1036的外侧具备管状的外层。这样的管1100发挥与上述的支撑导管1000相同的效果。
115.此外,上述实施形态中,远端轴1033的梢端设有梢端尖端部1038,但该梢端尖端部1038与远端轴1033的加强层1036焊接时,可以使包含该焊接点的部位构成为与其他部位相比编物间距较大的大间距部。
116.符号说明:1
ꢀꢀ
支撑导管4
ꢀꢀ
引导导管5
ꢀꢀ
气囊导管33
ꢀꢀ
远端轴34
ꢀꢀ
近端轴34a
ꢀꢀ
近端轴的梢端部(覆盖构件)35、135
ꢀꢀ
内层36
ꢀꢀ
加强层36a
ꢀꢀ
金属线37
ꢀꢀ
遮蔽片(覆盖构件)100
ꢀꢀ
管134
ꢀꢀ
覆盖构件wp
ꢀꢀ
焊接点。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。