1.本发明涉及热冲压成形体。
2.本技术基于2019年8月29日在日本提出申请的专利申请2019-157206号主张优先权,将其内容引用于此。
背景技术:
3.近年来,为了保护环境和防止地球温室化,要求抑制化学燃料的消耗。这种要求例如对于在日常生活和活动中作为移动手段不可欠缺的汽车也不例外。针对这种要求,汽车领域研究了通过减轻车身重量等来提高燃油效率等。汽车的结构大多是由铁、特别是由钢板形成的,所以减薄该钢板而降低重量对于减轻车身重量效果巨大。但是,如果简单地减薄钢板厚度而降低钢板重量,则作为结构物的强度降低,担心安全性降低。因此,为了减薄钢板厚度,需要提高所使用的钢板的机械强度,以免结构物强度降低。
4.因而,通过提高钢板的机械强度,对即使比以前使用的钢板薄也能维持或提高机械强度的钢板进行了研究开发。对这种钢板的需要不仅在汽车制造业,在各种制造业中也是同样的。
5.一般而言,机械强度高的材料在弯曲等成形加工中存在形状冻结性低的倾向,在加工成复杂形状的情况下,加工本身变得困难。作为解决关于该成形性的问题的手段之一,可举出所谓的“热压法(热冲压法、高温压制法、模淬火法)”。该热压方法中,将作为成形对象的材料暂且加热到高温,对通过加热而软化了的材料进行压制加工而成形,然后或者在成形的同时进行冷却。
6.根据该热压方法,将材料暂且加热到高温而软化,在材料软化了的状态下进行压制加工,所以能够容易地对材料压制加工。因此,通过该热压加工,可得到兼具良好的形状冻结性和高机械强度的压制成形品。特别是在材料为钢的情况下,通过成形后的冷却带来的淬火效果,能够提高压制成形品的机械强度。
7.但是,在将该热压方法应用于钢板的情况下,由于加热到例如800℃以上的高温,表面的铁等氧化而产生氧化皮(氧化物)。因此,在进行热压加工后,需要除去氧化皮的工序(除氧化皮工序),生产率降低。另外,对于需要耐蚀性的构件等,需要在加工后向构件表面进行防锈处理和/或金属被覆,所以需要表面清洁化工序和表面处理工序,这也会使生产率降低。
8.作为抑制这种生产率降低的方法的例子,考虑通过对热冲压前的钢板实施镀敷等被覆来提高耐蚀性并省略除氧化皮工序。
9.作为这种镀敷钢材,例如专利文献1公开了一种热压用镀敷钢板,其特征在于,在钢板表面具有al-zn系合金镀层,al-zn系合金镀层含有al:20~95质量%、ca mg:0.01~10质量%以及si。根据专利文献1,公开了热压前的加热时可抑制氧化皮的生成,并且在热压时镀层不会在模具凝结,而且得到的热压构件的外观良好,具有优异的涂装密合性和耐蚀性。
10.另外,专利文献2公开了一种钢板制品,该钢板制品用于通过热压而成形为部件,并且在其上具有基层,基层由为了免受腐蚀而涂布有由zn或zn合金形成的金属保护涂层的钢构成,其特征在于,在所述钢板制品的自由表面的至少一者上涂布有单独的被覆层,所述单独的被覆层含有贱金属的氧化物、氮化物、硫化物、碳化物、水合物或磷酸盐化合物。
11.另外,专利文献3公开了一种耐蚀性飞跃性地提高了的镀敷钢材,其在钢材表面具备含有al-fe合金层和zn-mg-al合金层的镀层。
12.如上所述的钢材被热冲压而得到的构件大多适用于汽车部件,在作为汽车部件应用的情况下,一般对构件实施粘接接合。但是,专利文献1~专利文献3中,对于热冲压成形体的粘接性毫无研究。
13.本发明人研究的结果得知,作为对具有含al和/或zn的镀层的钢板进行热冲压而得到的构件,在对该构件进行作为用于汽车的一般粘接接合的情况下,无法确保粘接性(粘接耐久性)。
14.现有技术文献
15.专利文献1:日本特开2012-112010号公报
16.专利文献2:日本特表2014-514436号公报
17.专利文献3:日本特开2017-66459号公报
技术实现要素:
18.本发明是鉴于上述课题而完成的。本发明的课题是提供一种体现优异粘接性的热冲压成形体。
19.本发明人获得以下见解:通过控制热浸镀zn-al-mg钢板的镀层组成平衡和制造时的条件,在表面形成有助于提高粘接性的氧化物被膜,由此得到粘接性优异的热冲压成形体。
20.本发明是基于上述见解而完成的,其主旨如下所述。
21.(1)本发明一方式的热冲压成形体,具备:钢制母材、形成于所述母材表面的镀层、以及形成于所述镀层表面的氧化物被膜,所述镀层的化学组成以质量%计含有al:20.00~45.00%、fe:10.00~45.00%、mg:4.50~15.00%、si:0.10~3.00%、ca:0.05~3.00%、sb:0~0.50%、pb:0~0.50%、cu:0~1.00%、sn:0~1.00%、ti:0~1.00%、sr:0~0.50%、cr:0~1.00%、ni:0~1.00%、mn:0~1.00%,余量为zn和杂质,所述氧化物被膜的化学组成以原子%计含有mg:20.0~55.0%、ca:0.5~15.0%、zn:0~15.0%,al:0%以上且低于10.0%,余量包含o和合计5.0%以下的杂质,所述氧化物被膜的单面附着量为0.01~10g/m2。
22.(2)根据上述(1)记载的热冲压成形体,所述镀层的所述化学组成可以以原子%计含有以下之中的1种或2种,al:25.00~35.00%、mg:6.00~10.00%。
23.(3)根据上述(1)或(2)记载的热冲压成形体,所述氧化物被膜的化学组成可以以原子%计含有mg:35.0~55.0%。
24.根据本发明的上述方式,能够提供一种体现优异粘接性的热冲压成形体。
附图说明
25.图1是表示本实施方式的热冲压成形体的示意图。
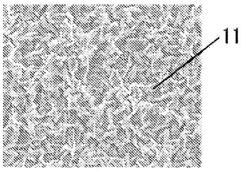
26.图2是表示本实施方式的热冲压成形体的氧化物被膜一例的图。
27.图3是表示实施例no.11(比较例)的热冲压成形体的氧化物被膜一例的图。
具体实施方式
28.参照附图对本发明一实施方式的热冲压成形体(本实施方式的热冲压成形体)进行说明。
29.参照图1,本实施方式的热冲压成形体1具备:钢制母材2、形成于母材2的表面的镀层3、以及形成于镀层3的表面的氧化物被膜4。图1中,镀层3和氧化物被膜4仅形成于母材2的单面,但也可以形成于两面。
30.《母材》
31.母材2由钢制成。母材2是例如通过热冲压钢板而得到的热冲压构件。因此,图1中,虽然是板形,但其形状没有限定。
32.另外,本实施方式的热冲压成形体1中,镀层3和氧化物被膜4很重要,对母材2的化学组成等没有特别限定。母材2根据适用的产品和要求的强度、板厚等确定供于镀敷、热冲压的钢即可。例如,作为母材,可以使用jis g3193:2008中记载的热轧钢板或jis g3141:2017中记载的冷轧钢板。
33.《镀层》
34.[化学组成]
[0035]
以下,关于镀层的化学组成的%,只要没有特别说明就是质量%。
[0036]
al:20.00~45.00%
[0037]
al是用于提高镀层3的耐蚀性所必需的元素。另外,如果al含量低于20.00%,则无法生成在热冲压时作为向镀层最表面的ca供给源的以ca和al为主体的金属间化合物。其结果,zn、mg蒸发,在镀层表面形成使粘接性降低的mgo、zno,粘接性降低。因此,将al含量设为20.00%以上。优选为25.00%以上。
[0038]
另一方面,如果al含量超过45.00%,则形成使粘接性降低的al2o3等al系氧化物,所以粘接性降低。因此,将al含量设为45.00%以下。优选为35.00%以下。
[0039]
fe:10.00~45.00%
[0040]
热冲压时,如果加热镀敷钢板,则fe从母材2向镀层3扩散,所以热冲压成形体1的镀层3中必然含有fe。
[0041]
在fe含量低于10.0%的情况下,存在点焊性和焊接性恶化的倾向,所以将fe含量设为10.00%以上。
[0042]
另一方面,在fe含量过高的情况下,存在耐蚀性恶化的倾向,所以将fe含量设为45.00%以下。
[0043]
mg:4.50~15.00%
[0044]
mg是有助于提高镀层3的耐蚀性的元素。另外,mg在热冲压的加热时,与镀层3中的zn成分结合而防止液相zn的产生,所以也具有抑制lme开裂的效果。另外,本实施方式的热冲压成形体1中,mg是形成氧化物被膜4,提高粘接性的元素。为了获得这些效果,将mg含量
设为4.50%以上。如果mg含量低于4.50%,则氧化物被膜4中使粘接性降低的al系氧化物增加。mg含量优选为6.00%以上。
[0045]
另一方面,如果mg含量超过15.00%,则过度地出现牺牲防蚀作用,存在镀层3的耐蚀性降低的倾向。另外,氧化物被膜4脆化从而粘接性降低。因此,将mg含量设为15.00%以下。优选为10.00%以下。
[0046]
si:0.10~3.00%
[0047]
si是与mg一起形成化合物,有助于提高耐蚀性的元素。另外,si含量低于0.10%时,zn和mg在热冲压时蒸发,在表面形成使粘接性降低的mgo、zno,所以粘接性降低。因此,将si含量设为0.10%以上。
[0048]
另一方面,即使si含量超过3.00%,zn和mg也会在热冲压时蒸发,在表面形成使粘接性降低的mgo、zno,所以粘接性降低。因此,将si含量设为3.00%以下。
[0049]
ca:0.05~3.00%
[0050]
ca是与mg一起在氧化物被膜4中含有时提高粘接性的元素。ca含量低于0.05%时,zn和mg在热冲压时蒸发,在表面形成使粘接性降低的mgo、zno,所以粘接性降低。因此,将ca含量设为0.05%以上。
[0051]
另一方面,即使ca含量超过3.00%,zn和mg在热冲压时也会蒸发,在表面形成使粘接性降低的mgo、zno,所以粘接性降低。因此,将ca含量设为3.00%以下。
[0052]
本实施方式的热冲压成形体1的镀层3的基础是:含有上述元素,余量包含zn和杂质。
[0053]
但是,镀层3在上述元素之外,可以在下述范围含有sb、pb、cu、sn、ti、sr、cr、ni、mn。由于这些元素并不必须含有,所以下限是0%。另外,这些元素的合计含量优选为5.00%以下。
[0054]
sb:0~0.50%
[0055]
pb:0~0.50%
[0056]
cu:0~1.00%
[0057]
sn:0~1.00%
[0058]
ti:0~1.00%
[0059]
sb、pd、cu、sn和ti在镀层3中与zn置换,在mgzn2相内形成固溶体,但若在预定含量范围内,则不会对热冲压成形体1的特性造成不良影响。因而,这些元素也可以包含在镀层3中。但是,在各个元素的含量过剩的情况下,热冲压的加热时,这些元素的氧化物析出,存在热冲压成形体1的表面形状恶化,粘接性降低的倾向。另外,在pb、sn的含量过剩的情况下,焊接性和耐lme性也会劣化。
[0060]
因此,sb和pb的含量分别为0.50%以下,cu、sn和ti的含量分别为1.00%以下。sb和pb的含量优选为0.20%以下,cu、sn和ti的含量优选为0.80%以下,更优选为0.50%以下。
[0061]
sr:0~0.50%
[0062]
sr是对抑制制造时形成于镀浴上的顶渣生成有效的元素。另外,sr在热冲压的热处理时抑制大气氧化,所以是抑制热处理后的镀敷钢板变色的元素。因此,可以含有sr。为了获得上述效果,sr含量优选为0.05%以上。
[0063]
另一方面,在sr含量过剩的情况下,在腐蚀试验中对涂膜膨胀幅度和流锈造成不良影响。因此,sr含量为0.50%以下。sr含量优选为0.30%以下,更优选为0.10%以下。
[0064]
cr:0~1.00%
[0065]
ni:0~1.00%
[0066]
mn:0~1.00%
[0067]
cr、ni和mn在镀敷钢板中在镀层与母材的界面附近变浓,具有使镀层表面的锌花消失等效果。因而,选自cr、ni和mn中的一种以上可以在镀层中含有。在获得这些效果的情况下,cr、ni和mn的含量分别优选为0.01%以上。
[0068]
另一方面,在这些元素的含量过剩的情况下,涂膜膨胀幅度和流锈变大,存在耐蚀性劣化的倾向。因而,cr、ni和mn的含量分别为1.00%以下。cr、ni和mn的含量分别优选为0.50%以下,更优选为0.10%以下。
[0069]
镀层的化学组成如下地测定。
[0070]
镀层的平均组成通过溶解镀层并剥离后,采用电感耦合等离子体发射(icp)分析法分析剥离了的镀层所含的元素含量来测定。镀层的剥离例如可以将其浸渍在加入了抑制铁基体腐蚀的抑制剂(防酸洗抑制剂:朝日化学制)的10%盐酸中,将发泡停止时判断为溶解完成即可。
[0071]
镀层的组织没有限定,例如包含fe-al相、zn-mg相、zn-al-mg相。另外,镀层的附着量没有限定,但优选为10~120g/m2。镀层的附着量可以采用上述方法在室温下溶解镀层,根据溶解前后的重量变化来求得。
[0072]
《氧化物被膜》
[0073]
[以原子%计,含有mg:20.0~55.0%、ca:0.5~15.0%、zn:0~15.0%、al:0%以上且低于10.0%,余量包含o和合计5.0%以下的杂质]
[0074]
通常,在将具有含al镀层的钢材热冲压而得到的热冲压成形体的表面(镀层的表面),形成主要由al2o3构成的氧化物。该氧化物被膜使粘接性降低。
[0075]
对此,本实施方式的热冲压成形体1中,通过采用如后所述的方法进行镀敷,控制其凝固组织,来在其后的热冲压时,抑制zn和mg的蒸发,并且在钢材表面形成以ca、mg为主体的氧化物被膜4。该氧化物被膜的粘接性优异。
[0076]
如果氧化物被膜中的mg含量低于20.0%,则会在氧化物中含有许多al,粘接性降低。另外,如果mg含量超过55.0%,则粘接剂与氧化物的密合性反而降低,粘接性降低。
[0077]
另外,如果氧化物被膜中的ca含量低于0.5%,则氧化物本身的强度降低,结果粘接性降低。另外,如果ca含量超过15.0%,则粘接剂与氧化物的密合性反而降低,粘接性降低。
[0078]
另外,如果氧化物被膜4中包含超过15.0%的zn,则粘接性大大降低。因此,将zn含量设为15.0%以下。另外,如果氧化物被膜4中包含10.0%以上的al,粘接性大大降低。因此,将al含量设为低于10.0%。也可以不含有zn和al。
[0079]
氧化物被膜4的化学组成的余量包含o和合计5.0%以下的杂质。
[0080]
如果杂质元素超过5.0%,则无法获得足够的粘接性。作为杂质,例如是fe、si、c。
[0081]
图2表示在本实施方式的热冲压成形体的表面形成的氧化物被膜的代表性sem观察图像的一例。如图2所示,本实施方式的热冲压成形体1的氧化物被膜4主要是含有mg、ca
的氧化物11,氧化物的al含量低于10.0%。该氧化物的晶粒尺寸的短径为1~10μm。
[0082]
氧化物被膜的化学组成通过用镀层不溶解而仅使氧化物被膜溶解的试剂、例如20%铬酸溶解,对被膜溶解后的溶液进行icp分析,并测定氧化物被膜的平均组成来得到。
[0083]
[单面附着量]
[0084]
氧化物被膜的单面附着量为0.01~10g/m2。
[0085]
氧化物被膜的单面附着量低于0.01g/m2时,无法充分获得粘附性的提高效果。另一方面,如果单面附着量超过10g/m2,则在受到弯曲等时在氧化层内产生龟裂,这也会导致粘接性降低(剥离)。因此,将单面附着量设为0.01~10g/m2。
[0086]
在采用溶解单面附着量的方法求算的情况下,可以通过将进行测定的面以外的、相反侧的面和端面用胶带密封,并浸渍到溶液中,来得到仅测定面的剥离液,根据溶解前后的重量变化来求得。
[0087]
《制造方法》
[0088]
本实施方式的热冲压成形体不取决于制造方法,只要具有上述特征即可获得其效果。但是,根据包括以下工序的制造方法能够稳定地制造,所以优选。
[0089]
即,本实施方式的热冲压成形体可以采用以下制造方法得到,该制造方法具备:
[0090]
(i)将钢材浸渍到镀浴中而得到具有镀层的镀敷钢材的镀敷工序、以及
[0091]
(ii)对镀敷工序后的镀敷钢材进行热冲压的热冲压工序,
[0092]
(iii)在镀敷工序中,在镀浴浸渍后的冷却过程中,以使浴温~450℃的平均冷却速度为10℃/秒以上、450~350℃的平均冷却速度为7℃/秒以下且350~150℃的平均冷却速度为4℃/秒以下的方式冷却到室温。
[0093]
《镀敷工序》
[0094]
[向镀浴的浸渍]
[0095]
镀敷工序中,通过将作为原板的钢板等钢材浸渍到镀浴中,来在表面形成镀层。
[0096]
关于向镀浴的浸渍条件没有特别限定。例如在600~940℃对镀敷原板表面进行加热还原处理,用n2气空冷使钢材温度达到浴温 20℃,然后在500~750℃的浴温的镀浴中浸渍约0.2~6秒。
[0097]
浸渍时间低于0.2秒时,无法充分形成镀层。另一方面,浸渍时间超过6秒时,镀层与钢材过剩地合金化,镀层中会含有大量fe。在镀层中含有过剩铁的情况下,难以在热冲压的加热中抑制zn和mg的蒸发。因此,在浸渍时间超过6秒的情况下,得不到具有预定组成的氧化物被膜,热冲压成形体的粘接性降低。
[0098]
镀浴根据作为目标的镀层3的组成,以含有zn、al、mg和其他元素的方式设定即可。例如,含有al:30.00~75.00%、mg:4.00~17.00%、si:0.20~2.00%,且根据需要含有希望在镀层中含有的任选元素,余量为zn和杂质。
[0099]
[冷却]
[0100]
浴温~450℃的平均冷却速度:10℃/秒以上
[0101]
本实施方式的热冲压成形体的制造方法中,将镀敷钢材从镀浴中提拉后,以直到450℃为止的温度范围的平均冷却速度为10℃/秒以上的方式进行冷却。通过将该温度范围的平均冷却速度设为10℃/秒以上,能够抑制在镀敷钢材表面形成al氧化物。
[0102]
450~350℃的平均冷却速度:7℃/秒以下
[0103]
接着上述冷却,以450℃~350℃的温度范围的平均冷却速度为7℃/秒以下的方式进行冷却。
[0104]
通过降低在该温度范围的冷却速度而控制凝固组织,来在接下来实行的热冲压工序中,在表面形成al含量少(10原子%以下)且含有mg、ca的氧化物被膜。其结果,热冲压成形体的粘接性提高。
[0105]
另外,在锌系镀层的情况下,担心zn(锌)由于热冲压而蒸发,但在如上所述地控制的凝固组织中,尽管详细机制尚不完全清楚,但通过在镀层的表面附近优先地生成含有具有抑制蒸气压高的元素即zn和mg的蒸发的效果的al、zn、ca及si的金属间化合物,能够抑制在接下来进行的热冲压的加热时zn和mg的蒸发。
[0106]
350~150℃的平均冷却速度:4℃/秒以下
[0107]
接着上述冷却,如果将350℃~150℃的平均冷却速度设为4℃/秒以下,则凝固组织所含有的al与zn的固溶体分离为al相和zn相,由此镀层的熔点降低,含有al、zn、ca和si的金属间化合物容易在热冲压加热中向处于熔融状态的镀层表面移动。作为其结果,能够更有效地抑制zn和mg的蒸发,能够有效地形成含有mg和ca的氧化物被膜。
[0108]
不过,即使350℃~150℃的平均冷却速度为4℃/秒以下,部分的温度范围的冷却速度快时也得不到合适的金属组织。因此,优选350℃~150℃的平均冷却速度为4℃/秒以下,350℃~250℃的平均冷却速度为4℃/秒以下,并且250~150℃的平均冷却速度为4℃/秒以下。
[0109]
《热冲压工序》
[0110]
对镀敷工序后的镀敷钢材(具有母材和形成于其表面的镀层的钢材)实行热冲压。
[0111]
热冲压的条件没有限定,例如可举出加热至750~1200℃,保持0~8分钟,然后用处于室温左右的温度的平板模具夹持镀敷钢板进行急冷的方法。
[0112]
根据上述制造方法,能够得到本实施方式的热冲压成形体。
[0113]
实施例
[0114]
以下,通过实施例更具体地说明本发明,但本发明并不限定于这些实施例。
[0115]
表1~表3表示本发明中公开的实施例。制作各种zn-al-mg系镀浴并供于热冲压加热。作为镀敷原板,使用了板厚1.6mm的钢板(含有c:0.2%和mn:1.3%)。将原板切断为100mm
×
200mm后,使用本公司制的间歇式热浸镀试验装置进行镀敷。使用在镀敷原板中心部点焊了的热电偶测定板温度。
[0116]
在镀浴浸渍前,将镀敷原板表面在氧浓度20ppm以下的炉内在n
2-5%h2气体气氛下以800℃进行加热还原处理,并用n2气进行空冷而使浸渍板温度达到浴温 20℃,然后在表2所示浴温的镀浴中浸渍约3秒。镀浴浸渍后,以20~200mm/秒的提拉速度提拉。
[0117]
提拉时,用n2擦拭气体如表2所示地控制镀敷附着量。将钢板从镀浴中提拉后,在表2所示条件下将其从镀浴温度冷却至室温。
[0118]
对制成的镀敷钢板实施热冲压加热和模具急冷。加热条件是将镀敷钢板插入900℃的加热炉中,镀敷钢板温度达到炉内温度-10℃后,保持0~8分钟,然后用处于室温程度的温度的平板模具夹持镀敷钢板进行急冷,由此制作成形品。
[0119]
采用上述方法调查的结果,热冲压后的镀层的化学组成如表1所示。
[0120]
对于no.31,使用市售的合金化热浸镀锌钢板进行热冲压。
[0121]
表1
[0122][0123]
表2
[0124][0125]
《氧化物被膜的评价》
[0126]
为了调查在热冲压加热中形成的氧化物的状态,将制成的样品用20%铬酸溶解,对氧化物被膜溶解了的溶液进行icp分析,测定了氧化物被膜的平均组成。另外,根据溶解前后的重量变化,测定每单面的附着量,结果,氧化物被膜的单面附着量,除了no.31以外均为0.01~10g/m2。
[0127]
将氧化物被膜的分析结果示于表2。
[0128]
另外,将热冲压后的样品切断为25mm(c方向)
×
15mm(l方向),使用sem观察样品表面的氧化物被膜的形状。本发明例的热冲压成形体的氧化物被膜由含mg、ca的氧化物构成,
晶粒粒径的短径为1~10μm。例如,图2是表1~表3中no.10的sem像(bse像)。
[0129]
另一方面,图3是实施例no.11(比较例)的sem像(bse像)。no.11中,观察到粗大的含al氧化物12。
[0130]
《粘接性》
[0131]
采用以下方法评价了粘接性。
[0132]
从热冲压后的镀敷钢板制取2枚100
×
25mm的样品,将粘接剂(penguin cement#1066)以粘接面积为12.5
×
25mm的方式涂布,然后贴合,在120℃下烧结45分钟,由此制作粘接性评价用的试验片。使用该样品在拉伸剪切试验中测定粘接强度。供于拉伸速度5mm/分钟且夹头间距离112.5mm的拉伸剪切试验,将得到的应力-应变曲线中的最大应力作为粘接强度,粘接强度越高粘接性就越优异。
[0133]
将粘接强度为30~25mpa的情况设为“aa”,低于25~20mpa的情况设为“a”,低于20~15mpa的情况设为“b”。
[0134]
将结果示于表3。
[0135]
表3
[0136][0137]
作为本发明例的no.3、5~10、17~20、23~26、28和29,在zn-al-mg系镀层上得到本发明中公开的含有mg和ca的氧化物被膜,显示出优异的粘接性。
[0138]
另一方面,镀层的化学组成在本发明范围外、或者制造方法不合适的比较例中,得不到合适的氧化物被膜,粘接性差。
[0139]
另外,在使用市售的合金化热浸镀锌钢板的比较例中,粘接性也差。
[0140]
附图标记说明
[0141]
1 热冲压成形体
[0142]
2 母材
[0143]
3 镀层
[0144]
4 氧化物被膜
[0145]
11 含mg、ca的氧化物
[0146]
12 含al氧化物
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。