1.本发明涉及整流器散热壳加工技术领域,具体为一种整流器散热壳体制作成型加工设备。
背景技术:
2.整流器是把交流电转换成直流电的装置,可用于供电装置及侦测无线电信号等,整流器在使用过程中会产生热量,为了保证整流器的正常使用,整流器外壳采用具有散热结构的外壳,即散热壳。
3.整流器散热壳一般通过注塑的方式进行加工,加工完成后,为了提高散热壳的散热效果,需要对散热壳外表面进行精加工,由于整流器散热壳的形状较为复杂,打磨难度较大,难以保证整流器散热壳体被全面打磨,在打磨完成后需要对散热壳表面的碎屑进行清理,且这些碎屑在打磨过程中附着在打磨件以及壳体表面,对打磨效果带来了一定的影响。
技术实现要素:
4.为了解决上述技术问题,本发明提供一种整流器散热壳体制作成型加工设备,包括加工台与定位装置,所述加工台上端面固定安装有定位装置。
5.所述定位装置包括倒u形板、定位气缸、挤压板、电动伸缩杆、移动架、打磨架与清理架,加工台上端面固定安装有倒u形板,倒u形板下端面固定安装有定位气缸,定位气缸下端面固定安装有挤压板,倒u形板前后两侧相对端面均固定安装有电动伸缩杆,电动伸缩杆末端固定安装有移动架,移动架上以螺纹连接的方式连接有打磨架,打磨架上固定安装有清理架。
6.所述打磨架包括移动板、l形架、电机一、链轮一、支架、链轮二、齿链带、打磨带与打磨板,移动架上以螺纹连接的方式连接有移动板,移动板上端面固定安装有l形架,l形架左端面通过电机座固定安装有电机一,电机一输出轴通过联轴器固定安装有链轮一,链轮一与l形架转动连接,移动板内侧均匀固定安装有支撑组,每组支撑组由前后对称的支架组成,每组支架的相对端面之间均转动连接有一组轮组,每组轮组由呈矩阵布置的四个链轮二构成,链轮二与链轮一之间通过齿链带传动连接,齿链带远离链轮二一端固定安装有打磨带,每组支架相远离的两端面对称固定安装有打磨板。
7.优选技术方案一:所述加工台上且位于倒u形板正下方开设有锥形凹槽,锥形凹槽中部开设有落料通孔,落料通孔下端卡接有收集盒,加工台上且位于倒u形板正下方固定安装有放置台,放置台上开设有矩形凹槽。
8.优选技术方案二:所述挤压板包括矩形板、限位凹槽、圆角、润滑珠与橡胶板,定位气缸下端面固定安装有矩形板,矩形板下端面开设有限位凹槽,限位凹槽下端左右对称开设有圆角,限位凹槽内端面光滑,限位凹槽内端左右对称均匀滚动设置有润滑珠,限位凹槽底部固定安装有橡胶板。
9.优选技术方案三:所述移动架包括c形板、螺纹杆、电机二与导向柱,电动伸缩杆末
端固定安装有c形板,c形板中部转动连接有螺纹杆,c形板上端面通过电机座固定安装有电机二,电机二输出轴通过联轴器与螺纹杆固定连接,螺纹杆与移动板之间以螺纹连接的方式相连接,c形板上下两端均匀贯穿有导向柱,上下对称的导向柱之间通过移动板固定连接。
10.优选技术方案四:所述清理架包括输送泵、出料管、输料管、分支管一、分支管二、清理刷、拨料杆、圆头杆与扭簧,移动板下端面固定安装有输送泵,输送泵出料口固定安装有出料管,输送泵进料口固定安装有输料管,输料管末端均匀固定安装有分支管一,分支管一的数目与支架的数目相同,分支管一贯穿支架,分支管一末端均匀固定安装有分支管二,分支管二末端与打磨板固定连接,前后对称的移动板相对端面上且位于每组支架中部固定安装有清理刷,清理刷靠近打磨带一端通过销轴均匀转动连接有拨料杆,拨料杆上均匀固定安装有倾斜的圆头杆,销轴上套有扭簧,扭簧一端与拨料杆固定连接,扭簧另一端与清理刷固定连接。
11.优选技术方案五:所述打磨带包括带体、磨砂柱与磨砂球,齿链带远离链轮二一端固定安装有带体,带体远离齿链带一端通过销轴均匀转动连接有磨砂柱,磨砂柱上均匀滚动设置有磨砂球。
12.优选技术方案六:所述打磨板包括板体、圆柱槽、磁石板一、圆柱块、磁石板二、磨砂板与吸料孔,同组支架相互远离的一端固定安装有板体,板体远离支架一端开设有圆柱槽,圆柱槽内固定安装有磁石板一,圆柱槽内插有圆柱块,圆柱块靠近圆柱槽一端固定安装有磁石板二,磁石板一的磁性与磁石板二的磁性相反,圆柱块远离圆柱槽一端固定安装有磨砂板,分支管二末端与板体固定连接,磨砂板上开设有与位置对应且相连通的吸料孔。
13.优选技术方案七:所述吸料孔为圆台形通孔,圆台形通孔靠近板体一端的直径小于圆台形通孔远离板体一端的直径。
14.本发明具备以下有益效果:1、本发明提供的一种整流器散热壳体制作成型加工设备,通过加工台与定位装置相配合,对散热壳进行定位,通过定位装置对散热壳进行打磨,并在打磨过程中即可对零件表面的碎屑进行清理,整个过程中,无需工人进行加工操作,提高设备对散热壳进行加工的加工效率,同时保证散热壳的表面质量均匀。
15.2、本发明设置的定位装置,通过清理刷对打磨带表面附着的碎屑进行清理,通过扭簧的弹力使拨料杆与圆头杆相配合,拨动清理刷上的刷毛,使清理刷上的刷毛表面附着的细小碎屑顺利掉落,以防止清理刷上的刷毛附着的碎屑较多,影响清理刷的清理效果。
16.3、本发明设置的定位装置,通过磨砂柱与磨砂球相配合,在打磨后的过程中,磨砂柱以及磨砂球在与散热壳接触时发生转动与滚动,防止磨砂柱表面磨损程度不均匀,影响磨砂柱与磨砂球的打磨效果。
附图说明
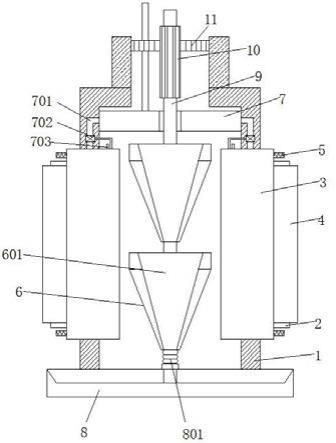
17.图1为本发明的主视立体结构示意图。
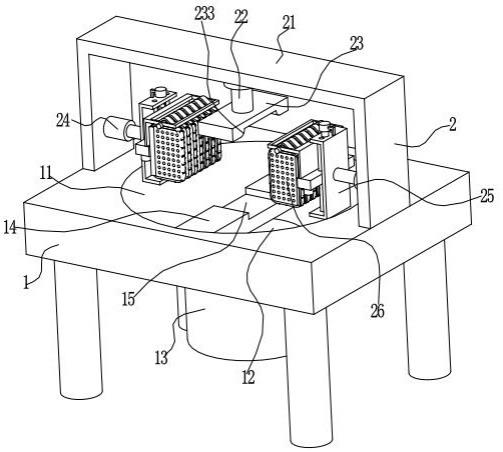
18.图2为本发明的移动架与打磨架的主视立体结构示意图。
19.图3为本发明的图2的n处的局部放大图。
20.图4为本发明的主视平面结构示意图。
21.图5为本发明的图4的m处的局部放大图。
22.图6为本发明的拨料杆与扭簧的主视平面结构示意图。
23.图7为本发明的打磨板的左视平面结构示意图。
24.图8为本发明的整流器散热壳的立体结构示意图。
25.图9为本发明的分支管一与支架的俯视平面结构示意图。
26.图中:1、加工台;11、锥形凹槽;12、落料通孔;13、收集盒;14、放置台;15、矩形凹槽;2、定位装置;21、倒u形板;22、定位气缸;23、挤压板;231、矩形板;232、限位凹槽;233、圆角;234、润滑珠;235、橡胶板;24、电动伸缩杆;25、移动架;251、c形板;252、螺纹杆;253、电机二;254、导向柱;26、打磨架;261、移动板;262、l形架;263、电机一;264、链轮一;265、支架;266、链轮二;267、齿链带;268、打磨带;2681、带体;2682、磨砂柱;2683、磨砂球;269、打磨板;2691、板体;2692、圆柱槽;2693、磁石板一;2694、圆柱块;2695、磁石板二;2696、磨砂板;2697、吸料孔;27、清理架;271、输送泵;272、出料管;273、输料管;274、分支管一;275、分支管二;276、清理刷;277、拨料杆;278、圆头杆;279、扭簧。
具体实施方式
27.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
28.参阅图1,一种整流器散热壳体制作成型加工设备,包括加工台1与定位装置2,所述加工台1上端面固定安装有定位装置2。
29.参阅图1,所述加工台1上且位于倒u形板21正下方开设有锥形凹槽11,锥形凹槽11中部开设有落料通孔12,落料通孔12下端卡接有收集盒13,加工台1上且位于倒u形板21正下方固定安装有放置台14,放置台14上开设有矩形凹槽15;通过锥形凹槽11使碎屑顺利掉落至落料通孔12,最终进入收集盒13进行收集,通过放置台14对散热壳进行放置,通过矩形凹槽15对散热壳进行定位,进一步防止散热壳在打磨过程中移动。
30.参阅图1与图5,所述定位装置2包括倒u形板21、定位气缸22、挤压板23、电动伸缩杆24、移动架25、打磨架26与清理架27,加工台1上端面固定安装有倒u形板21,倒u形板21下端面固定安装有定位气缸22,定位气缸22下端面固定安装有挤压板23,倒u形板21前后两侧相对端面均固定安装有电动伸缩杆24,电动伸缩杆24末端固定安装有移动架25,移动架25上以螺纹连接的方式连接有打磨架26,打磨架26上固定安装有清理架27;首先通过机械手臂将待进行加工的散热壳放置在加工台1上,然后通过定位气缸22带动挤压板23向下运动,直至挤压板23与散热壳紧贴,对散热壳进行固定,通过电动伸缩杆24使打磨架26与散热壳上的凹槽接触,通过移动架25使打磨架26与清理架27在垂直位移上往复运动,通过打磨架26对散热壳表面的毛刺进行打磨,通过清理架27对打磨架26表面的碎屑进行清理。
31.参阅图1与图4,所述挤压板23包括矩形板231、限位凹槽232、圆角233、润滑珠234与橡胶板235,定位气缸22下端面固定安装有矩形板231,矩形板231下端面开设有限位凹槽232,限位凹槽232下端左右对称开设有圆角233,限位凹槽232内端面光滑,限位凹槽232内端左右对称均匀滚动设置有润滑珠234,限位凹槽232底部固定安装有橡胶板235;通过矩形板231上的限位凹槽232对散热壳上侧进行限位,通过圆角233以及润滑珠234使散热壳顺利
进入限位凹槽232内,通过橡胶板235防止矩形板231上的限位凹槽232边缘对散热壳产生压痕。
32.参阅图2,所述移动架25包括c形板251、螺纹杆252、电机二253与导向柱254,电动伸缩杆24末端固定安装有c形板251,c形板251中部转动连接有螺纹杆252,c形板251上端面通过电机座固定安装有电机二253,电机二253输出轴通过联轴器与螺纹杆252固定连接,螺纹杆252与移动板261之间以螺纹连接的方式相连接,c形板251上下两端均匀贯穿有导向柱254,上下对称的导向柱254之间通过移动板261固定连接;通过电机二253带动螺纹杆252转动,通过导向柱254对移动板261进行导向,通过转动的螺纹杆252带动移动板261在垂直平面内往复运动,通过c形板251对螺纹杆252进行定位。
33.参阅图2与图4,所述打磨架26包括移动板261、l形架262、电机一263、链轮一264、支架265、链轮二266、齿链带267、打磨带268与打磨板269,移动架25上以螺纹连接的方式连接有移动板261,移动板261上端面固定安装有l形架262,l形架262左端面通过电机座固定安装有电机一263,电机一263输出轴通过联轴器固定安装有链轮一264,链轮一264与l形架262转动连接,移动板261内侧均匀固定安装有支撑组,每组支撑组由前后对称的支架265组成,每组支架265的相对端面之间均转动连接有一组轮组,每组轮组由呈矩阵布置的四个链轮二266构成,链轮二266与链轮一264之间通过齿链带267传动连接,齿链带267远离链轮二266一端固定安装有打磨带268,每组支架265相远离的两端面对称固定安装有打磨板269;通过电机一263带动链轮一264转动,链轮一264与齿链带267相配合,使链轮二266转动,链轮一264上的打磨带268对散热壳上凹槽处的毛刺进行打磨,打磨板269对散热壳上凹槽处前后两端的毛刺进行打磨,通过移动板261控制支架265的垂直位移。
34.参阅图5、图6与图9,所述清理架27包括输送泵271、出料管272、输料管273、分支管一274、分支管二275、清理刷276、拨料杆277、圆头杆278与扭簧279,移动板261下端面固定安装有输送泵271,输送泵271出料口固定安装有出料管272,输送泵271进料口固定安装有输料管273,输料管273末端均匀固定安装有分支管一274,分支管一274的数目与支架265的数目相同,分支管一274贯穿支架265,分支管一274末端均匀固定安装有分支管二275,分支管二275末端与打磨板269固定连接,前后对称的移动板261相对端面上且位于每组支架265中部固定安装有清理刷276,清理刷276靠近打磨带268一端通过销轴均匀转动连接有拨料杆277,拨料杆277上均匀固定安装有倾斜的圆头杆278,销轴上套有扭簧279,扭簧279一端与拨料杆277固定连接,扭簧279另一端与清理刷276固定连接;当打磨带268以及打磨板269与散热壳接触并进行打磨时,通过清理刷276对打磨带268表面附着的碎屑进行清理,圆头杆278受到运动过程中的打磨带268的挤压倾斜,当打磨带268停止运动时,拨料杆277在扭簧279的弹力作用下,恢复至原状态,在恢复至原状态的过程中,拨料杆277与圆头杆278相配合,拨动清理刷276上的刷毛,使清理刷276上的刷毛表面附着的细小碎屑顺利掉落,通过输送泵271提供吸力,使打磨板269与散热壳之间的碎屑通过分支管二275与分支管一274进入输料管273,最终通过出料管272排出。
35.参阅图3与图5,所述打磨带268包括带体2681、磨砂柱2682与磨砂球2683,齿链带267远离链轮二266一端固定安装有带体2681,带体2681远离齿链带267一端通过销轴均匀转动连接有磨砂柱2682,磨砂柱2682上均匀滚动设置有磨砂球2683;通过磨砂柱2682与磨砂球2683相配合,对散热壳内端面的毛刺进行打磨,磨砂柱2682以及磨砂球2683在与散热
壳接触时发生转动与滚动,防止磨砂柱2682表面磨损程度不均匀,影响散热壳的打磨质量,且在转动的同时,磨砂柱2682、磨砂球2683上粘附的碎屑能够分别被带体2681、磨砂柱2682刮落,保证了后续的打磨质量。
36.参阅图7,所述打磨板269包括板体2691、圆柱槽2692、磁石板一2693、圆柱块2694、磁石板二2695、磨砂板2696与吸料孔2697,同组支架265相互远离的一端固定安装有板体2691,板体2691远离支架265一端开设有圆柱槽2692,圆柱槽2692内固定安装有磁石板一2693,圆柱槽2692内插有圆柱块2694,圆柱块2694靠近圆柱槽2692一端固定安装有磁石板二2695,磁石板一2693的磁性与磁石板二2695的磁性相反,圆柱块2694远离圆柱槽2692一端固定安装有磨砂板2696,分支管二275末端与板体2691固定连接,磨砂板2696上开设有与分支管二275位置对应且相连通的吸料孔2697;通过磁性相反的磁石板一2693与磁石板二2695,使磁石板一2693与磁石板二2695相吸,对圆柱槽2692与圆柱块2694进行固定,从而对磨砂板2696进行固定,当需要使用粗糙度不同的磨砂板2696时,将磨砂板2696取下进行更换即可。
37.参阅图2与图7,所述吸料孔2697为圆台形通孔,圆台形通孔靠近板体2691一端的直径小于圆台形通孔远离板体2691一端的直径;通过圆台形通孔增大吸力与碎屑接触的面积,在运输碎屑时,通过减小碎屑运输的空间直径,增大碎屑运输的速度。
38.参阅图8,具体工作时,首先通过机械手臂将待加工的散热壳放置在加工台1上,然后通过定位气缸22带动挤压板23向下运动,直至挤压板23与散热壳紧贴,对散热壳进行固定,通过电动伸缩杆24使打磨架26与散热壳上的凹槽接触,通过移动架25使打磨架26与清理架27在垂直位移上往复运动,通过电机一263带动链轮一264转动,链轮一264与齿链带267相配合,使链轮二266转动,链轮一264上的打磨带268对散热壳上凹槽处的毛刺进行打磨,打磨板269对散热壳上凹槽处前后两端的毛刺进行打磨,通过清理架27对打磨架26表面的碎屑进行清理。
39.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。