1.本发明涉及组合式曲拐锻件预制件,特别涉及大型组合曲拐预制件的锻造工艺,属于锻造技术领域。
背景技术:
2.曲轴是机械传动中的主要部件,曲拐是曲轴上的重要零件,因曲轴承担机械旋转运动和往复运动的变换,大型曲轴的曲拐受力大而复杂,因此要有足够的刚度、强度和承受冲击载荷的能力。为了满足上述性能要求,通常选用锻制曲拐,锻制曲拐生产过程较为复杂,需要多工步、多火次、反复更换多个砧模才能完成操作。传统锻造曲拐的方法有模锻和自由锻两种,因其存在一定的缺点,不但生产成本高,生产效率低,而且需要运用万吨级以上的锻造机和制作价格高昂的模具,其次锻件的成材率很低,第三经常发生锻件缺损和折叠。因此,有必要对锻制工艺进行科学设计改进。
技术实现要素:
3.本发明提出一种曲拐预制件锻造工艺,设定曲拐预制件的形状和参数,设置自动更换的砧模,采用反复镦拔锻造工艺,实现一火次完成锻制。
4.本发明技术方案如下:一种曲拐预制件锻造工艺,锻造设备包含锻造机、砧模和操作设备,所述砧模包括上砧、下砧和镦粗板,所述下砧包含小平砧、大平砧和双棱压槽模;所述操作设备包含工作台和机械手,所述工作台包含横向工作台和纵向工作台;所述上砧连接在所述锻造机上,所述大平砧、小平砧和双棱压槽模置于所述横向工作台上,随横向工作台移动,所述机械手夹持所述镦粗板和锻件;预制件由凸台和双翅体构成,凸台置于双翅体中部并连体,设定预制件长为l、宽为b、高为h,所述双翅体长为l、宽为b、高为h1;所述凸台高为h2、宽为b;则双翅体总高h= h1 h2,其特征在于:锻造工步包含:工步1、按曲拐锻件重量要求选用钢坯,加热至设定锻造温度;工步2、将工步1加热的钢坯置于上砧与小平砧之间,钢坯拔长;工步3、将工步2拔长的锻件长度方向立于纵向工作台上,机械手夹持镦粗板置于坯件与上砧之间,镦至原长度的1/2;工步4、将工步3镦粗坯件拔至截面为(3b∕4)
×
(3b∕4)的锻件;工步5、将工步4拔长的锻件长度方向立于纵向工作台上,镦至原长度的1∕2;工步6、将工步5镦粗锻件拔至截面为b
×
b的锻件;工步7、将工步6锻件中部置于双棱压槽模上方,锻件下方锻制平行的左右槽;工步8、将工步7带有左右槽的锻件上下方向翻转180
°
,置于大平砧上锻制,对应地将左槽的左边和右槽的右边锻成宽为b、高为h1、长为l的双翅体,左右槽之间锻成高为h2、宽为b的凸台,制得曲拐预制件。
5.进一步地,所述机械手设置左机械手和右机械手。
6.优选地,工步2中钢坯拔长至原长度的1.2——1.7倍。
7.优选地,工步3中锻件镦至原长度的(1/2
±
20%)。
8.优选地,工步4中锻件拔至截面为3b∕4(1
±
5%)
×
3b∕4(1
±
5%)的锻件。
9.优选地,工步5中锻件镦至原长度的(1∕2
±
10%)。
10.优选地,工步6中锻件拔至截面为b(1+0~5%)
×
b(1+0~5%)的锻件。
11.本发明采用多次镦拔工艺,增加了锻造比,提升了锻件内部质量,使锻件逐步渐进过渡成型,一火次完成曲拐预制件锻造。实现锻制工步最简、材料损耗最小、生产成本最低的目的。
附图说明
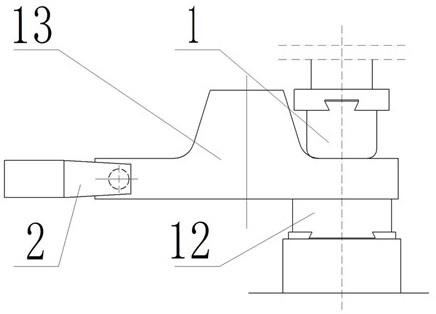
12.附图1为工步2初始状态示意图,附图2为工步2终了状态示意图,附图3为工步3初始状态示意图,附图4为工步3终了状态示意图,附图5为工步4初始状态示意图,附图6为工步4终了状态示意图,附图7为工步5初始状态示意图,附图8为工步5终了状态示意图,附图9为工步6初始状态示意图,附图10为工步6终了状态示意图,附图11为工步7示意图,附图12为工步8初始状态示意图,附图13为工步8终了状态示意图,附图14为预制件主视图,附图15为预制件俯视图。
13.附图中,1为上砧、2为左机械手、2
′
为右机械手、3为下砧、4为钢坯、5为经过工步2拔长的坯件、6为镦粗板、7为经过工步3镦粗的坯件、8为经过工步4拔长的坯件、9为经过工步5镦粗的坯件、10为经过工步6拔长的坯件、11为双棱压槽模、12为大平砧、13为预制件。
具体实施方式
14.本实施例选用16吨钢坯置放在加热炉加热至锻造温度。
15.如附图1、2所示,机械手2夹持加热后的高温钢坯4置放在上砧1与小平砧3之间,锻压成坯件5,其长度和截面之间应达至长径比要求。
16.如附图3、4所示,坯件5长度方向立于纵向工作台上,机械手2
′
夹持镦粗板6置于坯件5与上砧1之间,将坯件5镦至原长度的1/2的坯件7。
17.如附图5、6所示,坯件7经上砧1和小平砧3拔长至截面为900
㎜×
900
㎜
长2500
㎜
的坯件8。
18.如附图7、8所示,机械手2夹持坯件8立于工作台上,机械手
′
夹持镦粗板6置于坯件8与上砧1之间,将坯件8镦至1250
㎜
长的坯件9。
19.如附图9、10所示,坯件9经上砧1和小平砧3拔长至截面为1200
㎜×
1200
㎜
长1400
㎜
的坯件10。
20.如附图11所示,下砧更换成双棱压槽模11,坯件11下方锻制平行的左右槽。
21.如附图12、13所示,将左右槽的坯件10上下方向翻转180
°
,对应地将左槽的左边和右槽的右边锻压成宽为b
㎜
、高为h1㎜
、长为l
㎜
的双翅体,高为h2㎜
、宽为b
㎜
的凸台,从而制得曲拐预制件。
技术特征:
1.一种曲拐预制件锻造工艺,锻造设备包含锻造机、砧模和操作设备,所述砧模包括上砧、下砧和镦粗板,所述下砧包含小平砧、大平砧和双棱压槽模;所述操作设备包含工作台和机械手,所述工作台包含横向工作台和纵向工作台;所述上砧连接在所述锻造机上,所述大平砧、小平砧和双棱压槽模置于所述横向工作台上,随横向工作台移动,所述机械手夹持所述镦粗板和锻件;预制件由凸台和双翅体构成,凸台置于双翅体中部并连体,设定预制件长为l、宽为b、高为h,所述双翅体长为l、宽为b、高为h1;所述凸台高为h2、宽为b;则双翅体总高h= h1 h2,锻造工步包含:工步一、按曲拐锻件重量要求选用钢坯,加热至设定锻造温度;工步二、将工步一加热的钢坯置于上砧与小平砧之间,钢坯拔长;工步三、将工步二拔长的锻件长度方向立于纵向工作台上,机械手夹持镦粗板置于坯件与上砧之间,镦至原长度的1/2;工步四、将工步三镦粗坯件拔至截面为(3b∕4)
×
(3b∕4)的锻件;工步五、将工步四拔长的锻件长度方向立于纵向工作台上,镦至原长度的1∕2;工步六、将工步五镦粗锻件拔至截面为b
×
b的锻件;工步七、将工步六锻件中部置于双棱压槽模上方,锻件下方锻制平行的左右槽;工步八、将工步七带有左右槽的锻件上下方向翻转180
°
,置于大平砧上锻制,对应地将左槽的左边和右槽的右边锻成宽为b、高为h1、长为l的双翅体,左右槽之间锻成高为h2、宽为b的凸台,制得曲拐预制件。2.根据权利要求1所述的一种曲拐预制件锻造工艺,其特征在于:所述机械手设置左机械手和右机械手。3.根据权利要求1所述的一种曲拐预制件锻造工艺,其特征在于:工步二中钢坯拔长至原长度的1.2——1.7倍。4.根据权利要求1所述的一种曲拐预制件锻造工艺,其特征在于:工步三中锻件镦至原长度的(1/2
±
20%)。5.根据权利要求1所述的一种曲拐预制件锻造工艺,其特征在于:工步四中锻件拔至截面为3b∕4(1
±
5%)
×
3b∕4(1
±
5%)的锻件。6.根据权利要求1所述的一种曲拐预制件锻造工艺,其特征在于:工步五中锻件镦至原长度的(1∕2
±
10%)。7.根据权利要求1所述的一种曲拐预制件锻造工艺,其特征在于:工步六中锻件拔至截面为b(1+0~5%)
×
b(1+0~5%)的锻件。
技术总结
本发明涉及一种曲拐预制件锻造工艺,将大平砧、小平砧和双棱压槽模置于横向工作台上,通过横向工作台移动自动更换砧模,设定曲拐预制件为带有凸台的双翅体,并设置双翅体长为L、宽为b、高为h,凸台高为h2、宽为b,分步锻制,首先对坯件拔长,再对坯件镦粗,然后将坯件拔长至截面为b3/4
技术研发人员:张连华 郑介林 张晖
受保护的技术使用者:江苏华威机械制造有限公司
技术研发日:2022.01.20
技术公布日:2022/4/12
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。