1.本技术属于微细加工技术领域,尤其涉及一种微细槽的加工方法和电化学加工装置。
背景技术:
2.刀具是机械制造中用于切削加工的工具,又称切削工具。在各种微细刀具等微细工具中,用于排除加工碎屑的螺旋槽是必不可少的三维空间曲面特征。
3.目前,主要通过高速磨削方法加工微细槽;但是,当微细刀具直径很小时,磨削方法加工极容易造成刀具工件发生断裂等缺陷,从而导致成品率低,这样大大增加成本。因此,待加工件上微细槽的加工成为了难题。
技术实现要素:
4.本技术的目的在于提供一种微细槽的加工方法和电化学加工装置,旨在解决如何在待加工件上更好第制备微细槽的技术问题。
5.为实现上述申请目的,本技术采用的技术方案如下:
6.第一方面,本技术提供一种微细槽的加工方法,其特征在于,包括如下步骤:
7.提供第一绝缘板和第二绝缘板,所述第一绝缘板的表面设有第一凹槽,所述第二绝缘板的表面设有第二凹槽;
8.将待加工的金属丝置于所述第一凹槽或所述第二凹槽上,然后将所述第一绝缘板和所述第二绝缘板重叠使所述第一凹槽和所述第二凹槽对齐将所述金属丝包围固定,且在所述第一绝缘板和所述第二绝缘板之间设置第一阴极和第二阴极,以组装成电化学加工装置;其中,所述金属丝位于所述第一阴极和所述第二阴极之间,所述金属丝的直径大于所述第一阴极和所述第二阴极的厚度;
9.在所述第一绝缘板、所述第二绝缘板、所述第一阴极和所述第二阴极围成的腔体内装入电解液,然后以所述金属丝为阳极进行电解处理。
10.本技术提供的加工方法是一种在待加工件金属丝上加工微细槽的方法,该方法中,先组装电化学加工装置,该组装过程中待加工的金属丝被固定在第一绝缘板和第二绝缘板的凹槽内,后续在电化学加工装置的第一绝缘板、第二绝缘板、第一阴极和第二阴极围成的腔体内装入电解液,并以金属丝为阳极,将阴阳极之间通电电解,这样金属丝在电解液中发生电化学阳极溶解,从而在金属丝表面形成槽宽与阴极厚度相当的细微槽。该加工方法不仅工艺简单、易实施,而且可以通过调整阴极厚度留出金属丝上被加工空间,被加工的金属丝不易发生断裂,成品率高,因此具有很好的应用前景。
11.第二方面,本技术提供一种电化学加工装置,包括:
12.相对设置的第一绝缘板和第二绝缘板,以及位于所述第一绝缘板和所述第二绝缘板之间的第一阴极和第二阴极;所述第一绝缘板靠近所述第二绝缘板的表面设有第一凹槽,所述第二绝缘板靠近所述第一绝缘板的表面设有与所述第一凹槽对齐的第二凹槽,所
述第一凹槽和所述第二凹槽位于所述第一阴极和所述第二阴极之间;
13.所述电化学加工装置通电工作时,将待加工的金属丝作为阳极被固定于所述第一凹槽和所述第二凹槽内、且位于所述第一阴极和所述第二阴极之间,所述第一绝缘板、所述第二绝缘板、所述第一阴极和所述第二阴极围成的腔体内盛有电解液;
14.其中,所述金属丝的直径大于所述第一阴极和所述第二阴极的厚度。
15.本技术提供的电化学加工装置可以用于对待加工件金属丝表面进行微细槽加工,该电化学加工装置通电工作时,待加工的金属丝作为阳极被固定于第一凹槽和第二凹槽内、且位于第一阴极和第二阴极之间,这样金属丝在电解液中发生电化学阳极溶解,从而在金属丝表面形成槽宽与阴极厚度相当的细微槽。该电化学加工装置可以通过调整阴极厚度留出金属丝表面被加工空间,装置工作时被加工的金属丝不易发生断裂,成品率高。
附图说明
16.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
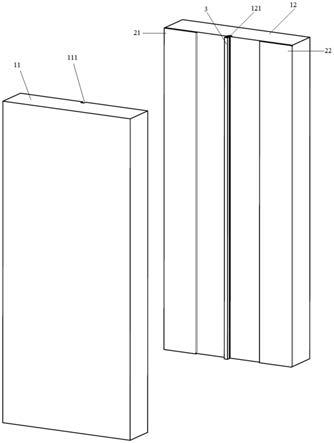
17.图1是本技术实施例提供的电化学加工装置的内部结构示意图;
18.图2是本技术实施例提供的电化学加工装置的外部结构示意图;
19.图3是本技术实施例提供的电化学加工装置的横截面结构示意图;
20.其中,图中各附图标记:
21.11-第一绝缘板,111-第一凹槽,12-第二绝缘板,121-第二凹槽,21-第一阴极,22-第二阴极,3-金属丝,4-电解液。
具体实施方式
22.为了使本技术要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合实施例,对本技术进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本技术,并不用于限定本技术。
23.本技术中,术语“和/或”,描述关联对象的关联关系,表示可以存在三种关系,例如,a和/或b,可以表示:单独存在a,同时存在a和b,单独存在b的情况。其中a,b可以是单数或者复数。字符“/”一般表示前后关联对象是一种“或”的关系。
24.本技术中,“至少一种”是指一种或者多种,“多种(次)”是指两种或两种(次)以上。“以下至少一项(个)”或其类似表达,是指的这些项中的任意组合,包括单项(个)或复数项(个)的任意组合。
25.应理解,在本技术的各种实施例中,上述各过程的序号的大小并不意味着执行顺序的先后,部分或全部步骤可以并行执行或先后执行,各过程的执行顺序应以其功能和内在逻辑确定,而不应对本技术实施例的实施过程构成任何限定。
26.在本技术实施例中使用的术语是仅仅出于描述特定实施例的目的,而非旨在限制本技术。在本技术实施例和所附权利要求书中所使用的单数形式的“一种”、“所述”和“该”也旨在包括多数形式,除非上下文清楚地表示其他含义。
27.本技术实施例说明书中所提到的相关成分的重量不仅仅可以指代各组分的具体含量,也可以表示各组分间重量的比例关系,因此,只要是按照本技术实施例说明书相关组分的含量按比例放大或缩小均在本技术实施例说明书公开的范围之内。具体地,本技术实施例说明书中所述的质量可以是μg、mg、g、kg等化工领域公知的质量单位。
28.术语“第一”、“第二”仅用于描述目的,用来将目的如物质彼此区分开,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。例如,在不脱离本技术实施例范围的情况下,第一xx也可以被称为第二xx,类似地,第二xx也可以被称为第一xx。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。
29.本技术实施例提供一种电化学加工装置,如图1-图3所示,该电化学加工装置包括:相对设置的第一绝缘板11和第二绝缘板12,以及位于第一绝缘板11和第二绝缘板13之间的第一阴极21和第二阴极22;第一绝缘板11靠近第二绝缘板12的表面设有第一凹槽111,第二绝缘板12靠近第一绝缘板11的表面设有与第一凹槽111对齐的第二凹槽121,第一凹槽111和第二凹槽121位于第一阴极21和第二阴极22之间;
30.该电化学加工装置通电工作时,将待加工的金属丝3作为阳极被固定于第一凹槽111和第二凹槽121内、且位于第一阴极21和第二阴极22之间,第一绝缘板11、第二绝缘板12、第一阴极21和第二阴极22围成的腔体内盛有电解液4;
31.其中,金属丝3的直径大于第一阴极21和第二阴极22的厚度。
32.本技术实施例提供的电化学加工装置可以用于加工金属丝3,具体是将待加工件金属丝3表面进行微细槽加工,该电化学加工装置通电工作时,待加工的金属丝3作为阳极被固定于第一凹槽111和第二凹槽121内、且位于第一阴极21和第二阴极22之间,这样金属丝3在电解液4中发生电化学阳极溶解,从而在金属丝3表面形成槽宽与阴极厚度相当的细微槽。该电化学加工装置可以通过调整阴极厚度留出金属丝3表面被加工空间,装置工作时被加工的金属丝3不易发生断裂,成品率高。
33.本技术实施例的电化学加工装置可以对金属丝表面加工微细槽,该金属丝表面微细槽的宽度与阴极厚度相当(当阳极和第一阴极之间通电电解,在金属丝上加工成第一阴极厚度相当的微细槽;当阳极和第二阴极之间通电电解,在金属丝上加工成第二阴极厚度相当的微细槽;当阳极和第一阴极以及第二阴极之间均通电电解,在金属丝上分别加工成第一阴极和第二阴极厚度相当的微细槽;具体地,第一阴极和第二阴极厚度可以相同)。对于加工的尺寸,可以是在微米级的金属丝上加工微米级的微细槽,可以通过调节第一阴极和第二阴极的厚度实现金属丝的加工空间,具体可以在几百微米级直径的金属丝上加工几百微米级或几十微米级宽度的微细槽。例如,金属丝的直径可以是400~600μm,第一阴极和第二阴极的厚度h可以是200~400μm或者更小,这样在金属丝上加工宽度为h的微细槽。
34.在一些实施例中,该电化学加工装置的第一凹槽和第二凹槽内设有用于固定金属丝的软材料。具体地,在组装该电化学加工装置的过程中,软材料先填平第一凹槽和第二凹槽,然后将待加工的金属丝置于第一凹槽或第二凹槽上,第一绝缘板和第二绝缘板重叠使第一凹槽和第二凹槽对齐,压紧,将金属丝包围固定在第一凹槽和第二凹槽的合围的区域内,并且留出相等于第一阴极或第二阴极厚度的被加工空间。这样金属丝在被加工时更稳固,不易移动。上述软材料可以是聚合物凝胶材料和硅胶材料等中的至少一种。
35.在一些实施例中,第一凹槽的尺寸与第二凹槽的尺寸相同,第一凹槽的槽深和槽
宽等于金属丝的直径。第一凹槽和第二凹槽的长度根据待加工的金属丝设定,第一凹槽和第二凹槽一般为微细长直条槽,以便将待加工的金属丝全部固定。第一凹槽的尺寸与第二凹槽的尺寸相同,对称设置,这样可以将金属丝对称固定在第一阴极和第二阴极之间。
36.需要说明的是,该电化学加工装置通电电解时,可以是以金属丝为阳极,将阳极和第一阴极或第二阴极之间通电电解,这样在金属丝上加工成单条微细槽;当然,也可以是将阳极和第一阴极以及第二阴极之间均通电电解,这样金属丝两边均加工有微细槽。上述均可以实现金属丝表面的微细槽的形成。
37.在一些实施例中,金属丝位于第一阴极和第二阴极之间的中间位置。即金属丝、第一阴极和第二阴极位于同一平面上,且金属丝位于第一阴极和第二阴极的正中间,这样将阳极和第一阴极以及第二阴极之间均通电电解,可以在金属丝两边加工成对称的微细槽。
38.在一些实施例中,第一阴极和第二阴极的厚度均为h,金属丝的直径大于h,当然金属丝的直径要小于第一凹槽的槽深与第二凹槽的围成的总槽深,这样可以将金属丝固定在第一凹槽和第二凹槽内,同时在金属丝表面形成厚度为h的加工空间。
39.在一些实施例中,上述金属丝可以是不锈钢丝,如304不锈钢丝,第一阴极和第二阴极可以是尺寸相同的金属箔如铜箔,具体可以是与不锈钢丝长度相当的长条铜箔,这样可以加工成具有直微细槽的金属丝。第一绝缘板和第二绝缘板由绝缘材料制成,如可以是绝缘的塑料压板。电化学加工装置中装入的电解液可以上常用的电解液,如硝酸钠溶液,电解液的溶质浓度可以是8~12g/l。
40.本技术实施例的电化学加工装置,电解液可以在电化学加工装置工作使用时才输入装置中,当电化学加工装置不加工金属丝时,电解液可以和电化学加工装置分开单独放置。
41.本技术实施例还提供一种基于上述电化学加工装置的微细槽的加工方法,该加工方法是在电化学加工装置组装的过程中,将待加工的金属丝作为阳极被固定于第一凹槽和第二凹槽内、且位于第一阴极和第二阴极之间,从而便于进行通电电解加工,具体地,该加工方法包括如下步骤:
42.s01:提供第一绝缘板和第二绝缘板,第一绝缘板的表面设有第一凹槽,第二绝缘板的表面设有第二凹槽;
43.s02:将待加工的金属丝置于第一凹槽或第二凹槽上,然后将第一绝缘板和第二绝缘板重叠使第一凹槽和第二凹槽对齐将金属丝包围固定,且在第一绝缘板和第二绝缘板之间设置第一阴极和第二阴极,以组装成电化学加工装置;其中,金属丝位于第一阴极和第二阴极之间,金属丝的直径大于第一阴极和第二阴极的厚度;
44.s03:在第一绝缘板、第二绝缘板、第一阴极和第二阴极围成的腔体内装入电解液,然后以金属丝为阳极进行电解处理。
45.本技术实施例提供的加工方法先组装电化学加工装置,该组装过程中待加工的金属丝被固定在第一绝缘板和第二绝缘板的凹槽内,后续在电化学加工装置的第一绝缘板、第二绝缘板、第一阴极和第二阴极围成的腔体内装入电解液,并以金属丝为阳极,将阴阳极之间通电电解,因金属丝位于第一阴极和第二阴极之间,这样金属丝在电解液中发生电化学阳极溶解,从而在金属丝表面形成槽宽与阴极厚度相当的细微槽。该加工方法不仅工艺简单、易实施,而且可以通过调整阴极厚度留出金属丝上被加工空间,被加工的金属丝不易
发生断裂,成品率高,因此具有很好的应用前景。
46.上述步骤s01和s02是组装电化学加工装置的过程,在组装的过程中,固定了待加工的金属丝。
47.在一些实施例中,在将待加工的金属丝置于第一凹槽或第二凹槽上的步骤之前,先用软物质将第一凹槽和第二凹槽填平。这样可以更好地将金属丝固定。具体地,第一绝缘板和第二绝缘板的中间分别加工有第一凹槽和第二凹槽(可以是微细长条槽),然后用软物质将凹槽填平。组装过程中,在第一绝缘板和第二绝缘板之间的左右分别设置第一阴极和第二阴极。而第一阴极和第二阴极之间的金属丝工件作为被加工的阳极,置于第一凹槽或第二凹槽的软物质之上,通过调节第一阴极和第二阴极的厚度将金属丝压紧,并且将金属丝留出相等于第一阴极和第二阴极厚度的被加工空间。上述各零件固定安装后,形成电化学加工装置。
48.上述步骤s03是电解液装入电化学装置中的过程以及电解过程,将电解液装入后,在阳极和阴极(可以是第一阴极和/或第二阴极)之间通以直流电,一定时间后,将在金属丝一侧或两侧加工出直微细槽。
49.本技术实施例的加工方法中,第一绝缘板和第二绝缘板的材料,第一凹槽和第二凹槽的尺寸,金属丝的材料和尺寸,以及第一阴极和第二阴极的材料和尺寸,软物质的具体种类选择,上文已详细阐述,此处不再重复赘述。
50.在一些实施例中,上述电解处理可以是对阳极和第一阴极之间通电电解,这样在金属丝上加工成第一阴极厚度相当的微细槽;也可以是对阳极和第二阴极之间通电电解,这样在金属丝上加工成第二阴极厚度相当的微细槽;也可以是在阳极和第一阴极以及第二阴极之间均通电电解,这样在金属丝上分别加工成第一阴极和第二阴极厚度相当的微细槽;此时,第一阴极和第二阴极厚度可以相同。本技术实施例可以优选在阳极和第一阴极以及第二阴极之间均通电电解。具体地,电解处理包括:在阳极与第一阴极和第二阴极之间通22~26v的直流电,通电时间为40~80s。这样可以在金属丝上形成对称的的微细槽。
51.在一些实施例中,电解处理之后还包括:将金属丝原位旋转90度后,再通电电解;具体通电电解条件可以和前述相同,这样可以在金属丝周围加工四条均匀分布的细微槽。进一步地,可以根据实际金属丝上细微槽的条数,调整金属丝旋转的角度,从而加工成需要的金属丝。
52.在一些实施例中,电解处理之后还包括:将金属丝进行拉伸处理。将加工有微细槽的金属丝进行拉伸变形,可以获得更细的具有直微细槽的金属丝;根据实际需要,可以进行多次拉伸变形,每两次拉伸之间可以进行退火,以便更好地拉伸变形,退化温度可以根据金属丝的具体材料进行选择。
53.在一些实施例中,电解处理之后还包括:将金属丝进行扭转处理。将具有微细槽的金属丝进行扭转成形,从而可以形成具有微细螺旋槽的金属丝;并且由于大塑性变形,硬度得到明显增加,这样得到的加工后的金属丝可以用于微刀具等微工具或者用于加工印刷电路板的微钻头。
54.具体地,电解处理之后可以包括:将金属丝原位旋转90度后再通电电解,然后依次拉伸处理和扭转处理。
55.下面结合具体实施例进行说明。
56.实施例1
57.一种电化学加工装置,如图1-图3所示,包括:
58.相对设置的第一绝缘板11和第二绝缘板12(具体材料均为pp塑料压板),以及位于第一绝缘板11和第二绝缘板13之间的第一阴极21和第二阴极22(具体材料均为铜箔);第一绝缘板11靠近第二绝缘板12的表面设有第一凹槽111,第二绝缘板12靠近第一绝缘板11的表面设有与第一凹槽111对齐的第二凹槽121,第一凹槽111和第二凹槽121位于第一阴极21和第二阴极22之间;
59.该电化学加工装置通电工作时,将待加工的金属丝3(具体材料为304不锈钢丝)作为阳极被固定于第一凹槽111和第二凹槽121内、且位于第一阴极21和第二阴极22之间,第一绝缘板11、第二绝缘板12、第一阴极21和第二阴极22围成的腔体内盛有电解液4(具体是浓度为10g/l的nano3溶液)。
60.该电化学加工装置加工304不锈钢丝的步骤包括:
61.1、提供两块pp塑料压板分别作为第一绝缘板和第二绝缘板,两块pp塑料压板中间分别加工有相同尺寸长条的第一凹槽和第二凹槽(凹槽断面尺寸0.5
×
0.5mm),用硅胶将凹槽槽填平,并且凝固。
62.2、在两块pp塑料压板沿着第一凹槽和第二凹槽对齐,且两块pp塑料压板之间的左右分别设置两块铜箔作为第一阴极和第二阴极。
63.3、使用直径0.5mm的304不锈钢丝工件作为被加工的阳极,置于两块pp塑料压板之间的硅胶之上,铜箔厚度0.3mm,因此304不锈钢丝部分陷入软性的硅胶表面,被pp塑料压板压紧,并且留出0.3mm厚度的被加工空间。
64.4、上述各零件固定安装后,形成电化学加工装置。
65.5、在两块pp塑料压板和两块铜箔的区域内通入10g/l的nano3电解液,并且在阳极和第一阴极和第二阴极之间通以24v直流电,1分钟后,在304不锈钢丝两侧加工出直微细槽。此步结束后,金属丝直微细槽截面形状为抛物线状,外侧细槽开口处宽度等于阴极铜箔厚度;直微细槽最大深度(即外侧开口处与抛物线凸点之间距离)约为金属丝直径的1/5。另外,金属丝加工成的直微细槽宽度可以根据实际需要,通过调整阴极铜箔的厚度得到,而深度可以通过调整通电时间等参数得到。
66.6、将加工有直微细槽的304不锈钢丝进行拉伸变形,获得更细的具有直微细槽的304不锈钢丝。
67.7、将拉伸后具有直微细槽的304不锈钢丝进行扭转成形,形成具有微细螺旋槽的304不锈钢丝。
68.以上所述仅为本技术的较佳实施例而已,并不用以限制本技术,凡在本技术的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。