1.本发明涉及磁瓦码跺机器人的技术领域,尤其涉及一种高性能磁瓦码垛专用设备及自动码垛工艺。
背景技术:
2.磁瓦是永磁体中的一种,是主要用在电机上的瓦状磁铁,其生产过程主要包括配料、粉碎、压型、烧结等过程。磁瓦从成型压机处压制完毕后,由缸顶起,再由取坯器进入压机模具吸取磁瓦,并立即放置于成型输出皮带上。磁瓦随成型输出皮带运动到指定位置后,需将其搬移到烧结盘上进行有序地摆放,再将烧结盘送入窑炉进行烧制。目前磁瓦由成型到烧制之间的码垛工作,一直是人工操作,人工码垛虽灵活性高,但效率低、残次品和废品率较高,严重影响磁瓦的生产效率,随之加重操作工人的工作负担,且磁瓦生产坏境恶劣,依靠工人长时间码垛,会对工人的身体健康产生一定的危害。
3.因此需要开发一套能够大大提高磁瓦的码垛效率的装置,要求效率高,运行稳定,解决磁瓦生产效率低、工人压力大、磁瓦产出质量低等问题。
技术实现要素:
4.本发明的目的是为了解决现有技术中不足,故此提出一种高性能磁瓦码垛专用设备及自动码垛工艺。
5.为了实现上述目的,本发明采用了如下技术方案:
6.一种高性能磁瓦码垛专用设备,包括:
7.接料单元,接料单元用于盛放并输送取胚机从制胚机中取来的磁瓦;
8.移料手单元,移料手单元用于将接料单元接收的磁瓦进行转运至其他工位;
9.刷毛刺单元,刷毛刺单元用于对移料手单元转运来的磁瓦进行刷毛刺处理;
10.转运单元,转运单元用于将刷毛刺处理后的磁瓦进行转运至其他工位;
11.转运手单元,转运手单元用于将转运单元转运后的磁瓦进行竖直载盘处理;
12.以及码盘系统,码盘系统用于将盛放磁瓦的载盘码至货架上。
13.在本技术方案中作出如下改进:该刷毛刺单元包括安装在码胚机架上的刷毛刺y轴线模组,安装在刷毛刺y轴线模组的滑块上的驱动器,安装在驱动器输出端的毛刺清理件,以及安装在刷毛刺y轴线模组上且位于滑块上层的磁瓦下支架组。通过刷毛刺模组对磁瓦表面进行取出毛刺处理,利于磁瓦烧结后无需再进行去毛刺工序的进行,节约生产成本,大大提高磁瓦的生产效率。
14.在本技术方案中作出如下改进:该接料单元包括安装在码胚机架上的接料架,安装在接料架上的输送模块,安装在接料架上输送终端的边缘挡板,以及安装在接料架上且位于靠近边缘挡板两端位置的限位传感器组。通过输送模块将磁瓦输送至终端,经移料手单元将整排磁瓦转移至去毛刺工位处。
15.在本技术方案中作出如下改进:该移料手单元包括安装在码胚机架上的移料x轴
直线模组,安装在移料x轴直线模组的滑块上的移料z轴直线模组,安装在移料z轴直线模组的滑块上的移料安装体,以及可调节安装在移料安装体上的多个取料件一。通过移料z轴直线模组和移料x轴直线模组实现取料件一在z轴和x轴上的移动,进而实现磁瓦在移料手单元相邻工位之间的位置转换。
16.在本技术方案中作出如下改进:还包括安装在码胚机架上且位于刷毛刺单元和转向单元之间的中转线单元,中转线单元与接料单元结构相同,该转向单元包括安装在码胚机架上的转向旋转气缸,安装在转向旋转气缸输出端的升降气缸,安装在升降气缸输出端的连接板,安装在连接板上的变距气缸,安装在变距气缸上的转向安装体,以及安装在转向安装体上的取料件二。
17.在本技术方案中作出如下改进:还包括设置在转运手单元和转运单元之间的喷粉单元,该转运手单元包括安装在码胚机架上的转运y轴直线模组,安装在转运y轴直线模组的滑块上的转运z轴直线模组,安装在转运z轴直线模组上的滑块上的转运安装体,转运安装体上安装有转运旋转电机,转运旋转电机的输出端连接有转动安装载转运安装体上的横梁,以及可调节安装在横梁上的取料件三。通过转运手单元的转运y轴直线模组和z轴直线模组实现喷粉后的磁瓦进行位置转换,取料件三和转运旋转电机的作用,实现磁瓦由水平转运改为竖直码盘工况。
18.在本技术方案中作出如下改进:该码盘系统包括安装在码盘机架上的载盘单元和载盘转运单元。利用载盘模组和载盘转运模组分别用于实现码盘时稳定载盘和码盘后输送以及将码盘后的磁瓦盘按一定方向转移至货架上,实现全自动码盘。该载盘单元包括安装在码盘机架上的升降步进电机,安装在码盘机架上且通过同步带和同步带轮与升降步进电机形成传动配合的载盘升降滚珠丝杠,安装在码盘机架上的两条载盘直线导轨,滑动安装在载盘直线导轨上且与载盘升降滚珠丝杠配合的安装架,安装在安装架上的载盘旋转电机,安装在载盘旋转电机输出端的载盘架,该载盘架包括转动安装在安装架上且与载盘旋转电机输出端形成传动配合的载盘支撑体一,安装在载盘支撑体一上方的载盘支撑体二,多个安装在载盘支撑体一和载盘支撑体二上的输送辊,安装在载盘支撑体一和载盘支撑体二上的卸料步进电机,卸料步进电机通过同步带和同步带轮与对应组的输送辊形成传动配合,载盘支撑体一和载盘支撑体二之间预留有空隙。通过载盘升降滚珠丝杠、升降步进电机带动安装架实现上下移动,间接实现载盘架的上下运输,将载盘架和对应地货架高度相适应,利用双层载盘将每层货架进行双次码盘并周转空盘,经过卸料步进电机将其上的载盘进行有序满盘卸料或者空盘的上盘处理。
19.在本技术方案中作出如下改进:该载盘支撑体一上安装有载盘夹紧气缸,载盘夹紧气缸的输出端连接有载盘夹紧板;码盘机架上安装有挡杆旋转电机,挡杆旋转电机安装有载盘挡杆。
20.在本技术方案中作出如下改进:该载盘转运单元包括安装在码盘机架上的x轴滑轨和托辊驱动气缸,滑动安装在x轴滑轨上且与托辊驱动气缸输出端连接的托辊滑架,安装在托辊滑架上的z轴滑轨、托辊升降伺服电机和托辊升降滚珠丝杠,匹配安装在托辊升降滚珠丝杠上的托辊架,安装在托辊架上的托辊驱动伺服电机,以及多个由托辊驱动伺服电机驱动且安装在托辊架上的转运托辊,托辊升降伺服电机和托辊升降滚珠丝杠之间通过同步带和同步带轮形成传动配合。结合卸料步进电机配合托辊驱动伺服电机使用,实现磁瓦盘
的转运至货架上或者空盘转至载盘单元上,通过托辊升降伺服电机和托辊升降滚珠丝杠实现载盘单元将其上的磁瓦盘能和货架上对应层适配,实现有序地码盘。
21.一种高性能磁瓦码垛专用设备的自动码垛工艺,工艺步骤如下:
22.步骤一:制胚机将磁瓦制作完成后,取胚机将磁瓦放置在接料单元的输送模块上,输送模块将磁瓦运输至边缘挡板位置后,并触发限位传感器组;
23.步骤二:移料手单元的移料x轴直线模组工作,并带动移料z轴直线模组、移料安装体和取料件一一同向磁瓦处移动,当移动至磁瓦的顶部时,移料z轴直线模组工作并带动取料件一下移,通过取料件一将磁瓦吸取,移料z轴直线模组工作并带动取料件一上移,磁瓦从输送模块上取走;
24.步骤三:移料z轴直线模组上行至磁瓦高度略高于磁瓦下支架组时,移料x轴直线模组带动移料z轴直线模组向刷毛刺单元处移动,直至磁瓦位于磁瓦下支架组的正上方,移料z轴直线模组下行至磁瓦平稳放置在磁瓦下支架组上,取料件一与磁瓦之间无任何作用力;
25.步骤四:移料z轴直线模组上行至略高于毛刺清理件的高度,刷毛刺y轴线模组和驱动器同时启动,由毛刺清理件沿磁瓦摆放方向对磁瓦去毛刺处理;
26.步骤五:移料z轴直线模组工作并带动取料件一再次下移,至取料件一吸取磁瓦,并经移料z轴直线模组和移料x轴直线模组将磁瓦转至中转线单元上,磁瓦由中转线单元向下移工位输送;
27.步骤六:磁瓦被输送至取料件件二的正下方,升降气缸启动,带动取料件二下行,并将磁瓦吸取,吸取后升降气缸反向工作并带动取料件二上行,上行至一定高度后,旋转气缸工作,并将磁瓦旋转至喷粉单元的上方,随之升降气缸下放磁瓦至喷粉单元上,喷粉单元对磁瓦输送的同时还进行喷粉处理;
28.步骤七:当磁瓦输送至横梁的下方时,转运旋转电机的输出端带动横梁和转运安装体旋转至磁瓦的正上方,随之转运z轴直线模组带动取料件三下行,至取料件三将磁瓦吸取,随之转运z轴直线模组带动取料件三上行一段距离,转运旋转电机带动磁瓦反向旋转,再经转运y轴直线模组带动转运z轴直线模组向载盘处移动,将磁瓦有序地竖直摆放在载盘支撑体二上的载盘上;
29.步骤八:当载盘支撑体二上的载盘上跺满磁瓦后,载盘旋转电机带动载盘支撑体二旋转度,配合载盘升降滚珠丝杠和升降步进电机将载盘支撑二上的满盘与对应高度的码盘层适应;
30.步骤九:托辊升降伺服电机和托辊升降滚珠丝杠配合使用,将托辊架上的转运托辊移至载盘支撑二上的满盘对应的高度,托辊驱动气缸带动托辊滑架向货架一侧移动,至转运托辊完全覆盖码盘层;
31.步骤十:载盘夹紧气缸将载盘夹紧板向两侧移动,满盘的载盘得到释放,托辊驱动伺服电机和载盘支撑体二上的卸料步进电机同时启动将满盘载盘转运至转运托辊上,托辊驱动伺服电机暂停工作,载盘升降滚珠丝杠和升降步进电机配合使用,将载盘支撑体一和转运托辊高度适应,载盘支撑体一上的卸料步进电机和托辊驱动伺服电机同时启动,将载盘支撑体一上空盘转运至货架码盘层上方,载盘升降滚珠丝杠和升降步进电机配合使用,将载盘支撑体二和转运托辊高度适应,载盘支撑体二上的卸料步进电机和托辊驱动伺服电
机同时启动,反向工作将空盘转至载盘支撑体二上,载盘夹紧气缸将载盘夹紧板向中间移动,将空盘夹紧处理,托辊升降伺服电机和托辊升降滚珠丝杠配合使用,带动托辊架下行,致使满盘的载盘平稳的放置在码盘层上,载盘升降滚珠丝杠和升降步进电机配合使用,将空盘调至适于码胚的高度,并通过载盘旋转电机将空盘调整至合适位置。
32.与现有技术相比,本发明具备以下有益效果:
33.本发明中设置有接料单元、移料手单元、刷毛刺单元、中转线单元、转向单元、喷涂单元、转运手单元、载盘单元以及载盘转运单元,通过接料单元对取胚机取出的胚料进行有序输送,再经移料手单元对其整排的磁瓦进行移料至刷毛刺单元处,进行毛刺去除处理,刷完毛刺后,再经移料手单元将磁瓦转至中转线单元上,并向转运单元处输送,再经转运单元将其转运至喷粉单元处,进行喷粉处理,再经转运手单元将磁瓦竖直码放在载盘单元的空盘上,最后配合载盘转运单元将满盘的磁瓦载盘转运至货架的对应层上,整个过程全部由外接的控制模组控制,实现整个码垛过程的智能化,生产效率显著提高,且磁瓦产出质量高等诸多优点。
附图说明
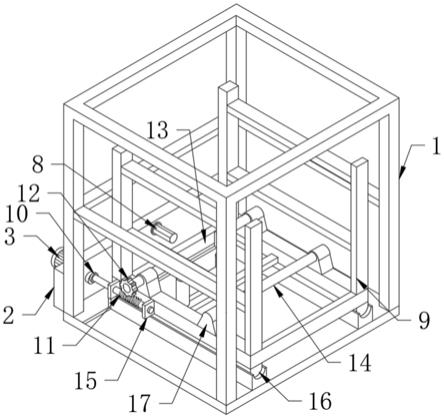
34.图1为本发明的整体结构一角度的三维视图;
35.图2为本发明的整体结构另一角度的三维视图;
36.图3为本发明的整体结构俯视视图;
37.图4为本发明的接料单元的整体结构示意图;
38.图5为本发明的转向单元的整体结构示意图;
39.图6为本发明的载盘转运单元的整体结构示意图;
40.图7为本发明的刷毛刺单元的整体结构示意图;
41.图8为本发明的转运手单元的整体结构示意图;
42.图9为本发明的载盘单元的载盘架的整体结构示意图;
43.图10为本发明的载盘单元的载盘架另一角度整体结构示意图;
44.图11为本发明的载盘单元的整体结构示意图;
45.图12为本发明的移料手单元的整体结构示意图。
46.图中:10、接料单元;11、接料架;12、输送模块;13、边缘挡板;14、限位传感器组;
47.20、移料手单元;21、移料x轴直线模组;22、移料z轴直线模组;23、移料安装体;24、取料件一;
48.30、刷毛刺单元;31、刷毛刺y轴线模组;32、驱动器;33、毛刺清理件;34、磁瓦下支架组;
49.40、中转线单元;
50.50、转向单元;51、转向旋转气缸;52、升降气缸;53、连接板;54、变距气缸;55、转向安装体;56、取料件二;
51.60、喷粉单元;
52.70、转运手单元;71、转运y轴直线模组;72、转运z轴直线模组;73、转运安装体;74、转运旋转电机;75、横梁;76、取料件三;
53.80、载盘单元;81、升降步进电机;82、载盘升降滚珠丝杠;83、载盘直线导轨;84、安
装架;85、载盘支撑体一;86、载盘支撑体二;87、输送辊;88、卸料步进电机;89、载盘夹紧气缸;810、载盘夹紧板;811、载盘旋转电机;
54.90、载盘转运单元;91、x轴滑轨;92、托辊驱动气缸;93、托辊滑架;94、z轴滑轨;95、托辊升降伺服电机;96、托辊升降滚珠丝杠;97、托辊架;98、托辊驱动伺服电机;99、转运托辊;
55.100、码胚机架;
56.110、货架;
57.120、码盘机架;121、挡杆旋转电机;122、载盘挡杆。
具体实施方式
58.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
59.在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
60.实施例1:如图1和图3所示,一种高性能磁瓦码垛专用设备,包括:
61.如图4所示,接料单元10,接料单元10用于盛放并输送取胚机从制胚机中取来的磁瓦,接料单元10包括安装在码胚机架100上的接料架11,安装在接料架11上的输送模块12,安装在接料架11上输送终端的边缘挡板13,以及安装在接料架11上且位于靠近边缘挡板13两端位置的限位传感器组14。当压机压制磁瓦成型时,取胚机从压机上把压制好的磁胚取出,并放在输送模块12上。此时,输送模块12将磁瓦边缘挡板13处输送。如果输送模块12上因更换物料周转车或换盘,导致输送模块12上有积料时,磁瓦码垛机输出停止信号给取胚机,取胚机暂停向上料线上放磁瓦,等到输送模块12积到取完后,再给取胚机启动信号,取胚机再往输送模块12上放料,边缘挡板13所在的位置就是终端位置;
62.如图12所示,移料手单元20,移料手单元20用于将接料单元10接收的磁瓦进行转运至其他工位,移料手单元20包括安装在码胚机架100上的移料x轴直线模组21,安装在移料x轴直线模组21的滑块上的移料z轴直线模组22,安装在移料z轴直线模组22的滑块上的移料安装体23,以及通过螺栓可调节安装在移料安装体23上的多个取料件一24,优选为真空吸盘。当接料单元10上摆放整排的磁瓦后,移料x轴直线模组21会启动,带动移料z轴直线模组22、移料安装体23和取料件一24向接料单元10处移动,移动至去取料件一24和磁瓦在同一竖直平面内时,移料x轴直线模组21暂停工作,移料z轴直线模组22带动移料安装体23和取料件一24下移,至取料件一24能稳定地吸取磁瓦,随后移料z轴直线模组22带动移料安装体23和取料件一24上移至一定高度后,该高度略高于磁瓦下支架组34,移料x轴直线模组21重新启动,带动移料z轴直线模组22、移料安装体23和取料件一24向刷毛刺单元30处移动,移动至去磁瓦下支架组34和磁瓦在同一竖直平面内时,移料z轴直线模组22带动移料安装体23和取料件一24下移,至磁瓦稳定放置于磁瓦下支架组34上,此时取料件一24对磁瓦释放作用力,磁瓦稳定在磁瓦下支架组34上,用于对磁瓦进行毛刺去除处理,随后移料z轴直线模组22带动移料安装体23和取料件一24上移至一定高度,重新向接料单元10处进行吸
取整排磁瓦;
63.如图7所示,刷毛刺单元30,刷毛刺单元30用于对移料手单元20转运来的磁瓦进行刷毛刺处理,刷毛刺单元30包括安装在码胚机架100上的刷毛刺y轴线模组31,安装在刷毛刺y轴线模组31的滑块上的驱动器32,优选为伺服电机,安装在驱动器32输出端的毛刺清理件33,优选为毛刷,以及安装在刷毛刺y轴线模组31上且位于滑块上层的磁瓦下支架组34。移料手单元20将接料单元10上的整排磁瓦进行取件,放置于磁瓦下支架组34上,随后通过刷毛刺y轴线模组31工作带动其上的驱动器32和毛刺清理件33同时运动,对其磁瓦下支架组34上的磁瓦进行毛刺去除处理,刷毛刺y轴线模组31的左右往复一趟能对两排磁瓦处理毛刺;在使用时,当压机压制磁瓦成型时,取胚机从压机上把压制好的磁胚取出,并放在接料单元10上。此时,接料线收到plc输送过来的信号,移料手单元20会将整排的磁瓦进行取放至磁瓦下支架组34上,随后驱动器32会带动毛刺清理件33将磁瓦表面的毛刺进行清理,往返一次会将两排磁瓦进行清理。清理过程为,磁瓦被稳定放置在磁瓦下支架组34上,随后驱动器32和刷毛刺y轴线模组31一同启动,分别通过带动毛刺清理件33转动和驱动器32和毛刺清理件33整体直线移动对磁瓦表面进行全部清理。
64.还包括安装在码胚机架100上且位于刷毛刺单元30和转向单元50之间的中转线单元40,中转线单元40与接料单元10结构相同;
65.如图5所示,转运单元50,转运单元50用于将刷毛刺处理后的磁瓦进行转运至其他工位,转向单元50包括安装在码胚机架100上的转向旋转气缸51,安装在转向旋转气缸51输出端的升降气缸52,安装在升降气缸52输出端的连接板53,安装在连接板53上的变距气缸54,安装在变距气缸54上的转向安装体55,以及安装在转向安装体55上的取料件二56,优选为真空吸盘。在磁瓦毛刺清理后,移料手单元20将磁瓦从磁瓦下支架组34上取下,转至中转线单元40上,向下一步工位输送,中转线单元40会将磁瓦向下一工位输送,输送至取料件二56的下方时,升降气缸52会带动其上的取料件二56下移,通过取料件二56磁瓦吸取,升降气缸52会带动其上的取料件二56上移,上移至一定高度后,转向旋转气缸51带动整体将磁瓦旋转90度至位于喷粉单元60上方,升降气缸52会带动其上的取料件二56下移,至使磁瓦位于喷粉单元60上,喷粉单元60对磁瓦进行输送并喷粉后,由转运手单元70将其转运至码盘系统上;
66.还包括设置在转运手单元70和转运单元50之间的喷粉单元60,喷粉单元60除了具有喷粉模块外,且结构和中转线单元40的结构相同,且喷粉模块为现有结构;
67.如图8所示,转运手单元70,转运手单元70用于将转运单元50转运后的磁瓦进行竖直载盘处理,转运手单元70包括安装在码胚机架100上的转运y轴直线模组71,安装在转运y轴直线模组71的滑块上的转运z轴直线模组72,安装在转运z轴直线模组72上的滑块上的转运安装体73,转运安装体73上安装有转运旋转电机74,转运旋转电机74的输出端连接有转动安装载转运安装体73上的横梁75,以及通过螺栓可调节安装在横梁75上的取料件三76,优选为真空吸盘。转运y轴直线模组71带动转运z轴直线模组72和转运安装体73一同向靠近喷粉单元60处移动,至横梁75位于磁瓦的正上方,随后转运旋转电机74的输出端带动横梁75旋转,致使取料件三76正对磁瓦,转运z轴直线模组72带动转运安装体73下移,致使取料件三76将磁瓦吸附,转运z轴直线模组72带动转运安装体73上行,随后转运旋转电机74带动磁瓦反向旋转90度呈竖直状态,转运y轴直线模组71带动转运z轴直线模组72向码盘系统处
移动,并通过转运z轴直线模组72下行将磁瓦竖直码放在码盘系统上;
68.如图6和图11所示,以及码盘系统,码盘系统用于将盛放磁瓦的载盘码至货架100上,该码盘系统包括安装在码盘机架120上的载盘单元80和载盘转运单元90。载盘单元80用于承载整排的竖直磁瓦,载盘转运单元90将整盘的磁瓦转运至货架上。
69.如图11所示,载盘单元80包括安装在码盘机架120上的升降步进电机81,安装在码盘机架120上且通过同步带和同步带轮与升降步进电机81形成传动配合的载盘升降滚珠丝杠82,安装在码盘机架120上的两条载盘直线导轨83,滑动安装在载盘直线导轨83上且与载盘升降滚珠丝杠82配合的安装架84,安装在安装架84上的载盘旋转电机86,安装在载盘旋转电机86输出端的载盘架。载盘架用于安放竖直的磁瓦,载盘排满磁瓦后,载盘旋转电机86会将载盘旋转90度,随后通过升降步进电机81经升降滚珠丝杠82将安装架84和载盘架一同上下移动,至需要码盘层的货架高度,将其载盘进行码放;如图9和图10所示,该载盘架包括转动安装在安装架84上且与载盘旋转电机811输出端形成传动配合的载盘支撑体一85,安装在载盘支撑体一85上方的载盘支撑体二86,多个安装在载盘支撑体一85和载盘支撑体二86上的输送辊87,安装在载盘支撑体一85和载盘支撑体二86上的卸料步进电机88,卸料步进电机88通过同步带和同步带轮与对应组的输送辊87形成传动配合,载盘支撑体一85和载盘支撑体二86之间预留有空隙。载盘支撑体二86上的载盘用于安放竖直摆放的磁瓦,载盘支撑体一85上的载盘位空盘,当载盘支撑体二86上的载盘摆满后,经载盘旋转电机86旋转至初始位置,再经升降步进电机81和载盘升降滚珠丝杠82的调节下,满磁瓦盘会在其卸料步进电机88、载盘转运单元90的作用下将其码放在货架110上,通过配合升降步进电机81和升降滚珠丝杠82的使用,载盘支撑体一85的高度与码盘层高度适配,随后载盘支撑体一85上的空盘,在其卸料步进电机88的作用下将其码放在货架110上,后通过载盘转运单元90将空盘转至载盘支撑体一85上,在其上进行码胚处理;
70.如图6所示,载盘转运单元90包括安装在码盘机架120上的x轴滑轨91和托辊驱动气缸92,滑动安装在x轴滑轨91上且与托辊驱动气缸92输出端连接的托辊滑架93,安装在托辊滑架93上的z轴滑轨94、托辊升降伺服电机95和托辊升降滚珠丝杠96,匹配安装在托辊升降滚珠丝杠96上的托辊架97,安装在托辊架97上的托辊驱动伺服电机98,以及多个由托辊驱动伺服电机98驱动且安装在托辊架97上的转运托辊99,托辊升降伺服电机95和托辊升降滚珠丝杠96之间通过同步带和同步带轮形成传动配合。当满盘的载盘适应码盘层的高度后,托辊升降伺服电机95和托辊升降滚珠丝杠96会先工作,将托辊架97的高度略高于码盘层的高度且与输送辊87高度一致,随后在托辊驱动气缸92的工作下,将托辊架97和托辊滑架93向货架110一侧移动,致使托辊架97完全覆盖码盘层,托辊驱动伺服电机98和卸料步进电机88同时工作,致使满盘的载盘码放在码盘层上方,随后结合托辊升降伺服电机95和托辊升降滚珠丝杠96的使用将载盘平放在货架110上,在整层码放完成后,托辊驱动气缸92的重新工作将托辊架97和托辊滑架93向远离货架110的一侧撤离。
71.实施例2:如图9、10和图11所示,在上述实施例的基础上:该载盘支撑体一85上安装有载盘夹紧气缸89,载盘夹紧气缸89的输出端连接有载盘夹紧板810;码盘机架120上安装有挡杆旋转电机121,挡杆旋转电机121安装有载盘挡杆122。通过载盘夹紧气缸89带动载盘夹紧板810对其上的磁瓦盘进行固定,利于码盘时的稳定性;通过挡杆旋转电机121将载盘挡杆122旋转利于最边上的磁瓦保持竖直状态,防止出现侧翻,保证载盘的完整码放,在
满盘后,通过上旋载盘挡杆122将其与磁瓦分离,再进行转运至货架110上.
72.实施例3:如图1至图12所示,在上述结构方案中其自动码垛工艺,工艺步骤如下:
73.步骤一:制胚机将磁瓦制作完成后,取胚机将磁瓦放置在接料单元10的输送模块12上,输送模块12将磁瓦运输至边缘挡板13位置后,并触发限位传感器组14;
74.步骤二:移料手单元20的移料x轴直线模组21工作,并带动移料z轴直线模组22、移料安装体23和取料件一24一同向磁瓦处移动,当移动至磁瓦的顶部时,移料z轴直线模组22工作并带动取料件一24下移,通过取料件一24将磁瓦吸取,移料z轴直线模组22工作并带动取料件一24上移,磁瓦从输送模块12上取走;
75.步骤三:移料z轴直线模组22上行至磁瓦高度略高于磁瓦下支架组34时,移料x轴直线模组21带动移料z轴直线模组22向刷毛刺单元30处移动,直至磁瓦位于磁瓦下支架组34的正上方,移料z轴直线模组22下行至磁瓦平稳放置在磁瓦下支架组34上,取料件一24与磁瓦之间无任何作用力;
76.步骤四:移料z轴直线模组22上行至略高于毛刺清理件33的高度,刷毛刺y轴线模组31和驱动器32同时启动,由毛刺清理件33沿磁瓦摆放方向对磁瓦去毛刺处理;
77.步骤五:移料z轴直线模组22工作并带动取料件一24再次下移,至取料件一24吸取磁瓦,并经移料z轴直线模组22和移料x轴直线模组21将磁瓦转至中转线单元40上,磁瓦由中转线单元40向下移工位输送;
78.步骤六:磁瓦被输送至取料件件二56的正下方,升降气缸52启动,带动取料件二56下行,并将磁瓦吸取,吸取后升降气缸52反向工作并带动取料件二56上行,上行至一定高度后,旋转气缸51工作,并将磁瓦旋转至喷粉单元60的上方,随之升降气缸52下放磁瓦至喷粉单元60上,喷粉单元60对磁瓦输送的同时还进行喷粉处理;
79.步骤七:当磁瓦输送至横梁75的下方时,转运旋转电机74的输出端带动横梁75和转运安装体73旋转至磁瓦的正上方,随之转运z轴直线模组72带动取料件三76下行,至取料件三76将磁瓦吸取,随之转运z轴直线模组72带动取料件三76上行一段距离,转运旋转电机74带动磁瓦反向旋转,再经转运y轴直线模组71带动转运z轴直线模组72向载盘处移动,将磁瓦有序地竖直摆放在载盘支撑体二86上的载盘上;
80.步骤八:当载盘支撑体二86上的载盘上跺满磁瓦后,载盘旋转电机811带动载盘支撑体二86旋转90度,配合载盘升降滚珠丝杠82和升降步进电机81将载盘支撑二86上的满盘与对应高度的码盘层适应;
81.步骤九:托辊升降伺服电机95和托辊升降滚珠丝杠96配合使用,将托辊架97上的转运托辊99移至载盘支撑二86上的满盘对应的高度,托辊驱动气缸92带动托辊滑架93向货架110一侧移动,至转运托辊99完全覆盖码盘层;
82.步骤十:载盘夹紧气缸89将载盘夹紧板810向两侧移动,满盘的载盘得到释放,托辊驱动伺服电机98和载盘支撑体二86上的卸料步进电机88同时启动将满盘载盘转运至转运托辊97上,托辊驱动伺服电机98暂停工作,载盘升降滚珠丝杠82和升降步进电机81配合使用,将载盘支撑体一85和转运托辊97高度适应,载盘支撑体一85上的卸料步进电机88和托辊驱动伺服电机98同时启动,将载盘支撑体一85上空盘转运至货架码盘层上方,载盘升降滚珠丝杠82和升降步进电机81配合使用,将载盘支撑体二86和转运托辊97高度适应,载盘支撑体二86上的卸料步进电机88和托辊驱动伺服电机98同时启动,反向工作将空盘转至
载盘支撑体二86上,载盘夹紧气缸89将载盘夹紧板810向中间移动,将空盘夹紧处理,托辊升降伺服电机95和托辊升降滚珠丝杠96配合使用,带动托辊架97下行,致使满盘的载盘平稳的放置在码盘层上,载盘升降滚珠丝杠82和升降步进电机81配合使用,将空盘调至适于码胚的高度,并通过载盘旋转电机811将空盘调整至合适位置。
83.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此。所述替代可以是部分结构、器件、方法步骤的替代,也可以是完整的技术方案。根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。