1.本发明涉及胶合板加工领域,更具体的说是一种阻燃型胶合板制备方法及其工艺。
背景技术:
2.通过将废弃的木材以及相应腐烂的木材进行二次使用,通过钻和抛等技术手段,使相应的板材避免浪费,通过高压粘合形成现在日常生活中使用的胶合板;国知局公开一种胶合板制备系统和方法,铺设皮带运输机、连续热压机以及皮带运输机组;所述皮带运输机组包括多个皮带运输机;在所述第2n-1皮带运输机的上游侧设置有第2n-1真空吸盘吊具;在所述第2n皮带运输机的上游侧设置有第2n真空吸盘吊具和第2n涂胶设备;所述第2n-1皮带运输机和所述第2n皮带运输机沿所述铺设皮带运输机的运输方向依次交替分布于所述铺设皮带运输机的同一侧,其中所述n为1以上的整数。该发明的胶合板制备系统可以连续组装复合板坯和连续热压成型。但是该设备所加工出的胶合板并不具备阻燃效果,使用范围小且并不适用于安全生产。
技术实现要素:
3.本发明的目的是提供一种阻燃型胶合板制备方法及其工艺,其有益效果为加工出一种内部吸热耐高温的具备阻燃效果的胶合板。
4.本发明的目的通过以下技术方案来实现:
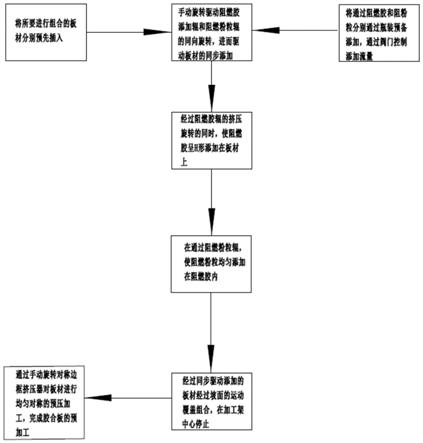
5.一种阻燃型胶合板制备方法,该方法包括以下步骤:
6.步骤一、将所要进行组合的板材分别预先插入;将通过阻燃胶和阻燃粒分别通过瓶装预备添加,通过阀门控制添加流量;
7.步骤二、手动旋转驱动阻燃胶添加辊和阻燃粉粒辊的同向旋转,进而驱动板材的同步添加;
8.步骤三、经过阻燃胶辊的挤压旋转的同时,使阻燃胶呈h形添加在板材上;
9.步骤四、在通过阻燃粉粒辊,使阻燃粉粒均匀添加在阻燃胶内;经过同步驱动添加的板材经过坡面的运动覆盖组合,在加工架中心停止;
10.步骤五、通过手动旋转对称边框挤压器对板材进行均匀对称的预压加工,完成胶合板的预加工。
11.包括阻燃胶添加辊、阻燃粉粒添加辊和两个组合添加管,通过两个组合添加管分别往阻燃胶添加辊和阻燃粉粒添加辊内添加阻燃胶和阻燃粉粒,使阻燃胶添加辊往板材上添加h形的阻燃胶,使阻燃粉粒添加辊往板材上均匀添加阻燃粉粒。
12.所述两个组合添加管上分别通过螺纹配合接并连通阻燃胶呈载器和阻燃粉粒呈载器,组合添加管上设置有用于改变添加轨迹的调节阀门。
13.一种阻燃型胶合板制备方法加工的胶合板,所述胶合板包括多块板材、阻燃粉粒和阻燃胶,多块板材之间粘接有经过阻燃胶制备工艺制备的阻燃胶,多块板材之间夹有阻
燃粉粒。
14.所述阻燃胶制备工艺为将天然橡胶依次添加磷酸铝、硅酸镁、硅酸钠和防火剂在高温炉内经过200-500℃的逐渐升温的搅拌;混合后,倒入反应器,在压力100-300mpa、温度100-250℃及引发剂作用下聚合为形成阻燃胶。
15.通过将预先需要进行粘合的板材插入到倾斜插坡板与阻燃胶添加辊和阻燃粉粒添加辊之间,通过阻燃胶呈载器和阻燃粉粒呈载器将储存的阻燃胶和阻燃粉粒通过两个组合添加管的控制进行添加,通过手动旋转同向驱动多个阻燃胶添加辊和阻燃粉粒添加辊,进而将板材进行驱动同步的推进,通过阻燃胶添加辊往板材上添加h性形的阻燃胶,使板材的边框可以的到粘合,通过阻燃粉粒添加辊往板材上添加阻燃粉粒,在阻燃胶内端,实现在胶合板内部添加阻燃粉粒的现象,有效吸收热量,时胶合板具备阻燃的功效,将所有的板材同步驱动后,组合堆叠,通过阻燃胶进行粘合,在连接板上停止,通过手动旋转预压驱动轴进行对称边框的挤压,实现胶合板的预压,完成后,取走具备阻燃功效的胶合板进行下一步的加工。
附图说明
16.图1是本发明的胶合板制备的流程示意图;
17.图2是本发明的阻燃添加的结构示意图;
18.图3是本发明的阻燃胶添加辊的结构示意图一;
19.图4是本发明的阻燃胶添加辊的结构示意图二;
20.图5是本发明的阻燃胶添加辊的结构示意图三;
21.图6是本发明的阻燃粉粒添加辊的结构示意图一;
22.图7是本发明的阻燃粉粒添加辊的结构示意图二;
23.图8是本发明的阻燃粉粒添加辊的结构示意图三;
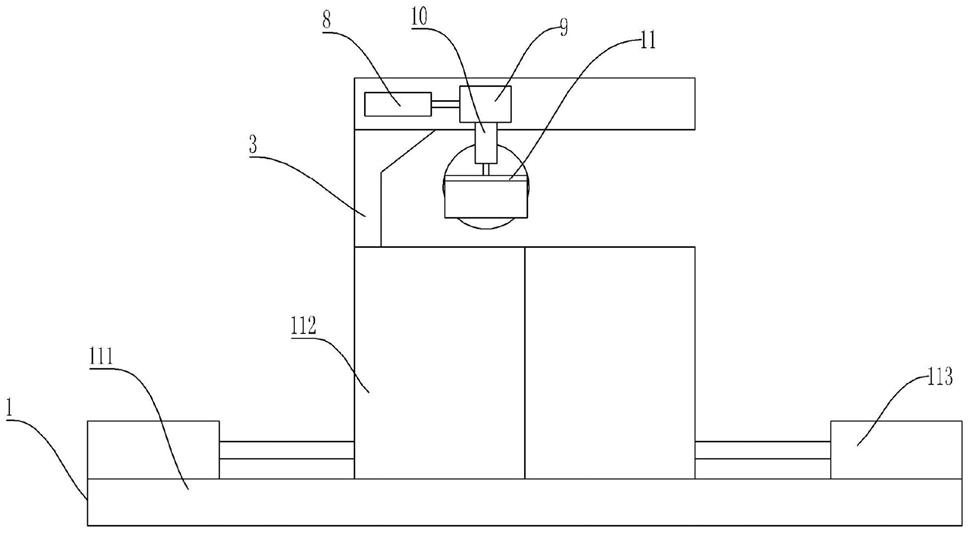
24.图9是本发明的机架的结构示意图;
25.图10是本发明的对称预压的结构示意图一;
26.图11是本发明的对称预压的结构示意图二;
27.图12是本发明的整体的结构示意图一;
28.图13是本发明的整体的结构示意图二;。
29.图中:阻燃胶添加辊1;阻燃粉粒添加辊2;组合添加管3;阻燃胶呈载器4;阻燃粉粒呈载器5;h形添加槽6;阻燃胶辊内辊轴7;粉粒添加框8;阻燃粉粒辊内辊轴9;右机架10;连接板11;左机架12;倾斜插坡板13;预压驱动轴14;上半圆杆15;下半圆杆16;对称挤压板17。
具体实施方式
30.下面结合附图对本发明作进一步详细说明。
31.如这里所示的实施方式所示,
32.通过将预先需要进行粘合的板材插入到倾斜插坡板13与阻燃胶添加辊1和阻燃粉粒添加辊2之间,通过阻燃胶呈载器4和阻燃粉粒呈载器5将储存的阻燃胶和阻燃粉粒通过两个组合添加管3的控制进行添加,通过手动旋转同向驱动多个阻燃胶添加辊1和阻燃粉粒添加辊2,进而将板材进行驱动同步的推进,通过阻燃胶添加辊1往板材上添加h性形的阻燃
胶,使板材的边框可以的到粘合,通过阻燃粉粒添加辊2往板材上添加阻燃粉粒,在阻燃胶内端,实现在胶合板内部添加阻燃粉粒的现象,有效吸收热量,时胶合板具备阻燃的功效,将所有的板材同步驱动后,组合堆叠,通过阻燃胶进行粘合,在连接板11上停止,通过手动旋转预压驱动轴14进行对称边框的挤压,实现胶合板的预压,完成后,取走具备阻燃功效的胶合板进行下一步的加工。
33.结合以上实施例进一步优化:
34.进一步的根据图2、图3、图4、图5所示的一种阻燃型胶合板制备方法示例的工作过程是:
35.通过两个组合添加管3往多个阻燃胶添加辊1和多个阻燃粉粒添加辊2内分别添加阻燃胶以及阻燃粉粒,通过个阻燃胶添加辊1和多个阻燃粉粒添加辊2往分层组合添加的板材内按照相应的h形进行阻燃胶的添加以及内部阻燃颗粒的添加,便于形成的胶合板具备吸热的阻燃功效,方便日常安全使用。
36.结合以上实施例进一步优化:
37.进一步的根据图2、图3、图4、图5所示的一种阻燃型胶合板制备方法示例的工作过程是:
38.通过阻燃胶呈载器4和阻燃粉粒呈载器5往两个组合添加管3内分别添加阻燃胶以及阻燃粉粒,也可以之间通过管道进行添加,通过组合添加管3上的阀门调节,使每一条管道内的阻燃胶以及阻燃粉粒的备料进行调整,避免出现分流不均以及断流的的现象。
39.结合以上实施例进一步优化:
40.进一步的根据图2、图3、图4、图5所示的一种阻燃型胶合板制备方法示例的工作过程是:
41.通过阻燃胶添加辊1上的h形添加槽6,使经过组合添加管3的管道添加流动的阻燃剂在经过阻燃胶辊内辊轴7和h形添加槽6呈h形添加在板材上,对板材的边框进行分布阻燃胶,方便其进行黏合;通过阻燃胶辊内辊轴7使阻燃胶添加辊1旋转,进而通过挤压将板材进行驱动添加,同时在板材上添加阻燃胶。
42.结合以上实施例进一步优化:
43.进一步的所述阻燃粉粒添加辊2的表面设置有多个用于粉粒添加的粉粒添加框8,阻燃粉粒添加辊2的左端转动连接在组合添加管3的管道上,组合添加管3的管道通过多个连通槽连通多个粉粒添加框8和阻燃粉粒辊内辊轴9,阻燃粉粒添加辊2固定在阻燃粉粒辊内辊轴9上。该部分根据图5、图6、图7和图8所示的一种阻燃型胶合板制备方法示例的工作过程是:通过阻燃粉粒添加辊2的表面设置有多个用于粉粒添加的粉粒添加框8,使经过组合添加管3的管道添加的粉粒状的阻燃剂,均匀添加在经过h形阻燃胶分布的板材的内部,通过阻燃粉粒辊内辊轴9使阻燃粉粒得以均匀储存添加,通过驱动阻燃粉粒辊内辊轴9的旋转,在对板材进行驱动的同时,也使粉粒状的阻燃剂均匀添加在板材内部,得以使胶合板内部通过阻燃胶粘接,通过阻燃粉粒有效吸热,进行阻燃。
44.结合以上实施例进一步优化:
45.进一步的述阻燃胶辊内辊轴7和阻燃粉粒辊内辊轴9之间通过同步带传动连接并转动在右机架10内,右机架10通过中间用于预压的连接板11连接用于下落的左机架12;右机架10上均匀并排固定有多个倾斜插坡板13。该部分根据图2、图7、图8和图9所示的一种阻
燃型胶合板制备方法示例的工作过程是:通过手动旋转阻燃胶辊内辊轴7,进而通过同步带同向传动所有的阻燃胶辊内辊轴7和阻燃粉粒辊内辊轴9,进而使所有的阻燃胶添加辊1和阻燃粉粒添加辊2同向转动在组合添加管3上,通过旋转实现同步驱动板材的添加,同时均匀添加阻燃胶和阻燃粉粒在板材上。
46.结合以上实施例进一步优化:
47.进一步的所述倾斜插坡板13与阻燃胶添加辊1和阻燃粉粒添加辊2之间插接板材。该部分根据图2、图7、图8和图9所示的一种阻燃型胶合板制备方法示例的工作过程是:通过将预先插接的板材插入倾斜插坡板13与阻燃胶添加辊1和阻燃粉粒添加辊2之间,方便进行阻燃粉粒和阻燃胶的添加以及同步驱动,同时通过倾斜插坡板13的倾斜堆叠的设置,在脱离倾斜插坡板13时,所有的板材堆叠,形成胶合板的雏形,落入连接板11上。
48.结合以上实施例进一步优化:
49.进一步的所述左机架12和右机架10内转动设置有用于预压胶合板的预压驱动轴14,两个预压驱动轴14之间通过同步带传动连接,预压驱动轴14上对称固定多个上半圆杆15和多个下半圆杆16,上半圆杆15和下半圆杆16上均固定有用于对称预压的对称挤压板17。该部分根据图10、图11、图12和图13所示的一种阻燃型胶合板制备方法示例的工作过程是:通过手动旋转预压驱动轴14,进而使两个预压驱动轴14同向运动,进而使多个上半圆杆15和下半圆杆16均同向运动,进而使两个对称挤压板17分别上压和下压,对称挤压在雏形的胶合板上,通过挤压形成预压,将阻燃胶粘合住,再进行下一步的热压加工,使其成型出具备阻燃效果的胶合板。
50.结合以上实施例进一步优化:
51.进一步的所述胶合板包括多块板材、阻燃粉粒和阻燃胶,多块板材之间粘接有经过阻燃胶制备工艺制备的阻燃胶,多块板材之间夹有阻燃粉粒。所述阻燃胶制备工艺为将天然橡胶依次添加磷酸铝、硅酸镁、硅酸钠和防火剂在高温炉内经过200-500℃逐渐升温的搅拌;混合后,倒入反应器,在高压100-300mpa、温度100-250℃及引发剂作用下聚合为形成阻燃胶。该部分根据图10、图11、图12和图13所示的一种阻燃型胶合板制备方法示例的工作过程是:通过高温混合调控进行搅拌,使天然橡胶内添加具备相应阻燃效果的添加剂,再通过高压聚合,使经过高温处理的混合橡胶成型成胶水的模样,形成阻燃胶,在胶合板内进行板材的粘接以及阻燃耐吸热的效果。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。