1.本发明机械加工涉及领域,特别涉及一种数控设备及开槽方法。
背景技术:
2.近年来,汽车变速箱行业对nvh(noise-噪声、vibration-振动和harshness-声振租糙度)要求越来也高,而引起nvh异常主要来源于齿轮啮合等方面,从而要求齿轮精度越来越高。为了能够达到高精度的要求,对齿轮还需要经过磨齿加工,而磨齿通常采用展成法磨齿加工工艺,多头蜗杆砂轮则用于齿轮展成加工。
3.目前,多头蜗杆砂轮一般采用专用磨床进行磨削开槽,具体磨削工艺为利用开槽金刚滚轮旋转以及喷洒磨削油来去除砂轮的多余材料,虽然这种工艺加工精度高,但由于采用磨床来进行加工,因此加工效率较低、加工成本高,同时这种湿式加工方式也会存有污染环境的问题。
技术实现要素:
4.基于此,本发明的目的是提供一种数控设备及开槽方法,以解决现有技术中对砂轮进行加工时加工效率低、加工成本高以及环保差的问题。
5.一种数控设备,用于对砂轮粗坯磨削开槽,包括数控车床以及安装于所述数控车床上的刀塔、主轴和尾座,其特征在于,还包括安装于所述主轴上的卡盘、安装于所述刀塔上的非标刀具,所述非标刀具用于对所述砂轮粗坯进行磨削开槽,所述卡盘的一端连接有砂轮芯轴,所述主轴、所述砂轮芯轴和所述尾座三者的中心轴共线,所述砂轮粗坯套设于所述砂轮芯轴上,所述砂轮粗坯通过压盖紧固于所述砂轮芯轴上,所述尾座的尾座顶尖可与所述砂轮芯轴的一端抵接。
6.本发明的有益效果是:通过将安装于数控车床上的卡盘与砂轮芯轴连接,再将砂轮粗坯套设于砂轮芯轴的外侧,并利用压盖将砂轮粗坯固定于砂轮芯轴上,然后将尾座的尾座顶尖抵接砂轮芯轴,以保证砂轮的跳动要求,然后通过数控车床的加工程序控制非标刀具对砂轮粗坯进行磨削开槽,区别于现有技术,利用该种干式切削的方式对砂轮进行磨削,不仅保证了对砂轮精度高的要求,且加工成本也相对较低,也更加环保,同时利用车床对砂轮粗坯进行加工,还能提高加工效率。
7.优选的,所述砂轮芯轴通过卡爪与所述卡盘固定连接。
8.优选的,所述数控设备还包括安装于所述数控车床上的数控面板,所述数控面板与外部电源电性连接,所述数控面板用于输入控制程序以控制所述非标刀具对所述砂轮粗坯磨削开槽。
9.优选的,所述压盖通过螺栓结构与所述砂轮芯轴固定连接。
10.优选的,所述数控设备还包括重力除尘装置,所述重力除尘装置上安装有吸尘管道,所述数控车床的侧壁上开设有通孔,所述吸尘管道的一端穿过所述通孔,以靠近所述刀塔的一侧。
11.优选的,所述砂轮芯轴的外侧壁套设有定位圆环,所述定位圆环与所述砂轮芯轴为一体设置,所述砂轮粗坯的一端与所述定位圆环抵接,另一端与所述压盖抵接。
12.优选的,所述砂轮芯轴一端的中心开设有插接槽,所述压盖的中心开设有承接槽,所述插接槽和所述承接槽贯通,所述尾座的尾座顶尖穿过所述承接槽插接于所述插接槽中。
13.本发明还提供了一种数控设备的开槽方法,采用上述中的数控设备,包括如下步骤:
14.通过卡爪将砂轮芯轴与卡盘固定;
15.将砂轮粗坯套设于所述砂轮芯轴上,并通过压盖将所述砂轮粗坯固定于所述砂轮芯轴上;
16.滑动尾座,以将所述尾座的尾座顶尖抵接所述砂轮芯轴;
17.控制面板上电,通过所述控制面板控制主轴进行旋转以及控制刀塔进行运动,以使安装于所述刀塔上的非标刀具对所述砂轮粗坯磨削开槽。
18.优选的,所述非标刀具采用pcd材料。
19.优选的,所述控制面板上电后,启动重力吸尘装置,以吸除所述砂轮粗坯磨削开槽时产生的灰尘。
20.本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
附图说明
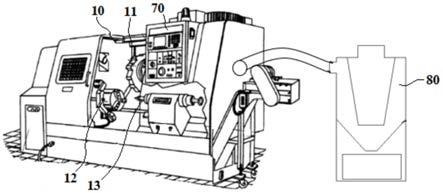
21.图1为本发明第一实施例提供的数控设备的整体结构示意图;
22.图2为本发明第一实施例提供的砂轮芯轴的剖面图;
23.图3为本发明第一实施例提供的非标刀具的结构示意图;
24.图4为本发明第二实施例提供的数控设备的开槽方法的流程图。
25.主要元件符号说明:
26.数控车床10压盖50刀塔11卡爪60主轴12数控面板70尾座13定位圆环31非标刀具20重力除尘装置80砂轮芯轴30插接槽32砂轮粗坯40承接槽51
27.如下具体实施方式将结合上述附图进一步说明本发明。
具体实施方式
28.为了便于理解本发明,下面将参照相关附图对本发明进行更全面的描述。附图中给出了本发明的若干实施例。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容更加透彻全面。
29.需要说明的是,当元件被称为“固设于”另一个元件,它可以直接在另一个元件上
或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
30.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
31.请参阅图1至图3,本发明第一实施例中的数控设备,用于对砂轮粗坯40磨削开槽,包括数控车床10、安装于数控车床10上的刀塔11、主轴12和尾座13,以及卡盘和非标刀具20。
32.其中:刀塔11与数控车床10滑动连接,且刀塔11可沿竖直方向做往复运动,主轴12与数控车床10转动连接,尾座13与数控车床10滑动连接,且尾座13可朝向主轴12进行移动,主轴12和尾座13两者的中心轴共线,刀塔11位于主轴12和尾座13之间,且位于主轴12的一侧,卡盘安装于主轴12的一端上,非标刀具20安装于刀塔11上,且通过焊接的方式与刀塔11进行固定,非标刀具20用于对砂轮粗坯40进行磨削开槽,卡盘的一端连接有砂轮芯轴30,砂轮芯轴30的中心轴和主轴12的中心轴共线,砂轮粗坯40套设于砂轮芯轴30上,砂轮粗坯40通过压盖50与砂轮芯轴30固定,以便非标刀具20在程序的控制下对砂轮粗坯40开槽,为了满足砂轮芯轴30坯的跳动精度,滑动尾座13,以将尾座13的尾座顶尖与砂轮芯轴30的一端抵接。
33.可以理解的,由于所加工的蜗杆砂轮的最大外径为280mm,内孔为160mm,长度最大为160mm,则要求数控车床10具备加工最大直径280mm且带尾座13的功能,因此选用现代-起亚skt28数控车床10,同时为了能够适配数控车床10,该卡盘需要能够夹持160mm外径、承受最低重量50kg且自行对中精确度为0.01mm内。
34.在本实施例中,砂轮芯轴30通过卡爪60与卡盘固定连接,数控设备还包括安装于数控车床10上的数控面板70,数控面板70与外部电源电性连接,数控面板70上电后,可将控制程序输入至数控面板70中,通过操控数控面板70以控制主轴12旋转和刀塔11运动来对砂轮粗坯40开槽。
35.在本实施例中,需要说明的是,压盖50通过螺栓结构与砂轮芯轴30固定了连接。砂轮芯轴30的外侧壁上套设有定位圆环31,定位圆环31与砂轮芯轴30为设置为一体,砂轮粗坯40位于压盖50和定位圆环31两者之间,且砂轮粗坯40的一端与定位圆环31抵接,另一端与压盖50抵接,以此将砂轮粗坯40固定于砂轮芯轴30上,使得砂轮粗坯40能够随主轴12的转动而一起转动。
36.在本实施例中,为了避免破坏出厂的光面砂轮的动平衡,因此在本实施例中对砂轮粗坯40采用干切的方式进行加工,而这种方式会使得在数控车床10的内部存在较大粉尘,为了吸除粉尘,数控设备还包括重力除尘装置80,重力除尘装置80上安装有吸尘管道,数控车床10的侧壁上开设有通孔,该通孔与数控车床10的内部贯通,吸尘管道的一端穿过通孔,以能够靠近刀塔11的一侧,便于吸收对砂轮粗坯40加工时所产生的灰尘或其他较小颗粒物。
37.在本实施例中,砂轮芯轴30一端的中心开设有插接槽32,可以理解的,压盖50的中
心开设有承接槽51,插接槽32和承接槽51贯通,尾座13的尾座顶尖穿过承接槽51插接于插接槽32中,其中,尾座顶尖呈圆台状,插接槽32的内腔呈圆柱状,且当部分尾座顶尖位于插接槽32中时,尾座顶尖的侧壁与插接槽32的侧壁抵接。
38.在本实施例中,需要说明的是,非标刀具20选用适合加工刚玉类砂轮的pcd材料。
39.在具体实施时,通过卡爪60将安装于数控车床10上的卡盘与砂轮芯轴30连接,再将砂轮粗坯40套设于砂轮芯轴30的外侧,并利用压盖50将砂轮粗坯40固定于砂轮芯轴30上,然后将尾座13的尾座顶尖抵接砂轮芯轴30,以保证砂轮芯轴30的跳动要求,将加工程序输入至数控面板70,然后操控数控面板70控制刀塔11运动以及主轴12旋转,使得非标刀具20对砂轮粗坯40进行磨削开槽,区别于现有技术,利用该种干式切削的方式对砂轮进行磨削,不仅保证了对砂轮精度高的要求,且加工成本也相对较低,也更加环保,同时利用车床对砂轮粗坯40进行加工,还能提高加工效率。
40.需要说明的是,上述的实施过程只是为了说明本技术的可实施性,但这并不代表本技术的数控设备只有上述唯一一种实施流程,相反的,只要能够将本技术的数控设备实施起来,都可以被纳入本技术的可行实施方案。
41.本发明第二实施例还提供了一种数控设备的开槽方法,采用了上述中的数控设备,如图4所示,包括如下步骤:
42.步骤s101,通过卡爪60将砂轮芯轴30与卡盘固定;
43.步骤s102,将砂轮粗坯40套设于所述砂轮芯轴30上,并通过压盖50将所述砂轮粗坯40固定于所述砂轮芯轴30上;
44.步骤s103,滑动尾座13,以将所述尾座13的尾座顶尖抵接所述砂轮芯轴30;
45.步骤s104,控制面板上电,通过控制面板70控制主轴12进行旋转以及控制刀塔11进行运动,以使安装于所述刀塔11上的非标刀具20对所述砂轮粗坯40磨削开槽。
46.在本实施例中,根据砂轮粗坯所需加工得到的螺杆深度、螺杆压力角以及齿底宽度分别确定非标刀具20的刀片长度、刀片角度以及刀片尖端宽度,以便设计好所需的非标刀具20。
47.在本实施例中,非标刀具20采用pcd材料制成。
48.在本实施例中,控制面板内输入有控制程序和非标刀具20的具体位置,通过控制程序控制主轴12旋转和刀塔11运动,使得非标刀具20在砂轮粗坯40上开出磨齿砂轮蜗杆槽型,可以理解的,控制程序通过预开槽砂轮蜗杆的参数进行编制。
49.在本实施例中,控制面板上电后,启动重力吸尘装置,以吸除所述砂轮粗坯磨削开槽时产生的灰尘,重力吸尘装置通过吸尘管道与数控设备连接。
50.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
51.以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保
护范围。因此,本发明专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。