一种h型长梁上用板的加工工艺
技术领域
1.本发明涉及钢材加工技术领域,尤其是涉及一种h型长梁上用板的加工工艺。
背景技术:
2.钢结构通常用于建筑领域,特别是厂房的建设,因为钢结构不仅搭建便捷,而且强度较高,施工周期短能够满足厂房建设的需求,钢结构是以钢材为主的结构,钢材一般采用h型钢和t形钢以及压型钢板等。
3.相关技术中,在h型钢加工过程中,首先根据需要对钢材进行剪切,然后对剪切后的钢材进行焊接,再对焊接后的钢材进行成型处理。
4.针对上述中的相关技术,发明人认为对当对h型钢的需求不同时,需要不同的设备对h型钢进行成型处理,导致生产成本增加。
技术实现要素:
5.为了降低生产成本,本发明提供一种h型长梁上用板的加工工艺。
6.本发明提供的一种h型长梁上用板的加工工艺采用如下的技术方案:一种h型长梁上用板的加工工艺,包括以下步骤,s1、材料的准备:通过剪切装置对钢材进行剪切;s2、钢材的焊接:通过焊接装置对钢材进行焊接;s3、钢材的成型:通过成型装置对h型钢进行加工;所述成型装置包括工作台、多组驱动组件、多组调节组件以及多组成型件,所述驱动组件用于驱动所述成型件转动,所述调节组件用于对所述成型件的位置进行调节;每一所述成型件包括固定座、抵紧辊、矫直辊和顶辊,所述固定座与工作台滑动连接,所述抵紧辊和矫直辊均与所述固定座转动连接,所述顶辊与固定座可拆卸连接,所述抵紧辊与矫直辊错位设置。
7.通过采用上述技术方案,对h型钢进行加工时,首先通过剪切装置对钢材进行剪切,然后通过焊接装置对剪切后的钢材进行焊接,然后通过调节组件对成型件的位置进行调整,然后将焊接后的钢材运送至工作台,再根据施工需求,调节驱动组件,驱动组件驱动成型件,使得成型件对钢材进行加工成型;设计的h型长梁上用板的加工工艺,通过成型件的设置,便于用一套设备满足钢材不同的成型需求,进而降低生产成本,同时,减少加工设备的占地面积,提高资源利用率。
8.可选的,所述调节组件包括第一电机、连接杆以及第一驱动件,所述第一电机位于所述固定座上,所述第一电机与连接杆同轴连接,所述连接杆贯穿所述固定座设置,所述连接杆用于调节两个所述固定座之间的距离,所述第一驱动件用于驱动所述固定座运动。
9.通过采用上述技术方案,连接杆的设置,便于调节两个固定座之间的距离,进而便于对不同尺寸的钢材进行加工,扩大成型装置的使用范围,提高成型装置的实用性。
10.可选的,所述连接杆包括卡接段和螺纹段,所述卡接段与其一所述固定座转动连
接,所述螺纹段与另一所述固定座螺纹连接,所述卡接段一端与所述第一电机同轴连接,另一端与所述螺纹段同轴连接。
11.通过采用上述技术方案,卡接段的设置,便于其一固定座的连接,进而使得两个固定座同时移动,实现对钢材的弯曲,进而扩大成型装置加工的多样性,满足施工的不同需求;螺纹段的设置,便于驱动另一固定座运动,进而实现两个固定座之间距离的调整。
12.可选的,所述第一驱动件设置为液压缸,所述液压缸位于所述工作台上,所述液压缸的活塞杆与其一所述固定座连接。
13.通过采用上述技术方案,液压缸的设置,便于为固动座提高驱动力,进而使得钢材发生弯曲,同时,便于根据钢材对弯曲程度的要求,提供不同的驱动力,进而提高钢材的成型的多样性。
14.可选的,所述工作台上开设有滑槽,所述滑槽的长度方向沿所述液压缸的活塞杆轴向设置,且所述固定座沿所述滑槽滑动。
15.通过采用上述技术方案,滑槽的设置,便于固定座定向运动,降低成型过程中,固定座发生偏移的可能性,进而提高钢材的成型质量。
16.可选的,所述驱动组件包括第二驱动件和传动件,所述传动件包括第一链条、第一链轮和第二链轮,所述第一链条绕设于所述第一链轮和第二链轮上,所述第一链轮与矫直辊同轴连接,所述第二链轮与抵紧辊同轴连接。
17.通过采用上述技术方案,对钢材进行矫直时,调节驱动件,驱动件驱动第一链轮运动,第一链轮带动矫直辊转动,矫直辊对钢材进行矫直,同时,第一链轮与链条啮合,链条带动第二链轮转动,第二链轮带动抵紧辊转动,抵紧辊带动钢材运动,实现对钢材的矫直;传动件的设置,便于同时驱动矫直辊与抵紧辊转动,使得抵紧辊对钢材进行抵紧,然后矫直辊对钢材进行矫直,提高钢材的成型质量。
18.可选的,所述第二驱动件包括第二电机、第二链条、主动链轮和从动链轮,所述第二电机位于所述固定座上,所述第二电机与主动链轮同轴连接,所述从动链轮与第一链轮同轴连接,所述第二链条绕设于所述主动链轮和从动链轮上。
19.通过采用上述技术方案,驱动第一链轮转动时,启动第二电机,第二电机的输出轴带动主动链轮转动,主动链轮与第二链条啮合,第二链条与从动链轮啮合,从动链轮带动第一链轮转动;主动链轮和从动链轮的设置,便于将第二电机的驱动力传递至第一链轮,进而使得第一链轮带动矫直辊转动。
20.可选的,所述调节组件还包括调节件,所述调节件包括调节杆以及两个调节螺母,所述调节杆与第一链轮同轴连接,所述调节杆与矫直辊滑动连接,所述调节杆与两个所述调节螺母螺纹连接,两个所述调节螺母分别位于所述矫直辊的两端。
21.通过采用上述技术方案,调节矫直辊的位置时,松动其一螺母,然后旋转另一螺母,使得矫直辊的位置发生变化;调节杆和螺母的设置,便于调节矫直辊的位置,进而便于矫直辊对不同尺寸的钢材进行矫直,扩大矫直辊的使用范围。
22.可选的,所述调节组件还包括锁紧件,所述锁紧件包括支撑杆和锁紧螺母,所述固定座上开设有供所述支撑杆插接的插接孔,所述支撑杆与顶辊转动连接,所述锁紧螺母与支撑杆螺纹连接。
23.通过采用上述技术方案,锁紧螺母和支撑杆的设置,便于顶辊的连接,进而便于对
钢材进行弯曲,提高钢材生产的多样性,同时,便于顶辊的拆卸,降低矫直过程中顶辊与钢材的干涉,进而提高矫直质量。
24.综上所述,本发明包括以下至少一种有益技术效果:1.设计的h型长梁上用板的加工工艺,通过成型件的设置,便于用一套设备满足钢材不同的成型需求,进而降低生产成本,同时,减少加工设备的占地面积,提高资源利用率;2.连接杆的设置,便于调节两个固定座之间的距离,进而便于对不同尺寸的钢材进行加工,扩大成型装置的使用范围,提高成型装置的实用性;3.滑槽的设置,便于固定座定向运动,降低成型过程中,固定座发生偏移的可能性,进而提高钢材的成型质量。
附图说明
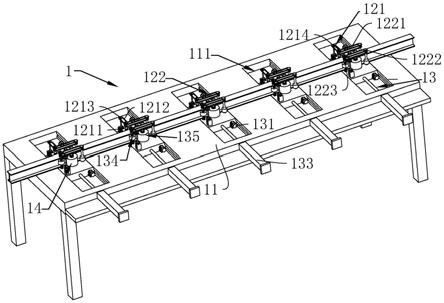
25.图1是本发明实施例的整体结构示意图。
26.图2是本发明实施例的局部结构示意图。
27.附图标记说明:1、成型装置;11、工作台;111、滑槽;12、驱动组件;121、第二驱动件;1211、第二电机;1212、第二链条;1213、主动链轮;1214、从动链轮;122、传动件;1221、第一链条;1222、第一链轮;1223、第二链轮;13、调节组件;131、第一电机;132、连接杆;1321、卡接段;1322、螺纹段;133、液压缸;134、调节件;1341、调节杆;1342、调节螺母;135、锁紧件;1351、支撑杆;1352、锁紧螺母;14、成型件;141、固定座;142、抵紧辊;143、矫直辊;144、顶辊。
具体实施方式
28.以下结合附图1-2对本发明作进一步详细说明。
29.本发明实施例公开一种h型长梁上用板的加工工艺。参照图1,h型长梁上用板的加工工艺包括以下步骤,s1、材料的准备:通过剪切装置对钢材进行剪切,本实施例中剪切装置采用龙门剪切机,将钢板剪切成所需尺寸,然后通过吊车转运至焊接工位;s2、钢材的焊接:首先通过坡口机对剪切后的钢板焊接处进行倒角坡口处理,保证钢板之间焊接的强度,进而提高h型钢的强度,再通过焊接装置对钢材进行焊接,本实施例中焊接装置采用h型钢门型埋弧焊机,一方面,便于提高钢材的焊接效率,另一方面,提高焊缝质量,保证钢材的尺寸精度;s3、钢材的成型:首先通过吊车将焊接后的钢材运送至成型工序,然后通过成型装置1对h型钢进行加工;参照图1,成型装置1包括工作台11、多组驱动组件12、多组调节组件13以及多组成型件14,本实施例中设置有五组驱动组件12、五组调节组件13以及五组成型件14,且驱动组件12、调节组件13和成型件14一一对应设置,本实施例中工作台11的平面为长方形,每一组驱动组件12、每一组调节组件13以及每一组成型件14均关于工作台11的长度方向的轴线对称设置,降低钢材成型过程中偏移的可能性,进而提高钢材的成型的稳定性,驱动组件12用于驱动成型件14转动,调节组件13用于对成型件14的位置进行调节,便于对钢材进行不同成型需求的加工,进而减少生产成本,同时,减少占面积,提高资源利用率。
30.参照图1和图2,成型件14包括固定座141、抵紧辊142、矫直辊143和顶辊144,抵紧辊142、矫直辊143和顶辊144均轴向平行设置,便于用同一台设备对钢材进行矫直和弯曲,减少加工设备的数量,进而降低生产成本,抵紧辊142和矫直辊143均与固定座141转动连接,顶辊144与固定座141可拆卸连接,降低矫直过程中顶辊144与钢材的干涉,进而提高钢材的矫直质量,抵紧辊142与矫直辊143错位设置,便于推动钢材运动,进而实现对钢材的均匀加工,提高加工效率,固定座141与工作台11滑动连接;工作台11上开设有滑槽111,滑槽111的长度方向沿工作台11的宽度方向设置,且固定座141沿滑槽111滑动,滑槽111的设置,便于固定座141的移动,进而便于满足钢材的不同加工需求。
31.参照图1和图2,调节组件13包括第一电机131、连接杆132、第一驱动件、锁紧件135以及调节件134,第一电机131通过螺栓固定座141上,第一电机131的输出轴与连接杆132通过联轴器连接,且第一电机131的输出轴与连接杆132同轴设置,连接杆132贯穿固定座141设置,连接杆132用于调节位于同一滑槽111内的两个固定座141之间的距离,第一驱动件用于驱动固定座141运动;连接杆132包括一体连接卡接段1321和螺纹段1322,卡接段1321与其一固定座141转动连接,同时,卡接段1321与其一固定座141卡接,便于卡接段1321带动固定座141运动,螺纹段1322与另一固定座141螺纹连接,便于螺纹段1322调节另一固定座141的位置,进而实现对两个固定座141之间距离的调整,卡接段1321远离螺纹段1322一端与第一电机131的输出轴通过联轴器连接,且卡接段1321与第一电机131的输出轴同轴设置;第一驱动件设置为液压缸133,液压缸133通过螺栓固定于工作台11上,液压缸133的活塞杆与其一固定座141通过螺栓连接,便于驱动固定座141运动,使得固定座141带动顶辊144运动,实现对钢材的弯曲。
32.参照图1,驱动组件12包括第二驱动件121和传动件122,传动件122包括第一链条1221、第一链轮1222和第二链轮1223,第一链条1221绕设于第一链轮1222和第二链轮1223上,第一链轮1222与矫直辊143通过键连接,且第一链轮1222与矫直辊143同轴设置,第二链轮1223与抵紧辊142通过键连接,且第二链轮1223与抵紧辊142同轴设置;第二驱动件121包括第二电机1211、第二链条1212、主动链轮1213和从动链轮1214,第二电机1211通过螺栓固定于固定座141上,第二电机1211的输出轴与主动链轮1213通过键连接,且第二电机1211的输出轴与主动链轮1213同轴设置,从动链轮1214与第一链轮1222通过键连接,且从动链轮1214与第一链轮1222同轴设置,第二链条1212绕设于主动链轮1213和从动链轮1214上,便于驱动抵紧辊142和矫直辊143同步转动,一方面实现对钢材的矫直,另一方面,实现对钢材的驱动。
33.参照图1和图2,锁紧件135包括支撑杆1351和锁紧螺母1352,固定座141上开设有供支撑杆1351插接的插接孔,支撑杆1351与顶辊144转动连接,且支撑杆1351与顶辊144卡接,避免顶辊144沿支撑杆1351的轴向运动,锁紧螺母1352与支撑杆1351螺纹连接,便于对顶辊144的位置进行固定,降低弯曲过程中顶辊144移动的可能性,提高加工的稳定性。
34.参照图1和图2,调节件134包括调节杆1341以及两个调节螺母1342,调节杆1341与第一链轮1222通过键连接,且调节杆1341与第一链轮1222同轴设置,调节杆1341与矫直辊143滑动连接,调节杆1341与两个调节螺母1342螺纹连接,两个调节螺母1342分别位于矫直辊143的两端,调节螺母1342的设置,便于对矫直辊143的位置进行调节,进而使得顶辊144对不同尺寸的钢材进行矫直,提高矫直辊143的实用性。
35.本发明实施例一种h型长梁上用板的加工工艺的实施原理为:对h型钢进行加工时,首先通过龙门剪切机对钢材进行剪切,然后通过h型钢门型埋弧焊机对剪切后的钢材进行焊接,然后对钢材进行成型加工;对钢材进行矫直时,转动调节螺母1342,实现对矫直辊143位置的调整,将焊接后的钢材运送至工作台11,再启动第一电机131,第一电机131带动连接杆132转动,使得位于螺纹段1322的固定座141沿滑槽111滑动,使得固定座141带动矫直辊143和抵紧辊142运动至与钢材抵紧,然后启动第二电机1211,第二电机1211的输出轴带动主动链轮1213运动,主动链轮1213与第二链条1212啮合,第二链条1212带动从动链轮1214转动,从动链轮1214带动第一链轮1222转动,第一链轮1222与第一链条1221啮合,同时,第一链轮1222带动矫直辊143转动,第一链条1221带动第二链轮1223转动,第二链轮1223带动抵紧辊142转动,实现对钢材的矫直;对钢材进行弯曲时,启动液压缸133,液压缸133的活塞杆带动固定座141运动,固定座141带动顶辊144运动,实现对钢材的弯曲。
36.以上均为本发明的较佳实施例,并非依此限制本发明的保护范围,故:凡依本发明的结构、形状、原理所做的等效变化,均应涵盖于本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。